You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- AbraTec 6715Document2 pagesAbraTec 6715Luis MoriNo ratings yet
- Xuper 6804 XHD: WeldingDocument2 pagesXuper 6804 XHD: WeldingAravind rajNo ratings yet
- Chromcarb N6006: WeldingDocument2 pagesChromcarb N6006: WeldingCasa de Adoración ConcepciónNo ratings yet
- EnDOtec 310Document2 pagesEnDOtec 310EdwinNo ratings yet
- Abratec 6710 XHD: WeldingDocument2 pagesAbratec 6710 XHD: WeldingAravind rajNo ratings yet
- ChromCarb N6006Document2 pagesChromCarb N6006mohamed AdelNo ratings yet
- Xuper 680 CGS: WeldingDocument2 pagesXuper 680 CGS: WeldingSharad ShahNo ratings yet
- EnDOtec 358Document2 pagesEnDOtec 358Luis NarvaezNo ratings yet
- 224 XyronDocument1 page224 Xyrontabrizee nurNo ratings yet
- Xuper 1665 XFCDocument2 pagesXuper 1665 XFCAntonio CardosoNo ratings yet
- Cartridge Heaters FIRERODDocument34 pagesCartridge Heaters FIRERODEliasNo ratings yet
- TeroMatec OA 2020Document2 pagesTeroMatec OA 2020EdwinNo ratings yet
- Cable Heaters K-RINGDocument2 pagesCable Heaters K-RINGEliasNo ratings yet
- Paar-Tronic-Cy: Flexible, Screened, Colour Coded To DIN 47100, Meter Marking, EMC-preferred TypeDocument2 pagesPaar-Tronic-Cy: Flexible, Screened, Colour Coded To DIN 47100, Meter Marking, EMC-preferred TypeKelvin NgumbauNo ratings yet
- Abratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeDocument2 pagesAbratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeCasa de Adoración ConcepciónNo ratings yet
- TDS 351do enDocument1 pageTDS 351do enMumkoNo ratings yet
- Teromatec Oa 4601: Premium Open Arc Wearfacing Wire For Combating Extreme AbrasionDocument2 pagesTeromatec Oa 4601: Premium Open Arc Wearfacing Wire For Combating Extreme AbrasionJuan Carlos EspinozaNo ratings yet
- 21001en 17012Document2 pages21001en 17012Mahesh KumbharNo ratings yet
- Tronic-Cy (Liy-Cy) : Flexible, Colour Coded To DIN 47100, Screened, Meter Marking, EMC-preferred TypeDocument2 pagesTronic-Cy (Liy-Cy) : Flexible, Colour Coded To DIN 47100, Screened, Meter Marking, EMC-preferred TypealexorigamiNo ratings yet
- EutecRod 190Document2 pagesEutecRod 190Juan LondonoNo ratings yet
- H01N2-D Welding Cable: Special Cable For The Transmission of High Currents For Electrical Welding MachinesDocument1 pageH01N2-D Welding Cable: Special Cable For The Transmission of High Currents For Electrical Welding MachinesbxblntlwhloivajlmxNo ratings yet
- Eutalloy 11496Document2 pagesEutalloy 11496jorge_20120% (1)
- Xuper 646 XHDDocument2 pagesXuper 646 XHDJuan LondonoNo ratings yet
- 44a0111-20-0 44a0111-20-9 44a0111-22-0 44a0111-22-9 44a0111-24-9 44a1121-22-0/9-9 44a0111-18-0 44a0111-26-2Document6 pages44a0111-20-0 44a0111-20-9 44a0111-22-0 44a0111-22-9 44a0111-24-9 44a1121-22-0/9-9 44a0111-18-0 44a0111-26-2عبدالغني القباطيNo ratings yet
- 189 Prod SelectionDocument1 page189 Prod Selectionherysyam1980No ratings yet
- LF46 LED Flood LightDocument2 pagesLF46 LED Flood Lightkiên phạm trungNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- ISSF Applications For Stainless Steel Long ProductsDocument26 pagesISSF Applications For Stainless Steel Long ProductsVANDANA GLOBALNo ratings yet
- Catalog Code - Master Led Factory Sealed Luminaires Appleton en Us 7436896Document15 pagesCatalog Code - Master Led Factory Sealed Luminaires Appleton en Us 7436896Samuel VelizNo ratings yet
- TEFC Vertical Pump Motors: Innovation and QualityDocument2 pagesTEFC Vertical Pump Motors: Innovation and QualityDinalpinNo ratings yet
- Brochure HEFDocument12 pagesBrochure HEFsreedhar srinivasanNo ratings yet
- EuTronic Arc Spray 595ASDocument2 pagesEuTronic Arc Spray 595ASEdwinNo ratings yet
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFDocument165 pages05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- Buddy Tig 160 Spec Sheet MW Murphy SonDocument2 pagesBuddy Tig 160 Spec Sheet MW Murphy SoncarlosNo ratings yet
- Abratec 6715: WeldingDocument2 pagesAbratec 6715: Weldingmohamed AdelNo ratings yet
- Rigmaster 304 Stainless Steel Fluorescent LuminairesDocument2 pagesRigmaster 304 Stainless Steel Fluorescent LuminairesErikaGaitanGonzalezNo ratings yet
- GMAW Welding ParametersDocument32 pagesGMAW Welding Parametersnarutothunderjet216No ratings yet
- Features and Benefits: End of Life ProtectionDocument2 pagesFeatures and Benefits: End of Life ProtectionjambomillerNo ratings yet
- SHD-GC - 2019Document2 pagesSHD-GC - 2019S Adriano CiriacoNo ratings yet
- AMECA - Insert CoilDocument20 pagesAMECA - Insert CoilHector MartinezNo ratings yet
- Jz-604 TC Tray Cable: PVC Power Cable, Open Installation TC-ER, NFPA 79, 90°C, 600 V, Meter MarkingDocument2 pagesJz-604 TC Tray Cable: PVC Power Cable, Open Installation TC-ER, NFPA 79, 90°C, 600 V, Meter MarkingAlejandro MoralesNo ratings yet
- Eutectic Eutronic Arc Spray 4 HFDocument4 pagesEutectic Eutronic Arc Spray 4 HFjhonatan VBNo ratings yet
- Tubular and Process Assemblies: W A T L O WDocument26 pagesTubular and Process Assemblies: W A T L O WEliasNo ratings yet
- Invar 36Document5 pagesInvar 36Yoni BenshaharNo ratings yet
- Welding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeDocument3 pagesWelding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeJOLLY JAYA SENTOSANo ratings yet
- JZ 500Document3 pagesJZ 500maxlnw888888No ratings yet
- Cartridge HeatersDocument48 pagesCartridge Heatersprsking187No ratings yet
- Cartridge 0124Document48 pagesCartridge 0124estampados25032020No ratings yet
- 1DB - 49821 - enDocument1 page1DB - 49821 - enFreddy MormontoyNo ratings yet
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDocument5 pagesBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodNo ratings yet
- Photovoltaic CablesDocument12 pagesPhotovoltaic CablesAMARENDRA SINo ratings yet
- MC1081 Ranger Selection GuideDocument2 pagesMC1081 Ranger Selection GuideMiguel AngelNo ratings yet
- PG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CDocument1 pagePG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CRamesh RautNo ratings yet
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Anexo 1ADocument6 pagesAnexo 1APatricio Felipe Cortes CortesNo ratings yet
- Cable Heluflon PDFDocument2 pagesCable Heluflon PDFEugenioNo ratings yet
- Weld RepireDocument91 pagesWeld RepireKapil ManloiNo ratings yet
- Scotch: Super 33+ Vinyl Electrical TapeDocument2 pagesScotch: Super 33+ Vinyl Electrical TapeDonato PirroNo ratings yet
- Immersion Heaters Square FlangeDocument4 pagesImmersion Heaters Square FlangeEliasNo ratings yet
- KHD Roller PressDocument4 pagesKHD Roller PressAli MendozaNo ratings yet
- Hydraulic Roller Press - HRP PDFDocument12 pagesHydraulic Roller Press - HRP PDFGyanaranjan20110% (1)
- Hydraulic Roller Press - HRP PDFDocument12 pagesHydraulic Roller Press - HRP PDFGyanaranjan20110% (1)
- Butt Press Crusher SegmentDocument1 pageButt Press Crusher SegmentGyanaranjan2011No ratings yet
- Lotherme 464Document1 pageLotherme 464Gyanaranjan2011No ratings yet
- Diffusaloy 910Document1 pageDiffusaloy 910Gyanaranjan2011No ratings yet
- D&H Secheron in Cement ApplicationDocument1 pageD&H Secheron in Cement ApplicationGyanaranjan2011No ratings yet
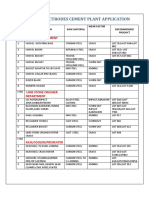
- Lotherme Electrodes Cement Plant Application: Mining DepartmentDocument2 pagesLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011No ratings yet
- Lotherme Electrodes Cement Plant Application: Mining DepartmentDocument2 pagesLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011No ratings yet
- Full Plate Patterns or Custom Flame Cut Shapes and Parts.: Characteristics/specificationsDocument7 pagesFull Plate Patterns or Custom Flame Cut Shapes and Parts.: Characteristics/specificationsrcaletaNo ratings yet
- Boilers and Furnaces Refractory and InsulationDocument56 pagesBoilers and Furnaces Refractory and InsulationKhaled BOUALINo ratings yet
- Solid State Chemistry IITDocument22 pagesSolid State Chemistry IITAdiChemAdi100% (23)
- NC-559-ASM, No-Clean Solder Paste: Product Data SheetDocument2 pagesNC-559-ASM, No-Clean Solder Paste: Product Data SheetAkhmad MukhsinNo ratings yet
- Sandvik SteelDocument16 pagesSandvik Steeljohn9999_502754No ratings yet
- Ladle Metallurgy - Steelpedia - IrDocument171 pagesLadle Metallurgy - Steelpedia - IrAuri Rico MartinezNo ratings yet
- Brochure SouthpartnersDocument19 pagesBrochure SouthpartnersStanislau Felix Garcia RomeroNo ratings yet
- Gear Materials and Heat TreatmentsDocument2 pagesGear Materials and Heat TreatmentsLazaras Benny INo ratings yet
- UNS N08367 Welded Tube: Standard Specification ForDocument2 pagesUNS N08367 Welded Tube: Standard Specification ForROHITNo ratings yet
- ICSG Factbook 2021Document68 pagesICSG Factbook 2021Juan Manuel PardalNo ratings yet
- European Steel and Alloy Grades: About Us EN 10025-2Document2 pagesEuropean Steel and Alloy Grades: About Us EN 10025-2farshid KarpasandNo ratings yet
- QC General NotesDocument21 pagesQC General NotesBilly Kurniawan100% (2)
- ASTM A570 Steel Grade 50 PDFDocument1 pageASTM A570 Steel Grade 50 PDFranjitNo ratings yet
- Eyv 5031 - Chapter 1Document18 pagesEyv 5031 - Chapter 1Aziz AdamNo ratings yet
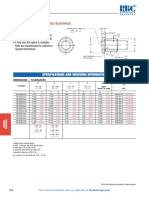
- Flanged Bushings: Specifications and Ordering InformationDocument1 pageFlanged Bushings: Specifications and Ordering Informationrodryguo74No ratings yet
- Lecture Note 152311150152550Document33 pagesLecture Note 152311150152550Sadu GajiNo ratings yet
- 11 Astm A320 A320m-2018Document8 pages11 Astm A320 A320m-2018FYNo ratings yet
- Rohtak Chain CatalogueDocument32 pagesRohtak Chain CatalogueBhavya OswalNo ratings yet
- Jis g3101 Ss 400 SteelDocument1 pageJis g3101 Ss 400 SteelTerry Gunawan100% (2)
- Question BankDocument27 pagesQuestion BankselvaNo ratings yet
- RoastingDocument2 pagesRoastingRon Estolano0% (1)
- Corrosion: Prepared By: Engr Derik R de CastroDocument22 pagesCorrosion: Prepared By: Engr Derik R de CastroMatthew SilabNo ratings yet
- Zinc PlatingDocument4 pagesZinc Platingrohitpatil330% (1)
- Outokumpu Machining Guidelines For Forta LDX2404Document2 pagesOutokumpu Machining Guidelines For Forta LDX2404chavico113No ratings yet
- Influence Analysis of Different Tempering Temperature On 4330V Steel Plates - SHEW-E STEELDocument3 pagesInfluence Analysis of Different Tempering Temperature On 4330V Steel Plates - SHEW-E STEELnagaraj patilNo ratings yet
- Bab 03 Pemilihan Material PipaDocument30 pagesBab 03 Pemilihan Material PipaMohammad Zaki UsmanNo ratings yet
- Gold SilverDocument2 pagesGold SilverAnonymous O27ezjcNo ratings yet
- CorrosionDocument29 pagesCorrosionHarshaNo ratings yet
- Modification of Molten Steelmaking Slag For Cement ApplicationDocument16 pagesModification of Molten Steelmaking Slag For Cement Applicationlahcen essNo ratings yet
- MAKINO U Series Doc ButtonDocument12 pagesMAKINO U Series Doc ButtonBharath SaravananNo ratings yet