You might also like
- Duties of Welding InspectorDocument3 pagesDuties of Welding InspectorSalman SyedNo ratings yet
- WIS10 Control Sress DistortionDocument37 pagesWIS10 Control Sress DistortionAdil Hasanov100% (2)
- The purpose of welding procedure specification (WPS) and Procedure Qualification Record (PQRDocument68 pagesThe purpose of welding procedure specification (WPS) and Procedure Qualification Record (PQRParvee K Nakwal100% (1)
- 9.19 - P-101 - Positive Material IdentificationDocument13 pages9.19 - P-101 - Positive Material IdentificationRays TioNo ratings yet
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd NizamNo ratings yet
- ASME B31.3-2016 Postweld Heat Treatment TableDocument1 pageASME B31.3-2016 Postweld Heat Treatment TableSumner TingNo ratings yet
- Exam Narative Cswip 3.2Document5 pagesExam Narative Cswip 3.2yuwantoniNo ratings yet
- Positive Material IdentificationDocument12 pagesPositive Material IdentificationPrabhakar KattulaNo ratings yet
- Oxy-Acetylene Welding and Distortion Control TechniquesDocument23 pagesOxy-Acetylene Welding and Distortion Control Techniquescfcshaker100% (1)
- Welders QualificationDocument47 pagesWelders Qualificationidealparrot100% (3)
- (1-VI) - Rules For Welding - 2013 PDFDocument302 pages(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanNo ratings yet
- Magnetic Particle TestDocument17 pagesMagnetic Particle Testabu faizNo ratings yet
- HOIS (14) R6 Procedure For Flange Face Corrosion DraftDocument61 pagesHOIS (14) R6 Procedure For Flange Face Corrosion DraftTamilarasanNo ratings yet
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQsiva92% (26)
- Hydrostatic Testing GuideDocument10 pagesHydrostatic Testing Guidepraveentien100% (1)
- Welding and Inspection of PipingDocument20 pagesWelding and Inspection of PipingMohammed Najim89% (9)
- Detail of Welder WeldingDocument72 pagesDetail of Welder Weldingjaimin100No ratings yet
- Petrofac Piping Inspection Handbook PDFDocument25 pagesPetrofac Piping Inspection Handbook PDFramesh100% (1)
- Materials Selection For Corrosion PreventionDocument61 pagesMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless SteelAnthony YUNo ratings yet
- RT Procedure 200-004 Rev. 07Document33 pagesRT Procedure 200-004 Rev. 07abdul aziz67% (6)
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 pagesAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimNo ratings yet
- Curriculum Vitae QA Engineer Joseph FisherDocument8 pagesCurriculum Vitae QA Engineer Joseph FisherAbdulNo ratings yet
- Welder Certification ProcedureDocument28 pagesWelder Certification ProcedureAnant Rubade100% (1)
- Cswip 3.1 & 3.2 Details NewDocument16 pagesCswip 3.1 & 3.2 Details NewPranay Kumar100% (1)
- Module 4 Inspection Methods PDFDocument86 pagesModule 4 Inspection Methods PDFElias Jurado TeixeiraNo ratings yet
- Pipeline WeldingDocument61 pagesPipeline WeldingRajnish Bajaj100% (2)
- Repair Welding Temper BeadDocument9 pagesRepair Welding Temper BeadwilliamjdtNo ratings yet
- WI-INSP-01 R2 Work Instruction-Pressure Vessel InspDocument8 pagesWI-INSP-01 R2 Work Instruction-Pressure Vessel InspRakesh Mishra100% (1)
- Answers Drawing B: BS 499 Part 2. Course Reference WIS 10Document10 pagesAnswers Drawing B: BS 499 Part 2. Course Reference WIS 10Harkynollar Harkyntehye100% (1)
- CSWIP 3.2-2010 WIS10 Senior Welding InspectionDocument302 pagesCSWIP 3.2-2010 WIS10 Senior Welding Inspectionapply19842371100% (9)
- Lesson 5 - DistortionDocument22 pagesLesson 5 - DistortionKhepa BabaNo ratings yet
- Distortion in Weld JointDocument54 pagesDistortion in Weld JointDiVik BhargAva100% (1)
- Fabrication of Pipes PDFDocument2 pagesFabrication of Pipes PDFLakeisha0% (1)
- Weld Procedures ExplainedDocument11 pagesWeld Procedures ExplainednamasralNo ratings yet
- Manufacture of Duplex Stainless Steel Fittings and ComponentsDocument17 pagesManufacture of Duplex Stainless Steel Fittings and ComponentsYasmine ياسمين100% (1)
- Inspection and Testing of Piping SystemsDocument46 pagesInspection and Testing of Piping Systemsbain100% (1)
- Drawing B BS 499 Part. 2Document10 pagesDrawing B BS 499 Part. 2محمد اظهرNo ratings yet
- Dacon AndtDocument30 pagesDacon AndtCepi Sindang Kamulan100% (1)
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Rtfi Fundamental PresentationDocument112 pagesRtfi Fundamental PresentationABHI THAKKARNo ratings yet
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
- RTFI-weld-defect-repairs-twiDocument61 pagesRTFI-weld-defect-repairs-twismsunil12345No ratings yet
- Distortion WELDINGDocument106 pagesDistortion WELDINGshruthi100% (1)
- Welding InspectionDocument40 pagesWelding InspectionnazarasimNo ratings yet
- Method of Corrosion MappingDocument14 pagesMethod of Corrosion MappingNur Abdillah SiddiqNo ratings yet
- NDE Training Guide to Welding Flaw RadiographsDocument40 pagesNDE Training Guide to Welding Flaw Radiographsadam1950100% (1)
- Fdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingDocument95 pagesFdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingRajaramNo ratings yet
- Differences between Welding Procedure Specification and Welder Performance QualificationDocument1 pageDifferences between Welding Procedure Specification and Welder Performance QualificationFazeel Rick MohammedNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Interview Questions For QAQC MechanicalDocument33 pagesInterview Questions For QAQC MechanicalBalakumar95% (351)
- Welding Inspector Interview QuestionDocument14 pagesWelding Inspector Interview Questionaravindan100% (21)
- Pipelines Welding HandbookDocument64 pagesPipelines Welding HandbookSixto GerardoNo ratings yet
- Welding Questionaire: Duties and Responsibilities of Welding InspectorDocument32 pagesWelding Questionaire: Duties and Responsibilities of Welding Inspectorshaynad binsharafNo ratings yet
- ESAB - PipelinesDocument65 pagesESAB - PipelinesLigia114100% (2)
- Welding Inspector Duties QuestionnaireDocument9 pagesWelding Inspector Duties QuestionnairemohamedqcNo ratings yet
- Essential questions for welding inspector examDocument12 pagesEssential questions for welding inspector examponnivalavans_994423No ratings yet
- Question & Answer IDocument36 pagesQuestion & Answer IvenkateshNo ratings yet
- WeldingDocument9 pagesWeldingkiraneluruNo ratings yet
- House of Imports Mercedes Benz Service CenterDocument2 pagesHouse of Imports Mercedes Benz Service CenterHarsha Vardhan MeduriNo ratings yet
- Drill & Blast MethodDocument11 pagesDrill & Blast MethodHarsha Vardhan MeduriNo ratings yet
- Keller Stops 2,000-GPM Leak at Huckleberry Creek Reservoir DamDocument2 pagesKeller Stops 2,000-GPM Leak at Huckleberry Creek Reservoir DamHarsha Vardhan MeduriNo ratings yet
- International MarketplaceDocument3 pagesInternational MarketplaceHarsha Vardhan MeduriNo ratings yet
- Hard Rock Casino TunnelDocument2 pagesHard Rock Casino TunnelHarsha Vardhan MeduriNo ratings yet
- Diaphragm Wall ConstructionDocument7 pagesDiaphragm Wall ConstructionHarsha Vardhan MeduriNo ratings yet
- Deep Foundation Solution for Syracuse Iron Pier ApartmentsDocument2 pagesDeep Foundation Solution for Syracuse Iron Pier ApartmentsHarsha Vardhan MeduriNo ratings yet
- Cut and Cover (Top Down & Bottom Up)Document12 pagesCut and Cover (Top Down & Bottom Up)Harsha Vardhan MeduriNo ratings yet
- Ground AnchorDocument9 pagesGround AnchorHarsha Vardhan MeduriNo ratings yet
- Tunnel TerminologyDocument13 pagesTunnel TerminologyHarsha Vardhan MeduriNo ratings yet
- Flash Butt WeldingDocument3 pagesFlash Butt WeldingHarsha Vardhan MeduriNo ratings yet
- Umberella ArchDocument3 pagesUmberella ArchHarsha Vardhan MeduriNo ratings yet
- FCAWDocument43 pagesFCAWHarsha Vardhan MeduriNo ratings yet
- Track StructureDocument4 pagesTrack StructureHarsha Vardhan MeduriNo ratings yet
- Submerged Floating TunnelDocument12 pagesSubmerged Floating TunnelHarsha Vardhan MeduriNo ratings yet
- AIM 875-500 DatasheetDocument5 pagesAIM 875-500 DatasheetHarsha Vardhan MeduriNo ratings yet
- Types of Tunnel Boring Machines (TBMsDocument6 pagesTypes of Tunnel Boring Machines (TBMsOmkar GordeNo ratings yet
- Rail ProfilesDocument3 pagesRail ProfilesHarsha Vardhan MeduriNo ratings yet
- Distortion Types of DistortionDocument6 pagesDistortion Types of DistortionHarsha Vardhan MeduriNo ratings yet
- DefectsDocument29 pagesDefectsHarsha Vardhan MeduriNo ratings yet
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- 28Document2 pages28Jyothi Hari PrasadNo ratings yet
- Trellex Traclag Pulley LaggingDocument16 pagesTrellex Traclag Pulley LaggingViet Nam M-TechNo ratings yet
- Cryogenic MaterialsDocument7 pagesCryogenic Materialsstudent1No ratings yet
- Aluminium Foil Polyester Tape For CableDocument4 pagesAluminium Foil Polyester Tape For CableHemendra JasaparaNo ratings yet
- Master Tungsten Carbide Rotary Burrs PDFDocument12 pagesMaster Tungsten Carbide Rotary Burrs PDFFred AksoNo ratings yet
- British Standard: A Single Copy of This British Standard Is Licensed ToDocument11 pagesBritish Standard: A Single Copy of This British Standard Is Licensed ToОлег СоловьевNo ratings yet
- All American Grating CatalogDocument140 pagesAll American Grating CatalogAravindkumar MargamNo ratings yet
- Affordable roofing sheets and accessoriesDocument68 pagesAffordable roofing sheets and accessoriesBuildersline Maadhaidhaz100% (1)
- Fracture in SteelDocument289 pagesFracture in Steelchoks007No ratings yet
- Magnesium Alloy Anodes For Cathodic ProtectionDocument2 pagesMagnesium Alloy Anodes For Cathodic Protectiongautam100% (1)
- The Heat Treatment Analysis of E110 Case HardeningDocument10 pagesThe Heat Treatment Analysis of E110 Case HardeningGuussttNo ratings yet
- Effect of SiC Particulate Reinforcement On The DryDocument11 pagesEffect of SiC Particulate Reinforcement On The DrysajoNo ratings yet
- Meltio-Nickel-718 Material Datasheet PDFDocument2 pagesMeltio-Nickel-718 Material Datasheet PDFJakNo ratings yet
- Electroplating Process & VariablesDocument7 pagesElectroplating Process & VariablesRoynika shaluNo ratings yet
- Finding The Root Cause of Boiler Tube FailuresDocument17 pagesFinding The Root Cause of Boiler Tube Failuresjgv100% (1)
- Astm A239Document6 pagesAstm A239CeliaNo ratings yet
- Agitator Supply List Till: 06-05-2019: SL No Client Tank Size KW Sot No Remarks DIA (M) HT (M)Document43 pagesAgitator Supply List Till: 06-05-2019: SL No Client Tank Size KW Sot No Remarks DIA (M) HT (M)hari prasadNo ratings yet
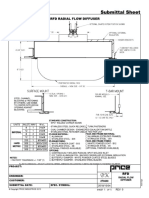
- RFD Radial Flow Diffuser SubmittalDocument2 pagesRFD Radial Flow Diffuser SubmittalJ.P. PazaNo ratings yet
- Avg Bond Work Index Data for Minerals and OresDocument2 pagesAvg Bond Work Index Data for Minerals and OresBashar ToshtashNo ratings yet
- Feed Check ValvesDocument3 pagesFeed Check ValvesjalilzadehNo ratings yet
- High Speed Cutting MachineDocument2 pagesHigh Speed Cutting Machinefog900No ratings yet
- CH.4 Strengthening MechanismsDocument50 pagesCH.4 Strengthening MechanismsEmad SaeedNo ratings yet
- Hardness Testing MethodsDocument25 pagesHardness Testing MethodsSagun AlmarioNo ratings yet
- Diop, Cheikh Anta - A Origem Africana Da Civilização - Mito Ou RealidadeDocument230 pagesDiop, Cheikh Anta - A Origem Africana Da Civilização - Mito Ou RealidadeJosé Renato Teixeira100% (1)
- Induction Hardening of Gears and Critical Components: Management Summary Importance of Gear Material and Its ConditionDocument6 pagesInduction Hardening of Gears and Critical Components: Management Summary Importance of Gear Material and Its ConditionVario LamaNo ratings yet
- Abrasive Water Jet Machining PDFDocument3 pagesAbrasive Water Jet Machining PDFbvnareshNo ratings yet
- Brocal: R. Ros Alguer, S.ADocument2 pagesBrocal: R. Ros Alguer, S.AacarisimovicNo ratings yet
- Carburizing and Case Hardening - Metlab of Wyndmoor PADocument2 pagesCarburizing and Case Hardening - Metlab of Wyndmoor PAChirambo Leketu BorgesNo ratings yet
- ASTM A1038 Hardness UltrsonicDocument4 pagesASTM A1038 Hardness UltrsonicJose Manuel GaliciaNo ratings yet
- Steel Sheet, Zinc Coated by The Electrolytic Process For Applications Requiring Designation of The Coating Mass On Each SurfaceDocument3 pagesSteel Sheet, Zinc Coated by The Electrolytic Process For Applications Requiring Designation of The Coating Mass On Each SurfaceToBertNo ratings yet