You might also like
- Wet HPTO Rebuild Instructions Low ResDocument64 pagesWet HPTO Rebuild Instructions Low Resdaniel100% (2)
- I&M HPTO14 & 15 Low ResDocument55 pagesI&M HPTO14 & 15 Low Resdaniel100% (2)
- I & M Hpto 14WDocument53 pagesI & M Hpto 14Wdaniel100% (3)
- I&m Hpto12wDocument50 pagesI&m Hpto12wdaniel100% (9)
- PT Tech SPNDocument1 pagePT Tech SPNdaniel100% (4)
- HPTO Diagnostic SheetDocument2 pagesHPTO Diagnostic SheetdanielNo ratings yet
- PT Tech HPTO12HXX-XXX Power Take OffDocument27 pagesPT Tech HPTO12HXX-XXX Power Take OffRonald100% (5)
- HPTO12 Installation & MaintenanceDocument23 pagesHPTO12 Installation & MaintenanceHeider Marin Solarte100% (1)
- PT Tech InfoDocument46 pagesPT Tech InfoJd AllenNo ratings yet
- Sandvik 12WET 25-04-2012.ppsDocument23 pagesSandvik 12WET 25-04-2012.ppsdaniel100% (5)
- JMG Systems Technical Specs and Panel LayoutDocument34 pagesJMG Systems Technical Specs and Panel LayoutWassiem Sayoun100% (1)
- PT Tech HPTO Clutch Control System - J1939 Diagnostic Trouble CodesDocument2 pagesPT Tech HPTO Clutch Control System - J1939 Diagnostic Trouble CodesgugiNo ratings yet
- Install and Maintain Your HPTO ClutchDocument19 pagesInstall and Maintain Your HPTO ClutchvitoNo ratings yet
- Warrior 800 Illustrated Parts Catalog Revision 9 PDFDocument245 pagesWarrior 800 Illustrated Parts Catalog Revision 9 PDFandras100% (1)
- QJ341 Spares ManualDocument118 pagesQJ341 Spares Manualwaltergv90% (20)
- HPTO12: Installation & MaintenanceDocument29 pagesHPTO12: Installation & Maintenancewilmer fernando lopez galeano100% (1)
- Warrior 800 Operations Manual Revision 4 (En)Document334 pagesWarrior 800 Operations Manual Revision 4 (En)ALEJO100% (3)
- 400 Plant Dealer Components Manual 05 - 01Document142 pages400 Plant Dealer Components Manual 05 - 01Mood100% (2)
- A-TRAKPACTOR 500 (SR) Illustrated Parts Catalog - Revision 0Document325 pagesA-TRAKPACTOR 500 (SR) Illustrated Parts Catalog - Revision 0العاب اطفال فارس و توتهNo ratings yet
- C-10 Ce ManualDocument193 pagesC-10 Ce ManualKrunoslav75% (4)
- I-110RS Illustrated Parts Catalog PDFDocument265 pagesI-110RS Illustrated Parts Catalog PDFGiuro Kralev67% (3)
- QH Red Fault CodesDocument1 pageQH Red Fault CodesJuan Guzmán100% (1)
- XA400S - XR400S Illustrated Parts Catalog - MASTERDocument531 pagesXA400S - XR400S Illustrated Parts Catalog - MASTERCorrado Sirianni100% (4)
- E-7 CE MANUAL Rev.1Issue.2 PDFDocument155 pagesE-7 CE MANUAL Rev.1Issue.2 PDFnylsk8100% (5)
- 3.20 Premium Metal Detector TestingDocument20 pages3.20 Premium Metal Detector Testingdaniel100% (1)
- 900 X 600 Metrotrak User Manual EN7Document274 pages900 X 600 Metrotrak User Manual EN7Benjamin Murphy100% (4)
- 1000 SR 07 Can Mk9pdfDocument9 pages1000 SR 07 Can Mk9pdfMarcelo Araoz ValdezNo ratings yet
- DIAGRAMA ELECTRICO MX T MK 19 - 100635EKPegon Maxtrak 1000Document14 pagesDIAGRAMA ELECTRICO MX T MK 19 - 100635EKPegon Maxtrak 1000Itza Lozada100% (2)
- C-1540 Illustrated Parts Catalog - Revision 3.2Document619 pagesC-1540 Illustrated Parts Catalog - Revision 3.2brian50% (6)
- PowerScreen Cheiftain 1700 Operator's ManualDocument382 pagesPowerScreen Cheiftain 1700 Operator's ManualDodom Bird100% (6)
- Manual Componentes Powerscreen Chieftain 2100Document156 pagesManual Componentes Powerscreen Chieftain 2100Marcelo100% (3)
- S190 Parts 10-08-2016Document141 pagesS190 Parts 10-08-2016Luis David CarcamoNo ratings yet
- Tarex Jaw Crusher Part Manual PDFDocument333 pagesTarex Jaw Crusher Part Manual PDFKAMAL SINGH100% (3)
- LT105Document126 pagesLT105Mohammad Aslam100% (2)
- I-1312 ENGLISH Operation ManualDocument184 pagesI-1312 ENGLISH Operation ManualНиколай Мамедов100% (1)
- Extec QJ340 C12 ManualDocument280 pagesExtec QJ340 C12 Manualdefiunikasungti100% (1)
- 1100 X 650 HR 20 4 05 PDFDocument245 pages1100 X 650 HR 20 4 05 PDFandres100% (4)
- 14 Wet SandvikDocument14 pages14 Wet SandvikdanielNo ratings yet
- Finlay I-130 Engine Fault ReportedDocument4 pagesFinlay I-130 Engine Fault ReportedLuis Antonio Vega ParangueoNo ratings yet
- McCloskey C44Document5 pagesMcCloskey C44JesusFloresRodriguez100% (1)
- Eaton MotorDocument12 pagesEaton MotordanielNo ratings yet
- E7 Hydraulic Diagram-ESDocument2 pagesE7 Hydraulic Diagram-ESCésar A. Chacón100% (1)
- Parts Manual Atlas Copco PC1055JDocument34 pagesParts Manual Atlas Copco PC1055Jandre100% (3)
- J-1175 Illustrated Parts CatalogDocument250 pagesJ-1175 Illustrated Parts CatalogIsmael GaldinoNo ratings yet
- BAL K038 2384672 00 en-GB PrintDocument384 pagesBAL K038 2384672 00 en-GB PrintEdsonLuizPoleselloNo ratings yet
- Ptrak650 PDFDocument318 pagesPtrak650 PDFMf Lui83% (6)
- ESTOP on Machine KeyswitchDocument11 pagesESTOP on Machine Keyswitchdefiunikasungti100% (2)
- Powergrid Spare Parts CatalogDocument84 pagesPowergrid Spare Parts CatalogandrasNo ratings yet
- 1000sr Spare Parts Manual (Elec. Dwg@AMTC) - Ilovepdf-Compressed PDFDocument147 pages1000sr Spare Parts Manual (Elec. Dwg@AMTC) - Ilovepdf-Compressed PDFS Sathish KumarNo ratings yet
- FNG 2512K Parts ManualDocument80 pagesFNG 2512K Parts ManualGrupo AlsaNo ratings yet
- S3 C.E. MANUAL rEV2 PDFDocument183 pagesS3 C.E. MANUAL rEV2 PDFKrunoslav100% (2)
- X44 Electrical ManualDocument45 pagesX44 Electrical Manualbercketowzhenya75% (4)
- 8010 NLCDocument30 pages8010 NLCRenato Assis da SilvaNo ratings yet
- High Performance Heat Range Chart: Document #1501Document2 pagesHigh Performance Heat Range Chart: Document #1501wilderhausNo ratings yet
- Main Rotor: Agusta Aw139 Maintenance Course Training ManualDocument57 pagesMain Rotor: Agusta Aw139 Maintenance Course Training ManualNita PuteriNo ratings yet
- SFN 880Document62 pagesSFN 880lukeNo ratings yet
- SC832 Reference Card 203-104-063Document2 pagesSC832 Reference Card 203-104-063Sitec Industrial AutomationNo ratings yet
- Fully Internal "Pop-Action" Pressure Relief Valve For DOT Fork Lift CylindersDocument1 pageFully Internal "Pop-Action" Pressure Relief Valve For DOT Fork Lift CylindersshuzaoNo ratings yet
- Torquing Tools New Tools 1st Supplement 3rd Supplement 4th Supplement Table of ContentsDocument9 pagesTorquing Tools New Tools 1st Supplement 3rd Supplement 4th Supplement Table of ContentsAlfredoNo ratings yet
- Accuseal CR2: Applications Features and BenefitsDocument3 pagesAccuseal CR2: Applications Features and BenefitsPratik SinghNo ratings yet
- Optitooth Jaw Plates - Customer Testimonial Data - 2017Document8 pagesOptitooth Jaw Plates - Customer Testimonial Data - 2017danielNo ratings yet
- SICK SENSORUM30-213112 - en - 20100308 - 1431Document4 pagesSICK SENSORUM30-213112 - en - 20100308 - 1431danielNo ratings yet
- 3.20 Premium Metal Detector TestingDocument20 pages3.20 Premium Metal Detector Testingdaniel100% (1)
- Mechanical Drawings: Original InstructionsDocument19 pagesMechanical Drawings: Original Instructionsdaniel100% (1)
- Mobiles CDocument31 pagesMobiles CdanielNo ratings yet
- Eaton MotorDocument12 pagesEaton MotordanielNo ratings yet
- 11 - Parts Manual: Original InstructionsDocument124 pages11 - Parts Manual: Original InstructionsdanielNo ratings yet
- 1, Emergency Stop System - Low Res PDFDocument21 pages1, Emergency Stop System - Low Res PDFdanielNo ratings yet
- 14 Wet SandvikDocument14 pages14 Wet SandvikdanielNo ratings yet
- 14 Wet SandvikDocument14 pages14 Wet SandvikdanielNo ratings yet
- HPTO Diagnostic SheetDocument2 pagesHPTO Diagnostic SheetdanielNo ratings yet
- Chyma-24v-005 (Sun 12)Document1 pageChyma-24v-005 (Sun 12)danielNo ratings yet
- Radio Control Function's PDFDocument28 pagesRadio Control Function's PDFdaniel100% (1)
- Electrical Training Presentation 260912 Issue 1 PDFDocument251 pagesElectrical Training Presentation 260912 Issue 1 PDFdaniel100% (7)
- QH331 F&B 26-09-11 (Rev 4)Document34 pagesQH331 F&B 26-09-11 (Rev 4)danielNo ratings yet
- Sandvik 12WET 25-04-2012.ppsDocument23 pagesSandvik 12WET 25-04-2012.ppsdaniel100% (5)
- Presentation Slide showQJ341 QJ241..ppsxDocument120 pagesPresentation Slide showQJ341 QJ241..ppsxdaniel100% (1)
- 3, G Block System - Low Res PDFDocument27 pages3, G Block System - Low Res PDFdanielNo ratings yet
- Sandvik 12WET 25-04-2012Document96 pagesSandvik 12WET 25-04-2012daniel100% (4)
- C&S - Basic TerminologyDocument17 pagesC&S - Basic Terminologydaniel100% (2)
- PVG ValveDocument1 pagePVG Valvedaniel100% (1)
- QH441 Toque Arm AssemblyDocument4 pagesQH441 Toque Arm AssemblydanielNo ratings yet
- IEEE-electrical Vehicle Main Paper-2Document19 pagesIEEE-electrical Vehicle Main Paper-2nemarjeltnNo ratings yet
- Development of A Program For Calculating Gearbox SynchronizationDocument86 pagesDevelopment of A Program For Calculating Gearbox SynchronizationAshok50% (2)
- Cat PlannerDocument1 pageCat PlannerSidhartha MallickNo ratings yet
- 1987 1991 Toyota Camry Service Manual PDFDocument31 pages1987 1991 Toyota Camry Service Manual PDFAbood Ali100% (1)
- VP 72Gs2: Pipelayer Equipment Designed and Manufactured byDocument8 pagesVP 72Gs2: Pipelayer Equipment Designed and Manufactured byRaúl R RiveraNo ratings yet
- Manual Ford FiestaDocument18 pagesManual Ford FiestaDANIEL ORTIZ GUERRERONo ratings yet
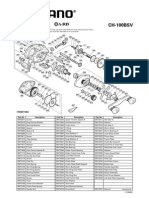
- Shimano CH100BSVDocument1 pageShimano CH100BSVRhett WoodyNo ratings yet
- Hydraulic System and Power Take-OffDocument42 pagesHydraulic System and Power Take-OffЕвгений Аксёнов100% (1)
- 6R140 VacTestGuideDocument4 pages6R140 VacTestGuideJose Andres HuertaNo ratings yet
- Weller I Shift Owners ManualDocument28 pagesWeller I Shift Owners ManualAdil ElyousfaouiNo ratings yet
- Parilla x30 Overhaul ManualDocument38 pagesParilla x30 Overhaul ManualCarolina MatosNo ratings yet
- NetKar PRO ManualDocument144 pagesNetKar PRO ManualMaiDireCamber100% (1)
- YBR 125 Service Manual Pt1Document330 pagesYBR 125 Service Manual Pt1sirlancelotksaNo ratings yet
- Каталог ROAD PARTNER PIC APDocument431 pagesКаталог ROAD PARTNER PIC APЕвгений Евсеев100% (1)
- 80cc Bicycle Motorized Engine KitDocument9 pages80cc Bicycle Motorized Engine Kitmarius_danila8736No ratings yet
- Catalogo Yz65 2023Document55 pagesCatalogo Yz65 2023diego vazNo ratings yet
- Military Searchlights (1912)Document83 pagesMilitary Searchlights (1912)CAP History LibraryNo ratings yet
- FX 1170Document14 pagesFX 1170THE_JASGONo ratings yet
- VW 5 Speed Manual Gearbox 0a4 Repair Manual Edition 042010 k0058990420Document319 pagesVW 5 Speed Manual Gearbox 0a4 Repair Manual Edition 042010 k0058990420thomaskarak100% (2)
- Hardinge HLV - Toolroomlathe.part ListDocument52 pagesHardinge HLV - Toolroomlathe.part Listmikemcdermid100% (2)
- Creew Diesel 1000Document375 pagesCreew Diesel 1000Erick VELANDIA TELLEZ100% (2)
- Clutch and BrakeDocument32 pagesClutch and BrakeAbel TayeNo ratings yet
- Keeway RKV 125Document164 pagesKeeway RKV 125Motos AlfaNo ratings yet
- Pengoperasian dan Perawatan Harian Scania P 460 LA 6x4Document77 pagesPengoperasian dan Perawatan Harian Scania P 460 LA 6x4Ahmad Riski100% (1)
- Pressed PDFDocument135 pagesPressed PDFzamolxes77777No ratings yet
- C-650GT TeknikDocument30 pagesC-650GT TeknikRyszard ONo ratings yet
- Keeway Focus /matrix Service ManualDocument115 pagesKeeway Focus /matrix Service ManualJB Nitales100% (2)
- 988H - Service Training TextDocument31 pages988H - Service Training TextÉdula Ostermann100% (2)
- Stategen Lister-Petter T Range PartsDocument122 pagesStategen Lister-Petter T Range PartsfacilitiessjmNo ratings yet