You might also like
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Sae 4676dDocument6 pagesSae 4676dwilsao77No ratings yet
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingFrom EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNo ratings yet
- Check The Source To Verify That This Is The Current Version Before UseDocument18 pagesCheck The Source To Verify That This Is The Current Version Before UseLuis CrespoNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- QQ P 416FDocument18 pagesQQ P 416FthomasNo ratings yet
- QQ-N-290A Nickel PlatingDocument17 pagesQQ-N-290A Nickel PlatingEliezer MendozaNo ratings yet
- QQ P 416 - FDocument18 pagesQQ P 416 - Fkabardey46No ratings yet
- Mil A 46099CDocument17 pagesMil A 46099CAndrewScotsonNo ratings yet
- Statement of Work PDFDocument13 pagesStatement of Work PDFElmey Bin JulkeplyNo ratings yet
- Examination of Welds in Furnace Process CoilsDocument2 pagesExamination of Welds in Furnace Process CoilsswatkoolNo ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Source: Https://assist - Dla.mil - Downloaded: 2018-12-03T17:41Z Check The Source To Verify That This Is The Current Version Before UseDocument13 pagesSource: Https://assist - Dla.mil - Downloaded: 2018-12-03T17:41Z Check The Source To Verify That This Is The Current Version Before UseMartin JensenNo ratings yet
- Mil L 8552C - Amendment 2Document7 pagesMil L 8552C - Amendment 2moonstarNo ratings yet
- Propriendades AISI 316L Bellows EnglishDocument6 pagesPropriendades AISI 316L Bellows EnglishCarlos MuraquiNo ratings yet
- Astm A489 1993Document4 pagesAstm A489 1993Jesse ChenNo ratings yet
- Mil T 8606CDocument13 pagesMil T 8606C柏斯材料科學檢驗有限公司公司No ratings yet
- Automated Gaseous Nitriding Controlled by Nitriding PotentialDocument10 pagesAutomated Gaseous Nitriding Controlled by Nitriding PotentialyogendraNo ratings yet
- Mil-A-12560h GDocument39 pagesMil-A-12560h Gjitendra25252No ratings yet
- Abstract of ASTM B695 2000Document8 pagesAbstract of ASTM B695 2000Jesse ChenNo ratings yet
- Sae Ams2368cDocument6 pagesSae Ams2368cfarhad pashaei mehrNo ratings yet
- Ams 2680BDocument19 pagesAms 2680BSen SeyNo ratings yet
- ALo Long PDFDocument7 pagesALo Long PDFThanh LongNo ratings yet
- Sae Ams 2417e PDFDocument8 pagesSae Ams 2417e PDFunknown17110% (1)
- MIL T 81955 Immersion TinDocument9 pagesMIL T 81955 Immersion TinGerardo RiveraNo ratings yet
- Thermal Spray SSPC CS 23 00 IDocument34 pagesThermal Spray SSPC CS 23 00 IImam Situmeang100% (2)
- Mil I 46058CDocument15 pagesMil I 46058Cyamuna yamuNo ratings yet
- MIL-C-26074D StandardDocument11 pagesMIL-C-26074D StandardfidoruckNo ratings yet
- Aerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureDocument15 pagesAerospace Material Specification: Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection ProcedureMarcelino Navarrete EvaristoNo ratings yet
- 5517-Steel For Hardening & TemperingDocument15 pages5517-Steel For Hardening & TemperingSantosh100% (2)
- Government PS, NT, NG Office, 98, - 703 .023,'2269Document12 pagesGovernment PS, NT, NG Office, 98, - 703 .023,'2269Mike TuccioNo ratings yet
- Mil B 7883BDocument14 pagesMil B 7883BMichael SkrableNo ratings yet
- Mil B 24480a (SH)Document8 pagesMil B 24480a (SH)Jeff95TANo ratings yet
- Naval Surface Warfare Center: Carderock DivisionDocument17 pagesNaval Surface Warfare Center: Carderock DivisionTi AnnelNo ratings yet
- 10392-TDC ScanDocument8 pages10392-TDC ScanHaseeb SardarNo ratings yet
- AMS 2658 Hardness Conductivity, Aluminum AlloysDocument8 pagesAMS 2658 Hardness Conductivity, Aluminum AlloysJesse Krebs100% (1)
- Specification For: AlloyDocument9 pagesSpecification For: AlloyTarkeshwar SharmaNo ratings yet
- USAF & USN Markings MIL-M-25047C PDFDocument32 pagesUSAF & USN Markings MIL-M-25047C PDFAnonymous d8N4gqNo ratings yet
- Sae Ams 5796D 2000 (En) PDFDocument6 pagesSae Ams 5796D 2000 (En) PDFLidija StojanovaNo ratings yet
- MMM A 134Document32 pagesMMM A 134K SchmidtNo ratings yet
- Insu DHBVNDocument14 pagesInsu DHBVNnarinderNo ratings yet
- High-Throughput/high-Performance Wear Metal Analysis Using ICPDocument5 pagesHigh-Throughput/high-Performance Wear Metal Analysis Using ICPMiguel RomanNo ratings yet
- Alloy 52MDocument11 pagesAlloy 52Mharan2000No ratings yet
- Mil STD 1880Document13 pagesMil STD 1880Caio Fazzioli TavaresNo ratings yet
- Ad 0742210Document13 pagesAd 0742210Salagrama AbhinavNo ratings yet
- Mil S 46850DDocument16 pagesMil S 46850DspibluNo ratings yet
- 12 SAMSS 018 - HighlightedDocument14 pages12 SAMSS 018 - HighlightedDhaval PatelNo ratings yet
- Is 14688 1999Document10 pagesIs 14688 1999saeedahmad901No ratings yet
- (R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFDocument200 pages(R) TECHNOLOGY PROFILE FOR MINI-STEEL PLANT (15547.en) PDFKalyan HalderNo ratings yet
- Sae Ams5837f 1999Document7 pagesSae Ams5837f 1999이연지No ratings yet
- AWS Depo Magnets 11 Iss 1Document5 pagesAWS Depo Magnets 11 Iss 1Ismail Ibn HashimNo ratings yet
- 301 sTEELDocument112 pages301 sTEELVíctor Manuel VázquezNo ratings yet
- Sceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (ADocument14 pagesSceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (AHappy HeartNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationAbdullahNo ratings yet
- Is 6912 2005Document12 pagesIs 6912 2005haridas pillaiNo ratings yet
- Aerospace Material SpecificationDocument9 pagesAerospace Material SpecificationHòa NguyễnNo ratings yet
- H-A 32 Ryhaeanmenc Esehentrwaetwnm E1/: Amt Matrias Adm FA1Document32 pagesH-A 32 Ryhaeanmenc Esehentrwaetwnm E1/: Amt Matrias Adm FA1Atik SetyaniNo ratings yet
- Astm Sa 234 PDFDocument11 pagesAstm Sa 234 PDFarifin rizalNo ratings yet
- ACSR ConductorDocument13 pagesACSR ConductorHrshiya SharmaNo ratings yet
- Opus UserguideDocument313 pagesOpus UserguideMoez EssafiNo ratings yet
- Instrument Panel - Standard: 1988 Toyota CelicaDocument26 pagesInstrument Panel - Standard: 1988 Toyota CelicaToua Yaj100% (1)
- Manufacturing Layout Analysis - Comparing Flexsim With Excel SpreadsheetsDocument2 pagesManufacturing Layout Analysis - Comparing Flexsim With Excel Spreadsheetsmano7428No ratings yet
- Powerware 5110 UPS User's ManualDocument14 pagesPowerware 5110 UPS User's ManualjulbfuNo ratings yet
- Variable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ADocument72 pagesVariable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ARidha AbbassiNo ratings yet
- Manual de Instruções John Deere D170 (56 Páginas)Document2 pagesManual de Instruções John Deere D170 (56 Páginas)Antonio CostaNo ratings yet
- Banda Hoja de DatosDocument1 pageBanda Hoja de DatosSergio Guevara MenaNo ratings yet
- Forged - Pipe - Fittings - ANSI - B-16.11 PDFDocument1 pageForged - Pipe - Fittings - ANSI - B-16.11 PDFImran KamalNo ratings yet
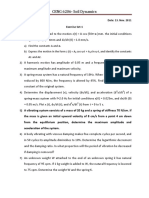
- CENG6206 Soil Dynamics ExerciseProblemDocument4 pagesCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- Alliance Technical Catalog Sept 2019 - LR Final - 1571832848Document208 pagesAlliance Technical Catalog Sept 2019 - LR Final - 1571832848Александр ФедоровNo ratings yet
- Chap 8 Mechnical Properties of MetalDocument41 pagesChap 8 Mechnical Properties of MetalAhmad Fakhrie Shah0% (1)
- RAB PE20Tx1set Amo, 60HP (1) Cetakan 50kg (400 Balok 16 Can) + Ice Storage 50TDocument3 pagesRAB PE20Tx1set Amo, 60HP (1) Cetakan 50kg (400 Balok 16 Can) + Ice Storage 50THidayat SyamsiNo ratings yet
- Scarifier 9 Piecies Tooth TypeDocument2 pagesScarifier 9 Piecies Tooth Typeangga setyawanNo ratings yet
- TSA Surface Preparation and ApplicationDocument7 pagesTSA Surface Preparation and ApplicationMythri Metallizing Pvt Ltd Projects100% (1)
- Control Unit ECUDocument2 pagesControl Unit ECUjag1961No ratings yet
- Case Study 11 Centralia Underground Mine FireDocument11 pagesCase Study 11 Centralia Underground Mine Firemigire kennedyNo ratings yet
- Unit 01 AssignmentDocument12 pagesUnit 01 Assignmentvipul unagarNo ratings yet
- US Hex Bolt SizesDocument2 pagesUS Hex Bolt SizesYana Jarang OlNo ratings yet
- Metalco Valve TianjinDocument20 pagesMetalco Valve TianjinsathishNo ratings yet
- Mep Material Submittals LogDocument1 pageMep Material Submittals LogSanthosh KumarNo ratings yet
- Manual Gratis Chery Tig GoDocument16 pagesManual Gratis Chery Tig GoPaulo Arráiz100% (1)
- NAEC Approved Continuing Education 2018marchDocument26 pagesNAEC Approved Continuing Education 2018marchRuano Andreola StumpfNo ratings yet
- Manual Aspire 5551Document210 pagesManual Aspire 5551Arnaud NetoNo ratings yet
- Arup Scheme Design GuideDocument139 pagesArup Scheme Design GuideDean TyrrellNo ratings yet
- GAMS TutorialDocument28 pagesGAMS TutorialWendy Tie Kai SingNo ratings yet
- Manual Técnico Sony HDC-DX70Document72 pagesManual Técnico Sony HDC-DX70Cristian MoraisNo ratings yet
- The DSPRCDFMT Utility Version 2.0Document9 pagesThe DSPRCDFMT Utility Version 2.0rachmat99No ratings yet
- Practical Considerations For The Use of A Howland Current SourceDocument4 pagesPractical Considerations For The Use of A Howland Current SourceRamiShaabannnnNo ratings yet
- WinDNC - V05 - 02 English PDFDocument2 pagesWinDNC - V05 - 02 English PDFAnonymous XXKCjKnc0No ratings yet
- DPR Guidelines Oil and Gas 2019 PDFDocument114 pagesDPR Guidelines Oil and Gas 2019 PDFRubénNo ratings yet