You might also like
- Kenexis FMEDA Worksheet Failure AnalysisDocument1 pageKenexis FMEDA Worksheet Failure AnalysisLuc SchramNo ratings yet
- Im01e21a21 02enDocument36 pagesIm01e21a21 02enAlvaro Quinteros CabreraNo ratings yet
- Certificate Exida Certificate Fmeda Virgo Europe en 86996 PDFDocument27 pagesCertificate Exida Certificate Fmeda Virgo Europe en 86996 PDFRadu ScafariuNo ratings yet
- Smart Solutions For Distribution Automation: RTU540 Product LineDocument2 pagesSmart Solutions For Distribution Automation: RTU540 Product Lineamitkundu9No ratings yet
- FMEDA - Accurate Product Failure Metrics: John C. Grebe Dr. William M. Goble Exida Sellersville, PA 18960 USADocument8 pagesFMEDA - Accurate Product Failure Metrics: John C. Grebe Dr. William M. Goble Exida Sellersville, PA 18960 USATanNo ratings yet
- Me6401 Kom PDFDocument131 pagesMe6401 Kom PDFRichard JoshNo ratings yet
- ASSE Engineering ArtcileDocument9 pagesASSE Engineering ArtcileErdinc SenmanNo ratings yet
- Functional Safety in Automotive Electronics: Zhang Xinbo, Luo FengDocument8 pagesFunctional Safety in Automotive Electronics: Zhang Xinbo, Luo FengVinoth kumarNo ratings yet
- International StandardDocument20 pagesInternational StandardAdriano TittaNo ratings yet
- Srd960 Srd991 Sil enDocument16 pagesSrd960 Srd991 Sil enryg1360No ratings yet
- Fronius STATE Codes Beginning With 1xx: State Code Description Possible Causes Remedy (Sequence)Document9 pagesFronius STATE Codes Beginning With 1xx: State Code Description Possible Causes Remedy (Sequence)Anonymous 7kJDSa100% (1)
- Three Phase System Power ComputationDocument5 pagesThree Phase System Power ComputationagulechhaNo ratings yet
- What Does Proven in Use ImplyDocument12 pagesWhat Does Proven in Use ImplyravikrsNo ratings yet
- Catalog Functional Safety Solutions Asco en 5084612Document16 pagesCatalog Functional Safety Solutions Asco en 5084612alejomariana03No ratings yet
- European Conductor Stranding: Acc. To VDE 0295, IEC 60228, EN 60228Document2 pagesEuropean Conductor Stranding: Acc. To VDE 0295, IEC 60228, EN 60228AdrianNo ratings yet
- Performance Description EPLAN API v2.6 (En)Document24 pagesPerformance Description EPLAN API v2.6 (En)Jacob Cruz RmzNo ratings yet
- Engineering Guideline for the pac-Carriers Type 9195Document28 pagesEngineering Guideline for the pac-Carriers Type 9195Riju ThomasNo ratings yet
- Fmeda1 - Exida PaperDocument7 pagesFmeda1 - Exida PapervijayigcarNo ratings yet
- Reliability Allocation PDFDocument6 pagesReliability Allocation PDFDipankar Shrivastava100% (1)
- Operating Instructions for Portable Appliance Test InstrumentsDocument72 pagesOperating Instructions for Portable Appliance Test InstrumentsRafał DzióbNo ratings yet
- Flexible Cables GeneralDocument1 pageFlexible Cables GeneralanuradhaNo ratings yet
- Exposure VDA 702 062015Document11 pagesExposure VDA 702 062015Ninja WAO2No ratings yet
- s71200 Functional Safety Manual 2015 02 enDocument212 pagess71200 Functional Safety Manual 2015 02 enleo100% (1)
- IEC 61508 - Where Do The Lambda Values Originate?Document45 pagesIEC 61508 - Where Do The Lambda Values Originate?hmhaidarNo ratings yet
- JSSSEH Implementation Guide 20028 - SmithDocument22 pagesJSSSEH Implementation Guide 20028 - Smith135 cashewNo ratings yet
- Estimating Reliability of Telecom and Electronics DevicesDocument34 pagesEstimating Reliability of Telecom and Electronics DevicesLuis Eduardo VielmaNo ratings yet
- Experience With ISO 26262 ASIL DecompositionDocument27 pagesExperience With ISO 26262 ASIL DecompositionSilica DorinaNo ratings yet
- 2014 2Q Exida TI Safety WebinarDocument40 pages2014 2Q Exida TI Safety WebinarSARFRAZ ALINo ratings yet
- Example Application of ISO TS 15066 To A Collaborative Assembly Scenario PDFDocument5 pagesExample Application of ISO TS 15066 To A Collaborative Assembly Scenario PDFJuscelio DamascenaNo ratings yet
- 3hac029038 003Document19 pages3hac029038 003CJ MallickNo ratings yet
- Hima Fail Safe PesDocument17 pagesHima Fail Safe PeschochoroyNo ratings yet
- 000004100Document34 pages000004100v53No ratings yet
- Applied Sciences: Safety-Oriented System Hardware Architecture Exploration in Compliance With ISO 26262Document29 pagesApplied Sciences: Safety-Oriented System Hardware Architecture Exploration in Compliance With ISO 26262Girish KasturiNo ratings yet
- Misra C 2012 Amd-1Document29 pagesMisra C 2012 Amd-1kaesarxNo ratings yet
- Exsilentia 3 Brochure FinalDocument8 pagesExsilentia 3 Brochure FinalWalid FattahNo ratings yet
- PROFIsafe System Description V 2010 EnglishDocument26 pagesPROFIsafe System Description V 2010 EnglishkoushikNo ratings yet
- 750 Programming 102010Document83 pages750 Programming 102010Ehsan Rohani100% (1)
- FMEDA E3 ModulevelDocument21 pagesFMEDA E3 ModulevelRonny AjaNo ratings yet
- Fundamentals of Semiconductor ISO 26262 CertificationDocument18 pagesFundamentals of Semiconductor ISO 26262 CertificationAlejandro GutierrezNo ratings yet
- Safety Analysis For Electrical Power Steering (EPS)Document7 pagesSafety Analysis For Electrical Power Steering (EPS)acmilan4eva1899No ratings yet
- MasterLogic 200catalogDocument88 pagesMasterLogic 200catalogpandhuNo ratings yet
- ISO7637-2 Electrical Transient Conduction Along Supply of Road VehiclesDocument5 pagesISO7637-2 Electrical Transient Conduction Along Supply of Road Vehiclesvaldesf79No ratings yet
- MIL-HDBK-217F N2 Parts Count AnalysisDocument13 pagesMIL-HDBK-217F N2 Parts Count AnalysisAna MarksNo ratings yet
- Pos Safeguards Plant and Machinery 1004642-ENU-01Document1 pagePos Safeguards Plant and Machinery 1004642-ENU-01Joelcio Alfonzo AguilarNo ratings yet
- Functional Safety Certificate Fmeda Report 3051s Electronic Remote Sensors Ers System en 88458Document35 pagesFunctional Safety Certificate Fmeda Report 3051s Electronic Remote Sensors Ers System en 88458irinaNo ratings yet
- International StandardDocument12 pagesInternational StandardAdriano TittaNo ratings yet
- Fmeda Model 3051s Hart Rom Ssrev7 8Document25 pagesFmeda Model 3051s Hart Rom Ssrev7 8Hossein Zohdi RadNo ratings yet
- Installation GuideDocument25 pagesInstallation Guidechergui.adelNo ratings yet
- ASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportDocument57 pagesASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportHuan Trinh VanNo ratings yet
- Is Iec 61508 0 2005Document21 pagesIs Iec 61508 0 2005Kailash Pandey100% (1)
- Amendment of ISO 13849-1Document9 pagesAmendment of ISO 13849-1Eduardo Ferreira100% (1)
- D2A1 1 2 ESL Virtual Hardware SetupDocument15 pagesD2A1 1 2 ESL Virtual Hardware SetupRaj Shekhar ReddyNo ratings yet
- Functional Safety Engineer (TÜV Rheinland) (FS 132)Document2 pagesFunctional Safety Engineer (TÜV Rheinland) (FS 132)Abdul Moeez AliNo ratings yet
- Fibaro Wall Plug (Z-Wave) Safety / Quality ReportDocument36 pagesFibaro Wall Plug (Z-Wave) Safety / Quality Reportzwaveguru100% (2)
- CV Resume NaderJSA En03 PDFDocument3 pagesCV Resume NaderJSA En03 PDFazitaggNo ratings yet
- PROFIsafe Safety Concept DSDocument46 pagesPROFIsafe Safety Concept DSSyariefNo ratings yet
- Capability Study With His To Gram Excel TemplateDocument3 pagesCapability Study With His To Gram Excel TemplateMelissa MurrayNo ratings yet
- Attribute agreement analysis reportDocument5 pagesAttribute agreement analysis reportisolongNo ratings yet
- Control Chart For Mean and Range: Quality CharacteristicDocument7 pagesControl Chart For Mean and Range: Quality CharacteristicAnonymous QI9xEjrbplNo ratings yet
- CG CGK Excel Vs MinitabDocument4 pagesCG CGK Excel Vs MinitabisolongNo ratings yet
- T Statistic : Form 827 Rev. A 08-Jul-03Document2 pagesT Statistic : Form 827 Rev. A 08-Jul-03isolongNo ratings yet
- KAPPA & EFFECTIVENESS Assessments For Pass / Fail Measurement SystemsDocument11 pagesKAPPA & EFFECTIVENESS Assessments For Pass / Fail Measurement SystemsisolongNo ratings yet
- Select One of The Following GRR Situations To Jump To The Acc. Data SheetDocument21 pagesSelect One of The Following GRR Situations To Jump To The Acc. Data SheetisolongNo ratings yet
- Gage Repeatability and Reproducibility Report Attribute Risk MethodDocument5 pagesGage Repeatability and Reproducibility Report Attribute Risk MethodisolongNo ratings yet
- How To Build-In Quality: Value Chain Competitiveness (VCC)Document29 pagesHow To Build-In Quality: Value Chain Competitiveness (VCC)isolongNo ratings yet
- Excel Appendix A - AHP ExampleDocument13 pagesExcel Appendix A - AHP ExampleisolongNo ratings yet
- Gage R&R Study - Data Entry: More On GR&RDocument3 pagesGage R&R Study - Data Entry: More On GR&RisolongNo ratings yet
- Sabre: Inspection Processes.: ©2008 Rolls-Royce PLCDocument13 pagesSabre: Inspection Processes.: ©2008 Rolls-Royce PLCisolongNo ratings yet
- The Analytic Hierarchy Process (AHP) : Figure 0.1: A Hierarchy For Choice of An Improved ConnectionDocument12 pagesThe Analytic Hierarchy Process (AHP) : Figure 0.1: A Hierarchy For Choice of An Improved ConnectionisolongNo ratings yet
- 6.1 Stakeholder Register Guide - FedUDocument2 pages6.1 Stakeholder Register Guide - FedUisolongNo ratings yet
- SC Process Control PlanDocument3 pagesSC Process Control PlanEdo EdouyNo ratings yet
- Automotive Zero Defects Framework: February 26, 2020Document55 pagesAutomotive Zero Defects Framework: February 26, 2020isolongNo ratings yet
- Ppap Submission GuideDocument27 pagesPpap Submission GuideisolongNo ratings yet
- 质量手册Keysight - BMS - Quality ManualDocument33 pages质量手册Keysight - BMS - Quality ManualisolongNo ratings yet
- Annex II - Reference Maturity Model For Risk Management (Ii) Summary MatrixDocument2 pagesAnnex II - Reference Maturity Model For Risk Management (Ii) Summary MatrixisolongNo ratings yet
- IATF Oversight: CARA NC Management Tool Instructions For ClientDocument9 pagesIATF Oversight: CARA NC Management Tool Instructions For ClientisolongNo ratings yet
- QP PRACTICAL GUIDE 08062018 OnlineDocument52 pagesQP PRACTICAL GUIDE 08062018 OnlineisolongNo ratings yet
- Root Cause/Corrective Action (RCCA) Worksheet: 1. Build The Team 2. Define The ProblemDocument8 pagesRoot Cause/Corrective Action (RCCA) Worksheet: 1. Build The Team 2. Define The Problemisolong100% (1)
- 企业能力成熟度模型enterprise competency maturity modelDocument1 page企业能力成熟度模型enterprise competency maturity modelisolongNo ratings yet
- DEWMA vs. EWMA Control Chart Robustness To Non-Normal ProcessesDocument17 pagesDEWMA vs. EWMA Control Chart Robustness To Non-Normal ProcessesisolongNo ratings yet
- Ca Audit Abm Scotia High Impact LeadershipDocument99 pagesCa Audit Abm Scotia High Impact LeadershipisolongNo ratings yet
- The Competency Framework: A Guide For IAEA Managers and StaffDocument27 pagesThe Competency Framework: A Guide For IAEA Managers and StaffAllen PadernillaNo ratings yet
- IIA Maturity Model PDFDocument13 pagesIIA Maturity Model PDFZsL6231No ratings yet
- Core ToolsDocument1 pageCore Toolsbil bilNo ratings yet
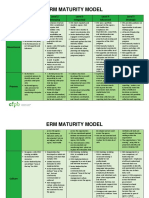
- Erm Maturity Model: Level 1 Initial/Ad Hoc Level 2 Emerging Level 3 Integrated Level 4 Advanced Level 5 StrategicDocument3 pagesErm Maturity Model: Level 1 Initial/Ad Hoc Level 2 Emerging Level 3 Integrated Level 4 Advanced Level 5 StrategicisolongNo ratings yet
- The New P-Diagram: U.S. Army Research, Development and Engineering CommandDocument29 pagesThe New P-Diagram: U.S. Army Research, Development and Engineering CommandisolongNo ratings yet
- TPRI Finalloy (EN) US-GHS SDS (Secure)Document8 pagesTPRI Finalloy (EN) US-GHS SDS (Secure)Eduardo MazariegosNo ratings yet
- FREEZCOOL Safety Data SheetDocument5 pagesFREEZCOOL Safety Data Sheetindo jasunNo ratings yet
- Location Recce ParkDocument2 pagesLocation Recce ParkCaleb WhiteNo ratings yet
- Jawapan Sijil KeselamatanDocument4 pagesJawapan Sijil KeselamatanAmmar MarNo ratings yet
- T.M.P ChecklistDocument4 pagesT.M.P ChecklistPhil BakerNo ratings yet
- Site ImplementionDocument12 pagesSite ImplementionAmitkumar SinghNo ratings yet
- Hazard Identification & Risk AssessmentDocument1 pageHazard Identification & Risk AssessmentHafiz Arshad100% (1)
- Task Risk Assessment WeldingDocument3 pagesTask Risk Assessment WeldingBabar Manzoor GhauriNo ratings yet
- Children's Services Schools Risk Assessment: School: Risk Assessment For: Replacing Lamps in Electric Light FittingsDocument7 pagesChildren's Services Schools Risk Assessment: School: Risk Assessment For: Replacing Lamps in Electric Light FittingsSameer KmNo ratings yet
- Contoh Form JsaDocument3 pagesContoh Form JsaWahyu FebriantoNo ratings yet
- Unit 11: Safety and Security ManagementDocument44 pagesUnit 11: Safety and Security Managementpooja ranaNo ratings yet
- Hoja de Seguridad Magnafloc 155 (EN) PDFDocument6 pagesHoja de Seguridad Magnafloc 155 (EN) PDFIván Martínez-CostaNo ratings yet
- Ra 11058Document69 pagesRa 11058Art Corbe0% (1)
- Technical Advisory For Forklift (SWP) PDFDocument5 pagesTechnical Advisory For Forklift (SWP) PDFsuremessyNo ratings yet
- Sika Lube OneDocument9 pagesSika Lube OnePritha DasNo ratings yet
- Methyl Soyate MSDSDocument6 pagesMethyl Soyate MSDSEric MakkasNo ratings yet
- Arab Fire Safety & Security Academy Arab Fire Safety & Security Academy Arab Fire Safety & Security Academy Arab Fire Safety & Security AcademyDocument1 pageArab Fire Safety & Security Academy Arab Fire Safety & Security Academy Arab Fire Safety & Security Academy Arab Fire Safety & Security AcademyMuhammad WaqasNo ratings yet
- Construction Compendium (Painting)Document7 pagesConstruction Compendium (Painting)kenanNo ratings yet
- Role of Teachers in Disaster ManagementDocument48 pagesRole of Teachers in Disaster ManagementRitu GuptaNo ratings yet
- Introducing ISO 22000 - The Easy Way To CertificationDocument45 pagesIntroducing ISO 22000 - The Easy Way To CertificationTony on Samui100% (4)
- DoT - ICS 201 Initial Response Phase Incident Action PlanDocument6 pagesDoT - ICS 201 Initial Response Phase Incident Action Planraquitian76No ratings yet
- 9.hazard Identification & Risk AssessmentDocument10 pages9.hazard Identification & Risk AssessmentMuhammad Javed100% (3)
- Procedure Manual: Health and Safety ProcedureDocument11 pagesProcedure Manual: Health and Safety ProcedureBenouna Fert100% (1)
- Procedures in Hazard Analysis in The WorkplaceDocument18 pagesProcedures in Hazard Analysis in The WorkplaceSam OlarteNo ratings yet
- General HSE Inspection ChecklistDocument5 pagesGeneral HSE Inspection ChecklistBam Handoko80% (5)
- Civil works masonry JSADocument2 pagesCivil works masonry JSAAliNo ratings yet
- RIDGID Thread Cutting Oil SDSDocument9 pagesRIDGID Thread Cutting Oil SDSedgarspalaciosNo ratings yet
- March Is Fire Prevention MonthDocument4 pagesMarch Is Fire Prevention MonthMarizel Iban HinadacNo ratings yet
- ERP, Fire, First AidDocument64 pagesERP, Fire, First AidAmitkumar Singh100% (1)
- Risk Assessment For Installation of Air Handling UnitsDocument19 pagesRisk Assessment For Installation of Air Handling UnitsAnandu Ashokan100% (8)