You might also like
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Near Net Shape Manufacturing - MariniDocument20 pagesNear Net Shape Manufacturing - MariniAnonymous HzbpFGY80No ratings yet
- Near NretDocument21 pagesNear NretR JNo ratings yet
- Kinematic DEsignDocument6 pagesKinematic DEsignJuana ChivoNo ratings yet
- Tarp Final Report NewDocument43 pagesTarp Final Report NewSahil Kumar DasNo ratings yet
- Medellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFDocument16 pagesMedellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFajay d1212No ratings yet
- Cutting Costs Prior to ‘Cutting Metal’ in the Nonwovens IndustryDocument9 pagesCutting Costs Prior to ‘Cutting Metal’ in the Nonwovens IndustryAtreyapurapu KrishnaNo ratings yet
- Forming Simulation and Die Design in Sheet Metal FormingDocument8 pagesForming Simulation and Die Design in Sheet Metal FormingALBERTUS DENo ratings yet
- A Method For Analyzing The Influence of Process and Design Parameters On The Build Time of Additively Manufactured ComponentsDocument10 pagesA Method For Analyzing The Influence of Process and Design Parameters On The Build Time of Additively Manufactured Componentssubhashraj18No ratings yet
- Productivity Gains in A Line Flow Precast Concrete Process After A Basic Stability EffortDocument9 pagesProductivity Gains in A Line Flow Precast Concrete Process After A Basic Stability Effortumaandressaqualquer2.0No ratings yet
- An Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalDocument16 pagesAn Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalBalakrishna T SNo ratings yet
- CIRP Annals - Manufacturing Technology: L.M. Galantucci (1), F. Lavecchia, G. PercocoDocument4 pagesCIRP Annals - Manufacturing Technology: L.M. Galantucci (1), F. Lavecchia, G. PercocoRajendra MandaNo ratings yet
- Using Value Stream Mapping ToDocument12 pagesUsing Value Stream Mapping ToAlexanderHFFNo ratings yet
- Applsci-10-03935-V2 Copy 2 PDFDocument27 pagesApplsci-10-03935-V2 Copy 2 PDFblack berryNo ratings yet
- Methodical Approach For Process Selection in Additive ManufacturingDocument10 pagesMethodical Approach For Process Selection in Additive ManufacturingRAVI KUMARNo ratings yet
- Design For Manufacture and Design For 'X': Concepts, Applications, and PerspectivesDocument21 pagesDesign For Manufacture and Design For 'X': Concepts, Applications, and Perspectiveshunt191No ratings yet
- Biosensor NanomaterialsDocument20 pagesBiosensor NanomaterialsarkturiuzNo ratings yet
- Facility Layout Design - Review of Current Research 2018Document10 pagesFacility Layout Design - Review of Current Research 2018AbdullahNo ratings yet
- What Are Principles For Design For Additive Manufacturing?: January 2014Document7 pagesWhat Are Principles For Design For Additive Manufacturing?: January 2014raicogonzalezNo ratings yet
- Additive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuDocument8 pagesAdditive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuYohannes AbebeNo ratings yet
- Additive ManufacturingDocument26 pagesAdditive ManufacturingSonia rajpuroitNo ratings yet
- A Review of Rolling System Design Optimisation PDFDocument17 pagesA Review of Rolling System Design Optimisation PDFMohammedNo ratings yet
- Engineering Design for Manufacture and AssemblyDocument6 pagesEngineering Design for Manufacture and AssemblyMariappan ArumugamNo ratings yet
- A Holistic Approach To Zero Defect CastingsDocument10 pagesA Holistic Approach To Zero Defect CastingsMiguel BrionesNo ratings yet
- Casting Cost Estimation in An Integrated Product ADocument20 pagesCasting Cost Estimation in An Integrated Product AshasaNo ratings yet
- 1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFDocument28 pages1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFcakirahNo ratings yet
- 15 Design For Manifacture PDFDocument21 pages15 Design For Manifacture PDFBoris NguetaNo ratings yet
- Integrated Process Simulation and Die-Design in Sheet Metal FormingDocument4 pagesIntegrated Process Simulation and Die-Design in Sheet Metal FormingElaine JohnsonNo ratings yet
- 1996 - A Reverse Engineering and Redesign Methodology For Product EvolutionDocument19 pages1996 - A Reverse Engineering and Redesign Methodology For Product EvolutionJosé de LimaNo ratings yet
- Dimensional Tolerances For Additive Manufacturing: Experimental Investigation For Fused Deposition ModelingDocument6 pagesDimensional Tolerances For Additive Manufacturing: Experimental Investigation For Fused Deposition ModelingChris BurgerNo ratings yet
- 2000 09 JIMT Cost Estimation Injection MoldingDocument11 pages2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaNo ratings yet
- Organisation Structure To Support Concurrent Engineering in ConstructionDocument11 pagesOrganisation Structure To Support Concurrent Engineering in ConstructionAhmed Adel MoemenNo ratings yet
- A Review of AdditiveManufacturingDocument11 pagesA Review of AdditiveManufacturingMüslüm KOÇNo ratings yet
- IEEE Conference Collaborative Design Manufacture Metal CastingsDocument6 pagesIEEE Conference Collaborative Design Manufacture Metal Castingsjanaaidaas1996No ratings yet
- Design For CastingDocument6 pagesDesign For CastingJosue Cruz NavarroNo ratings yet
- Additive Manufacturing ProcessesDocument27 pagesAdditive Manufacturing ProcessesAizrul ShahNo ratings yet
- Additive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisDocument17 pagesAdditive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisFelipe MarinNo ratings yet
- Design and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsDocument10 pagesDesign and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsJosip StjepandicNo ratings yet
- An Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersDocument12 pagesAn Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersAnonymous VRspXsmNo ratings yet
- Computer-Aided Process Modeling With MKDocument34 pagesComputer-Aided Process Modeling With MKMilica GrujicNo ratings yet
- Design For Manufacturing and Assembly vs. Design To CostDocument6 pagesDesign For Manufacturing and Assembly vs. Design To CostAdarsh ShindeNo ratings yet
- Karima 1994Document12 pagesKarima 1994Aditya DeoleNo ratings yet
- 1 s20 S221478532040673X MainDocument8 pages1 s20 S221478532040673X MainTHULASI MANOHARANNo ratings yet
- Reverse Engineering and Redesign Methodology for Product EvolutionDocument26 pagesReverse Engineering and Redesign Methodology for Product EvolutionJefMurNo ratings yet
- Product Design and Concurrent Engineerin UNIT 1Document22 pagesProduct Design and Concurrent Engineerin UNIT 1Nabila RasgadoNo ratings yet
- A Metal Powder Bed Fusion Process in Industry QualDocument21 pagesA Metal Powder Bed Fusion Process in Industry QualElsaid SalahNo ratings yet
- 1-s2.0-S2212827122001159-main (1)Document6 pages1-s2.0-S2212827122001159-main (1)SUBHASHISH SAHOONo ratings yet
- Market Driven Strategies and The Design of Flexible Production Systems: Evidence From The Electronics IndustryDocument14 pagesMarket Driven Strategies and The Design of Flexible Production Systems: Evidence From The Electronics Industrysheetal manojNo ratings yet
- Machining Processes: Springerbriefs in Applied Sciences and Technology August 2013Document3 pagesMachining Processes: Springerbriefs in Applied Sciences and Technology August 2013Azeez AdebayoNo ratings yet
- 3 RDDocument21 pages3 RDGODWYN MNo ratings yet
- Reverse Engineering Based Methodology For Modelling Cutting ToolsDocument9 pagesReverse Engineering Based Methodology For Modelling Cutting ToolsbobbyNo ratings yet
- Calculation of Metal Forming Processes Means of FEMDocument7 pagesCalculation of Metal Forming Processes Means of FEMMohamed LaliouiNo ratings yet
- Adaptation of The Value Stream Mapping Approach To The Design of Lean Engineer-To-Order Production SystemsDocument18 pagesAdaptation of The Value Stream Mapping Approach To The Design of Lean Engineer-To-Order Production SystemsLuis AlbertoNo ratings yet
- 1 s2.0 S0007850608001923 Main PDFDocument19 pages1 s2.0 S0007850608001923 Main PDFRohit GhadgeNo ratings yet
- Ijapie 2017 02 220Document7 pagesIjapie 2017 02 220Rui MatiasNo ratings yet
- (M.Tech Thesis, Corresponding To Part (14) of Application Form)Document6 pages(M.Tech Thesis, Corresponding To Part (14) of Application Form)jasvindersinghsagguNo ratings yet
- Research Papers On Advanced Manufacturing TechnologyDocument4 pagesResearch Papers On Advanced Manufacturing Technologygz8y0espNo ratings yet
- Geometric Complexity Based Process Selection For Hybrid ManufacturingDocument12 pagesGeometric Complexity Based Process Selection For Hybrid ManufacturingnanangasNo ratings yet
- Additive Manufacturing: Challenges, Trends, and ApplicationsDocument27 pagesAdditive Manufacturing: Challenges, Trends, and ApplicationsKevinGarciaNo ratings yet
- 06 Helix AngleDocument1 page06 Helix AnglesolidwormNo ratings yet
- 07 Centre DistanceDocument1 page07 Centre DistancesolidwormNo ratings yet
- 66 Chapter 8: Performing Sample Case LessonsDocument1 page66 Chapter 8: Performing Sample Case LessonssolidwormNo ratings yet
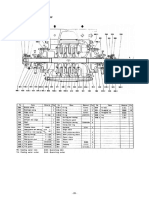
- Size MMK 40, 50, 65 Tuffing Box Housing: Type HW SDocument1 pageSize MMK 40, 50, 65 Tuffing Box Housing: Type HW SsolidwormNo ratings yet
- 04 Normal ModuleDocument1 page04 Normal ModulesolidwormNo ratings yet
- S Pare PartsDocument1 pageS Pare PartssolidwormNo ratings yet
- Changing Edge Direction: To View The Sense of An EdgeDocument1 pageChanging Edge Direction: To View The Sense of An EdgesolidwormNo ratings yet
- 08 Face WidthDocument1 page08 Face WidthsolidwormNo ratings yet
- Recommended: 72 Chapter 8: Performing Sample Case LessonsDocument1 pageRecommended: 72 Chapter 8: Performing Sample Case LessonssolidwormNo ratings yet
- Cadtranslator™ User Guide: Translating The Max 5 Case 55Document1 pageCadtranslator™ User Guide: Translating The Max 5 Case 55solidwormNo ratings yet
- Sectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NDocument1 pageSectional Drawings and Lists of Components: Size MMK 40, 50, 65 Stuffing Box Housing: Type NsolidwormNo ratings yet
- To Set Axis of Revolution, Flow Direction, and View Rotation LinesDocument1 pageTo Set Axis of Revolution, Flow Direction, and View Rotation LinessolidwormNo ratings yet
- 4.2.3. Re-Assembly of Pumps With End Suction NozzleDocument2 pages4.2.3. Re-Assembly of Pumps With End Suction NozzlesolidwormNo ratings yet
- Stub shaft details and packing requirementsDocument1 pageStub shaft details and packing requirementssolidwormNo ratings yet
- Fluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressureDocument1 pageFluid Properties: Density, Specific Volume, Specific Weight, Specific Gravity, and PressuresolidwormNo ratings yet
- And Liquid Viscosity: Stress ZDocument1 pageAnd Liquid Viscosity: Stress ZsolidwormNo ratings yet
- Bhabani P.Mohanty Fluid Engineering DevelopmentDocument1 pageBhabani P.Mohanty Fluid Engineering DevelopmentsolidwormNo ratings yet
- Fluid Statics: Manometers and Pressure MeasurementsDocument1 pageFluid Statics: Manometers and Pressure MeasurementssolidwormNo ratings yet
- Fluids 5: Buoyancy and Continuity EquationDocument1 pageFluids 5: Buoyancy and Continuity EquationsolidwormNo ratings yet
- 5Document7 pages5solidwormNo ratings yet
- Essentials of Turbo Machinery in CFD: Ideen SadrehaghighiDocument9 pagesEssentials of Turbo Machinery in CFD: Ideen SadrehaghighisolidwormNo ratings yet
- 3Document7 pages3solidwormNo ratings yet
- Personal Computer) : Includes: Drop Box, The Cloud, and Any Other Site Off of Your Personal Computer)Document6 pagesPersonal Computer) : Includes: Drop Box, The Cloud, and Any Other Site Off of Your Personal Computer)IAmDanaNo ratings yet
- 2Document7 pages2solidwormNo ratings yet
- VibrationDocument2 pagesVibrationsolidwormNo ratings yet
- WrapupDocument24 pagesWrapupsolidwormNo ratings yet
- 1Document7 pages1solidwormNo ratings yet
- Test loop configurationsDocument1 pageTest loop configurationssolidwormNo ratings yet
- General Requirements:: 1062 16 Pump TestingDocument1 pageGeneral Requirements:: 1062 16 Pump TestingsolidwormNo ratings yet
- PIC16 F 1619Document594 pagesPIC16 F 1619Francisco Martinez AlemanNo ratings yet
- The Sims FreeplayDocument14 pagesThe Sims FreeplayFlorianNo ratings yet
- Fuzzys CodesDocument39 pagesFuzzys CodesJak JakNo ratings yet
- Grade 10 To 12 English Amplified PamphletDocument59 pagesGrade 10 To 12 English Amplified PamphletChikuta ShingaliliNo ratings yet
- VIII MKL Duet I Etap 2018 Angielski Arkusz Dla PiszącegoDocument5 pagesVIII MKL Duet I Etap 2018 Angielski Arkusz Dla PiszącegoKamilNo ratings yet
- Richard CuretonDocument24 pagesRichard CuretonHayk HambardzumyanNo ratings yet
- Scientech 2502ADocument2 pagesScientech 2502Aashutosh kumarNo ratings yet
- Causes and Diagnosis of Iron Deficiency and Iron Deficiency Anemia in AdultsDocument88 pagesCauses and Diagnosis of Iron Deficiency and Iron Deficiency Anemia in AdultsGissell LópezNo ratings yet
- Vadiyanatha AstakamDocument4 pagesVadiyanatha AstakamRaga MalikaNo ratings yet
- Bible Study RisksDocument6 pagesBible Study RisksVincentNo ratings yet
- Conic SectionDocument58 pagesConic SectionNailah Sakinah100% (1)
- GSM ZTE Paging Feature GuideDocument17 pagesGSM ZTE Paging Feature Guidemikepadilla82100% (1)
- ANTENATAL ASSESSMENT Form 13Document4 pagesANTENATAL ASSESSMENT Form 13Kaku ManishaNo ratings yet
- Lecture Notes 1-8Document39 pagesLecture Notes 1-8Mehdi MohmoodNo ratings yet
- What's The Line Between Middle Class, Upper Middle Class, and Upper Class in Britain - QuoraDocument11 pagesWhat's The Line Between Middle Class, Upper Middle Class, and Upper Class in Britain - QuoraFaizan ButtNo ratings yet
- ARCH1350 Solutions 6705Document16 pagesARCH1350 Solutions 6705Glecy AdrianoNo ratings yet
- Paul Daugerdas IndictmentDocument79 pagesPaul Daugerdas IndictmentBrian Willingham100% (2)
- Combined RubricsDocument3 pagesCombined Rubricsapi-446053878No ratings yet
- Think Like An EconomistDocument34 pagesThink Like An EconomistDiv-yuh BothraNo ratings yet
- Ash ContentDocument2 pagesAsh Contentvikasbnsl1No ratings yet
- What Music Really Means To ChildrenDocument5 pagesWhat Music Really Means To ChildrenMara Sofia ValenteNo ratings yet
- Personal Weaknesses ListDocument3 pagesPersonal Weaknesses ListKinga SzászNo ratings yet
- BUMANGLAG - CLASS D - JEL PlanDocument3 pagesBUMANGLAG - CLASS D - JEL PlanMAUREEN BUMANGLAGNo ratings yet
- Hitachi Datasheet Thin Image SnapshotDocument2 pagesHitachi Datasheet Thin Image Snapshotemail7urangNo ratings yet
- Apostles CreedDocument141 pagesApostles Creedjerome mecca0% (2)
- Mr. Honey's Large Business DictionaryEnglish-German by Honig, WinfriedDocument538 pagesMr. Honey's Large Business DictionaryEnglish-German by Honig, WinfriedGutenberg.orgNo ratings yet
- Infanrix Hexa RSMKL July 2023Document37 pagesInfanrix Hexa RSMKL July 2023Bayu KurniawanNo ratings yet
- Curriculum VitaeDocument8 pagesCurriculum VitaeChristine LuarcaNo ratings yet
- Viennas Cafe Louvre in The 1920s and 1930Document18 pagesViennas Cafe Louvre in The 1920s and 1930Friso HoeneveldNo ratings yet
- Unit Test, Part 2: Literature With A Purpose: Total Score: - of 40 PointsDocument3 pagesUnit Test, Part 2: Literature With A Purpose: Total Score: - of 40 PointsAriana Stephanya Anguiano VelazquezNo ratings yet