You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Swimming Pool EstimatesDocument1 pageSwimming Pool EstimatesgreatgeniusNo ratings yet
- Performance Evaluation of Boilers: Avinash Raj 17BME0136Document36 pagesPerformance Evaluation of Boilers: Avinash Raj 17BME0136Rashmi KumariNo ratings yet
- Mechanics of Materials Beer 7th Edition Solutions ManualDocument5 pagesMechanics of Materials Beer 7th Edition Solutions Manualjosephpetersonjaczgqxdsw100% (45)
- Bayer Process Diagram ExplainedDocument6 pagesBayer Process Diagram ExplainednatsmdNo ratings yet
- Clinker Plant Airflow and Fan Efficiency MeasurementDocument109 pagesClinker Plant Airflow and Fan Efficiency MeasurementSantanu PachhalNo ratings yet
- Clinker Plant Airflow and Fan Efficiency MeasurementDocument109 pagesClinker Plant Airflow and Fan Efficiency MeasurementSantanu PachhalNo ratings yet
- Clinker Plant Airflow and Fan Efficiency MeasurementDocument109 pagesClinker Plant Airflow and Fan Efficiency MeasurementSantanu PachhalNo ratings yet
- Clinker Plant Airflow and Fan Efficiency MeasurementDocument109 pagesClinker Plant Airflow and Fan Efficiency MeasurementSantanu PachhalNo ratings yet
- Problems and Solutions - Renewable EnergyDocument101 pagesProblems and Solutions - Renewable EnergyShashank Tripathi100% (3)
- In-Situ Rock StressesDocument16 pagesIn-Situ Rock StressesAslam KhanNo ratings yet
- Calculating Electrical Load and Wire SizingDocument7 pagesCalculating Electrical Load and Wire SizingMarcelo CondinoNo ratings yet
- Kiln-Operation KURT PERAYDocument99 pagesKiln-Operation KURT PERAYAli HüthütNo ratings yet
- Training - Cga ApplicationDocument34 pagesTraining - Cga ApplicationSubhan MuhammadNo ratings yet
- Cement Separator & Ball Mill OptimizationDocument29 pagesCement Separator & Ball Mill OptimizationAdelezzat OmranNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- DOPOL® 90 C-Type Cyclone StageDocument37 pagesDOPOL® 90 C-Type Cyclone StageRahmat YusufNo ratings yet
- 8-Lecture 8Document45 pages8-Lecture 8mustafNo ratings yet
- ZeiselDocument98 pagesZeiselGirne100% (1)
- How To Conduct A Ball Mill AuditDocument7 pagesHow To Conduct A Ball Mill Auditsafwat hassan100% (1)
- Common Problems in Cement Plant: One Issue From Each SectionDocument7 pagesCommon Problems in Cement Plant: One Issue From Each SectionYhaneNo ratings yet
- Pre-Homogenization Factor PDFDocument6 pagesPre-Homogenization Factor PDFAfqan B-v0% (1)
- Grups Cement: Pend - Kimia A Industrial ChemistryDocument39 pagesGrups Cement: Pend - Kimia A Industrial ChemistryMaya Monica DwianggraeniNo ratings yet
- FM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesDocument13 pagesFM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesDaniel Aloysio Rojas Martins67% (3)
- Mobilizing Technology To Sustain and Increase Cement ProductionDocument7 pagesMobilizing Technology To Sustain and Increase Cement ProductionminingnovaNo ratings yet
- Advancement in Refractories used for Cement Rotary kiln(CRKDocument75 pagesAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- SOx Emmissions Absortion FLSDocument14 pagesSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezNo ratings yet
- Burning Presentation 2008Document31 pagesBurning Presentation 2008Dea Candra Ivana PutriNo ratings yet
- Process Audit in Cement IndustryDocument64 pagesProcess Audit in Cement IndustryNITITN ASNANINo ratings yet
- Novaflam Burner Simpler Design With Adjustable SwirlDocument2 pagesNovaflam Burner Simpler Design With Adjustable SwirlDaniel ZambranoNo ratings yet
- Maintaining Burning Zone Coating for Maximum Kiln Brick LifeDocument2 pagesMaintaining Burning Zone Coating for Maximum Kiln Brick LifeJCSNo ratings yet
- Kiln Burning SystemsDocument30 pagesKiln Burning SystemsNael100% (8)
- Wood Pyrolysis To Biochar: Submitted To: Engineering Physics Review Board Submitted By: Chris AlkireDocument20 pagesWood Pyrolysis To Biochar: Submitted To: Engineering Physics Review Board Submitted By: Chris AlkireMyriah WilsonNo ratings yet
- PR RFR P06-06 v1-1 How To Ensure Safety For Brick CuttingDocument6 pagesPR RFR P06-06 v1-1 How To Ensure Safety For Brick CuttingJuan Nacimba NacimbaNo ratings yet
- Plant InvesticationDocument3 pagesPlant InvesticationirfanNo ratings yet
- V4 Process Technology 2Document724 pagesV4 Process Technology 2RRHH100% (4)
- SeparatorsDocument6 pagesSeparatorsKADİR durmaz100% (1)
- AUCBMPRESENTATIONMarrakish Nov 2014Document29 pagesAUCBMPRESENTATIONMarrakish Nov 2014sopian320100% (1)
- Control Cooler Exit Temperature and IKN Grate RestrictionDocument33 pagesControl Cooler Exit Temperature and IKN Grate Restrictionसागर फुकटNo ratings yet
- Precalciner Kilns Systems & OperationDocument58 pagesPrecalciner Kilns Systems & OperationDilnesa EjiguNo ratings yet
- Mod 7Document47 pagesMod 7mkpq100% (1)
- General Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersDocument22 pagesGeneral Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersmustafNo ratings yet
- User Guide PDFDocument27 pagesUser Guide PDFbulentbulut100% (1)
- Bypass SystemDocument9 pagesBypass SystemirfanNo ratings yet
- MHR21924 CMC Chapter CCDocument48 pagesMHR21924 CMC Chapter CCDede KaladriNo ratings yet
- Burning DashboardDocument3 pagesBurning DashboardMehmet C100% (1)
- Maximizing Alternative Fuel Use in Cement ProductionDocument4 pagesMaximizing Alternative Fuel Use in Cement Productionmohamadi42100% (1)
- Hot Meal Burns Guidance 2nd Edition December 2005 PDFDocument19 pagesHot Meal Burns Guidance 2nd Edition December 2005 PDFSuad BushiNo ratings yet
- By Pass System in The Dry ProcessDocument34 pagesBy Pass System in The Dry Processfaheemqc100% (1)
- Cpi CoolersDocument47 pagesCpi CoolersRobert BrownNo ratings yet
- Cem Train-20 CemmillDocument16 pagesCem Train-20 Cemmillmohamedreda100% (1)
- Alkali Khaled PDFDocument21 pagesAlkali Khaled PDFbulentbulut100% (1)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- Alternative Raw Materials and Composite Cement Strategies - Hans-Wilhelm MeyerDocument10 pagesAlternative Raw Materials and Composite Cement Strategies - Hans-Wilhelm Meyernathaniel villanuevaNo ratings yet
- 5) Flow Measurement - stagECC - Rev1 2009Document49 pages5) Flow Measurement - stagECC - Rev1 2009hmaza shakeelNo ratings yet
- Kiln Burning SystemDocument12 pagesKiln Burning SystemMuhammadShoaib100% (1)
- Heat Balance Kiln & Cooler P 6: InstructionsDocument32 pagesHeat Balance Kiln & Cooler P 6: Instructionstika100% (1)
- Alk-SO3-Cl Balance March'19Document6 pagesAlk-SO3-Cl Balance March'19Santanu Pachhal100% (1)
- Kiln STEC and SEEC Reduction RB V2Document13 pagesKiln STEC and SEEC Reduction RB V2Santanu PachhalNo ratings yet
- Operacion 44Document44 pagesOperacion 44Nelly Isabel Narvaez PachecoNo ratings yet
- JW DZ 02a eDocument37 pagesJW DZ 02a eChumpol ChantangNo ratings yet
- EKO BESTWAY PROJECT - PPSXDocument22 pagesEKO BESTWAY PROJECT - PPSXJunaid MazharNo ratings yet
- Clinker Cooler Modification SolutionDocument24 pagesClinker Cooler Modification SolutionemadsabriNo ratings yet
- Amrit Cement Industrial ReportDocument38 pagesAmrit Cement Industrial Reportmanish mohan upadhyayNo ratings yet
- Cement manufacturing technologies for energy efficiency and emission reductionDocument22 pagesCement manufacturing technologies for energy efficiency and emission reductionnecdetdalgicNo ratings yet
- Burner ComparisonDocument2 pagesBurner ComparisonIrshad HussainNo ratings yet
- Keystone's Revolutionary Clinker Cooler Cross-Bar DesignDocument7 pagesKeystone's Revolutionary Clinker Cooler Cross-Bar Designbasavaraju535No ratings yet
- KHD Suspension PreheaterDocument3 pagesKHD Suspension PreheaterTamer FathyNo ratings yet
- Unep-Dtie-Ietc: Waste Biomass Demonstration ProjectDocument37 pagesUnep-Dtie-Ietc: Waste Biomass Demonstration ProjectApri ApriyantoNo ratings yet
- Gasification and Pyrolysis: Turning Waste to EnergyDocument12 pagesGasification and Pyrolysis: Turning Waste to Energymani kantaNo ratings yet
- Microwave PyrolysisDocument38 pagesMicrowave PyrolysisiimcaemdwNo ratings yet
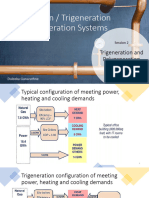
- Session 2Document25 pagesSession 2Sampath WeeratungeNo ratings yet
- Drying Fundamentals and Concepts IntroductionDocument37 pagesDrying Fundamentals and Concepts IntroductionMekro Permana PinemNo ratings yet
- 16th Exam Paper2 Reg SetADocument21 pages16th Exam Paper2 Reg SetASaurabh RautNo ratings yet
- CCM ChampionDocument1 pageCCM ChampionSantanu PachhalNo ratings yet
- Subject: Science S.No. Month Lesson/Unit Exam: Quarterly IDocument2 pagesSubject: Science S.No. Month Lesson/Unit Exam: Quarterly ISantanu PachhalNo ratings yet
- Subject:Science S.No. Month Lesson/Unit Exam: #Revision Quarterly I Practical'sDocument2 pagesSubject:Science S.No. Month Lesson/Unit Exam: #Revision Quarterly I Practical'sSantanu PachhalNo ratings yet
- Capability Development Receipt for Advance Excel CourseDocument1 pageCapability Development Receipt for Advance Excel CourseSantanu PachhalNo ratings yet
- Air CleanDocument1 pageAir CleanSantanu PachhalNo ratings yet
- Subject:Science S.No. Month Lesson/Unit Exam: #Revision Quarterly I Practical'sDocument2 pagesSubject:Science S.No. Month Lesson/Unit Exam: #Revision Quarterly I Practical'sSantanu PachhalNo ratings yet
- AME-Employee - DueDocument110 pagesAME-Employee - DueSantanu PachhalNo ratings yet
- Subject:Science S.No. Month Lesson/Unit Exam: Quarterly I Practical'sDocument2 pagesSubject:Science S.No. Month Lesson/Unit Exam: Quarterly I Practical'sSantanu PachhalNo ratings yet
- CIF - Maturity Diagnostic (MaDi) Tool - BeckumDocument137 pagesCIF - Maturity Diagnostic (MaDi) Tool - BeckumSantanu PachhalNo ratings yet
- Month-Wise Working DaysDocument1 pageMonth-Wise Working DaysSantanu PachhalNo ratings yet
- Daily Drop Test of Coal BinsDocument6 pagesDaily Drop Test of Coal BinsSantanu PachhalNo ratings yet
- WelcomeDocument5 pagesWelcomeCatNo ratings yet
- BBDocument2 pagesBBSantanu PachhalNo ratings yet
- BBDocument2 pagesBBSantanu PachhalNo ratings yet
- CalDocument10 pagesCalSantanu PachhalNo ratings yet
- Coal Calibration ChartDocument6 pagesCoal Calibration ChartSantanu PachhalNo ratings yet
- GGDocument22 pagesGGSantanu PachhalNo ratings yet
- HNNHDocument6 pagesHNNHSantanu PachhalNo ratings yet
- Annual Exam PaperDocument4 pagesAnnual Exam PaperSantanu PachhalNo ratings yet
- Coal Calibration ChartDocument6 pagesCoal Calibration ChartSantanu PachhalNo ratings yet
- Annual Exam Question Paper Science Class 7th.Document3 pagesAnnual Exam Question Paper Science Class 7th.Santanu PachhalNo ratings yet
- SAMPLE - MOE - COVER - Mathematics - JOICE ZACHARIAS - MOE COVER FORMDocument2 pagesSAMPLE - MOE - COVER - Mathematics - JOICE ZACHARIAS - MOE COVER FORMSantanu PachhalNo ratings yet
- HHD-S Cavity anchor installation guideDocument2 pagesHHD-S Cavity anchor installation guideIngeniero Miguel VillarroelNo ratings yet
- TranslateDocument9 pagesTranslateWira AdjieNo ratings yet
- Kingspan Logstor Handling and Installation Manual User Installation Guide en EurDocument290 pagesKingspan Logstor Handling and Installation Manual User Installation Guide en Eurvalentin.gomez-valadesNo ratings yet
- Heraklith CatalogueDocument54 pagesHeraklith CatalogueN P SrinivasaraoNo ratings yet
- Thermax Absortion ChillersDocument28 pagesThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- Brick Industry Project - Production and Operation ManagementDocument16 pagesBrick Industry Project - Production and Operation ManagementSundar Pro RiderNo ratings yet
- The Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticDocument3 pagesThe Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticKimi Annika VillarealNo ratings yet
- Route 34 PlansDocument1 pageRoute 34 PlansThe Valley IndyNo ratings yet
- Mechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFDocument28 pagesMechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFRobert Michael CorpusNo ratings yet
- CAD/CAM Ceramic Restorative Materials For Natural Teeth: F.A. Spitznagel, J. Boldt, and P.C. GierthmuehlenDocument10 pagesCAD/CAM Ceramic Restorative Materials For Natural Teeth: F.A. Spitznagel, J. Boldt, and P.C. GierthmuehlenlimemNo ratings yet
- Duct Tape and Insulation Tape GuideDocument2 pagesDuct Tape and Insulation Tape GuideDhanish AhsenNo ratings yet
- Taller de GasesDocument20 pagesTaller de GasesAle Cruz DNo ratings yet
- Lecture 3 Coagulation and FlocculationDocument53 pagesLecture 3 Coagulation and FlocculationAbo-Khaled Mohammed100% (1)
- S2 RANGER Slag-Analyzer SolutionDocument30 pagesS2 RANGER Slag-Analyzer SolutionYassine ZamzamiNo ratings yet
- Performance Comparative Analysis of Monocrystalline and Polycrystalline Single Diode Solar Panel Models Using The Five Parameters MethodDocument6 pagesPerformance Comparative Analysis of Monocrystalline and Polycrystalline Single Diode Solar Panel Models Using The Five Parameters MethodAlif Mu'tashimNo ratings yet
- Civil Engineering MCQDocument19 pagesCivil Engineering MCQSuhail RazaNo ratings yet
- Bronze Castings For Bridges and TurntablesDocument4 pagesBronze Castings For Bridges and TurntablesmatiullahNo ratings yet
- Physico-chemical characteristics of corrosion scales in old iron pipesDocument9 pagesPhysico-chemical characteristics of corrosion scales in old iron pipesGustavo Alejandro GonzalezNo ratings yet
- Bio Sci Chapter 2 Lesson 1 Module 3Document26 pagesBio Sci Chapter 2 Lesson 1 Module 3Vimbee Cefre Alipoon EresuelaNo ratings yet
- SIGMADUR 550 BASE RAL7035 EnglishDocument14 pagesSIGMADUR 550 BASE RAL7035 Englishbuitems11No ratings yet
- 651 PDFDocument12 pages651 PDFjitendraNo ratings yet
- Aramco US Vendors For P F FDocument1 pageAramco US Vendors For P F Fhemantmech099200No ratings yet
- Materials for shoes, optical lenses and water bottlesDocument3 pagesMaterials for shoes, optical lenses and water bottlesJpricarioNo ratings yet
- Chemical Formulae ExplainedDocument47 pagesChemical Formulae ExplainedZheng JoeyNo ratings yet