You might also like
- Boiler Drum Level Measurement and ControlDocument13 pagesBoiler Drum Level Measurement and ControlasdmoomNo ratings yet
- Best Practices For Steam Control Valve InstallationDocument4 pagesBest Practices For Steam Control Valve InstallationBen MusimaneNo ratings yet
- ValvDocument12 pagesValvWilliams MedinaNo ratings yet
- Crosby JB Jpv-ADocument8 pagesCrosby JB Jpv-ADaniel Rey100% (1)
- DRESSER Regulators FlowgridDocument12 pagesDRESSER Regulators Flowgridzalziza100% (1)
- Troubleshooting Guide DeaeratorsDocument2 pagesTroubleshooting Guide DeaeratorsMas ZuhadNo ratings yet
- VI Rotary CompressorDocument16 pagesVI Rotary CompressorJayNo ratings yet
- Accelertion Head PDFDocument5 pagesAccelertion Head PDFEng AlfNo ratings yet
- IR HL Heatless DryerDocument1 pageIR HL Heatless DryerYing Kei ChanNo ratings yet
- Actuador XRPDocument16 pagesActuador XRPNicolas AndradeNo ratings yet
- Flash Steam SystemDocument4 pagesFlash Steam SystemAnonymous CX51waINo ratings yet
- Chattering PSV: PSV Can Violently Chatter This Requires Design ConsiderationDocument1 pageChattering PSV: PSV Can Violently Chatter This Requires Design ConsiderationMreza JafariNo ratings yet
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraNo ratings yet
- Afv TDB 9610.6 Capacity TablesDocument24 pagesAfv TDB 9610.6 Capacity TablesJorge BaronNo ratings yet
- Steam Trap TesterDocument4 pagesSteam Trap TesterISMAEL RAMIREZNo ratings yet
- GpcalcsDocument7 pagesGpcalcsesakkiraj1590No ratings yet
- Turbine Bypass System - HORADocument11 pagesTurbine Bypass System - HORAhozipekNo ratings yet
- Equivalent Length of A Reducer - Google SearchDocument3 pagesEquivalent Length of A Reducer - Google SearchzoksiNo ratings yet
- Jet Pump Technical DataDocument11 pagesJet Pump Technical DataIdelia Cutipa Yauri100% (1)
- Sru5 168 HDDocument1 pageSru5 168 HDvicenteNo ratings yet
- Typical Performance Curve Sru5Wld (Sru5/168) With Hyclean SealDocument1 pageTypical Performance Curve Sru5Wld (Sru5/168) With Hyclean Sealdanielagomezga_45545No ratings yet
- Steam Table For Saturated Steam: (Continued)Document1 pageSteam Table For Saturated Steam: (Continued)ChristianGuerreroNo ratings yet
- Vinyl: Chloride Acetylene and Chloride: Catalvtic-Rate StudiesDocument6 pagesVinyl: Chloride Acetylene and Chloride: Catalvtic-Rate StudiesEvan Afrista Wiokartina PurbaNo ratings yet
- High Pressure CompressorsDocument16 pagesHigh Pressure CompressorsnghiaNo ratings yet
- 905 Series Liquid Ring Vacuum Pumps & CompressorsDocument4 pages905 Series Liquid Ring Vacuum Pumps & CompressorscarlosNo ratings yet
- System OneDocument4 pagesSystem OnerasottoNo ratings yet
- LMF-GP LX15-8 - 10 - 13Document2 pagesLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- Valve Sizing and Selection: FREE ResourcesDocument6 pagesValve Sizing and Selection: FREE ResourcesSARATH KRISHNAKUMARNo ratings yet
- The Boiler BookDocument1,140 pagesThe Boiler BookJose Lorenzo ToralNo ratings yet
- Durco Plug Valve Dimensions PDFDocument28 pagesDurco Plug Valve Dimensions PDFjtai1983No ratings yet
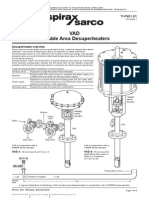
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocument6 pagesVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaNo ratings yet
- Ebara Centrifugal End Suction Volute Pump - FSADocument4 pagesEbara Centrifugal End Suction Volute Pump - FSAGeorge CobraNo ratings yet
- Controlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingDocument9 pagesControlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingCan YıldırımNo ratings yet
- Process Flow Diags Study - Ver2Document9 pagesProcess Flow Diags Study - Ver2Sergey KorenevskiyNo ratings yet
- Subsonic Ejector RamjetDocument99 pagesSubsonic Ejector Ramjetmarco20874No ratings yet
- HPS 13K Brls X 2000 Psi 800 HP SH13000Document4 pagesHPS 13K Brls X 2000 Psi 800 HP SH13000Diego MejíaNo ratings yet
- Compress Air Golden RulesDocument1 pageCompress Air Golden Rulesmymail0808No ratings yet
- 23 09 13.33 - Control ValvesDocument25 pages23 09 13.33 - Control Valvesforevertay2000No ratings yet
- 57-62 1m809 - Eng72dpiDocument6 pages57-62 1m809 - Eng72dpiAbhinav TewariNo ratings yet
- 6.vapour Power CyclesDocument18 pages6.vapour Power CyclesJayneel GajjarNo ratings yet
- Taprogge Tube Cleaning SystemDocument22 pagesTaprogge Tube Cleaning Systemazdrial diansyahNo ratings yet
- Olaer EhvDocument12 pagesOlaer EhvandinoNo ratings yet
- Clif Mock CompletoDocument4 pagesClif Mock CompletoJosé Luis CoronadoNo ratings yet
- Chapter 6 Screw CompressorsDocument26 pagesChapter 6 Screw CompressorsHoàngViệtAnhNo ratings yet
- Desuperheater Catalog of DAEJU CONTROL CO., LTD.Document28 pagesDesuperheater Catalog of DAEJU CONTROL CO., LTD.Ki Ho ChungNo ratings yet
- Shell Turbo T32Document3 pagesShell Turbo T32Agustinus Bayu Dewanto100% (1)
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiNo ratings yet
- DesuperheaterDocument4 pagesDesuperheaterNaama RahavNo ratings yet
- LWN Operating Manual of FanDocument20 pagesLWN Operating Manual of FanYogesh Badhe100% (1)
- Performance Thermo CompressorsDocument8 pagesPerformance Thermo CompressorsclintoncNo ratings yet
- Altronic Iii: Ignition System For Industrial EnginesDocument4 pagesAltronic Iii: Ignition System For Industrial EnginesClever NegreteNo ratings yet
- Appendix-2 Ejector System TroubleshootingDocument13 pagesAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahNo ratings yet
- Pulsa Series BrochureDocument8 pagesPulsa Series Brochurewhatdidijustwatch manNo ratings yet
- Steam Jet Ejector: Can A Fit Your Vacuum Process?Document5 pagesSteam Jet Ejector: Can A Fit Your Vacuum Process?Tiến Mạnh NguyễnNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- BB CB SprayMaster Boiler-BookDocument7 pagesBB CB SprayMaster Boiler-BookMOHAMMADNo ratings yet
- Plantwide Control-A Review and A New Design Procedure: Challenge ProcessDocument32 pagesPlantwide Control-A Review and A New Design Procedure: Challenge Processhamidrezaee008No ratings yet
- App3Document2 pagesApp3hamidrezaee008No ratings yet
- An Overview On Controllability Analysis of Chemical ProcessesDocument17 pagesAn Overview On Controllability Analysis of Chemical Processeshamidrezaee008No ratings yet
- VC-7 Vent Condenser: The ConceptDocument2 pagesVC-7 Vent Condenser: The Concepthamidrezaee008No ratings yet
- Revisiting Some Rules of ThumbDocument6 pagesRevisiting Some Rules of Thumbhamidrezaee008100% (1)
- Practical Application of Coefficient of VariationDocument8 pagesPractical Application of Coefficient of Variationhamidrezaee008No ratings yet
- 1801 07114 PDFDocument39 pages1801 07114 PDFhamidrezaee008No ratings yet
- Applied Optimization With MatlabDocument208 pagesApplied Optimization With MatlabIvan StojanovNo ratings yet
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- Ammonia Plant Capacity Increase PaperDocument14 pagesAmmonia Plant Capacity Increase Paperhamidrezaee008No ratings yet
- 143256-DW-0500-M-328 - Rev 3 - Rev 3.1.0Document1 page143256-DW-0500-M-328 - Rev 3 - Rev 3.1.0Leonel Gamero CardenasNo ratings yet
- Russian Military Intervention in The Syrian Civil War PDFDocument62 pagesRussian Military Intervention in The Syrian Civil War PDFMendiburuFranciscoNo ratings yet
- 2012 Nike Football Clinic 4Document2 pages2012 Nike Football Clinic 4Bruno ChuNo ratings yet
- Week 3 Lecture SlidesDocument23 pagesWeek 3 Lecture SlidesMike AmukhumbaNo ratings yet
- If ClauseDocument13 pagesIf Clausemadeleine mmdNo ratings yet
- Ethnography Discussion QuestionsDocument2 pagesEthnography Discussion Questionsapi-235718856100% (1)
- Authentic Listening X-Rays - ScriptDocument2 pagesAuthentic Listening X-Rays - Scriptenfa.work.confNo ratings yet
- Tutorial Collection SimpleDocument11 pagesTutorial Collection SimplerallupymeyraldoNo ratings yet
- August 30-Filling Out FormsDocument3 pagesAugust 30-Filling Out FormsJocelyn G. EmpinadoNo ratings yet
- (Myers79) (Hetzel88)Document43 pages(Myers79) (Hetzel88)Infomailbox10No ratings yet
- International Financial Regulation Seminar QuestionsDocument2 pagesInternational Financial Regulation Seminar QuestionsNicu BotnariNo ratings yet
- 10.21307 - Immunohematology 2022 048 PDFDocument6 pages10.21307 - Immunohematology 2022 048 PDFTanupreetNo ratings yet
- Course Outline BRM AbasynDocument4 pagesCourse Outline BRM Abasynsadeeq sahilNo ratings yet
- Project ManagementDocument6 pagesProject ManagementVarunNo ratings yet
- En Firearms Evaluation ReportDocument168 pagesEn Firearms Evaluation Reportandrew_davidson100% (2)
- You Are The ReasonDocument7 pagesYou Are The ReasonSindi Ghassani SabilaNo ratings yet
- Global Davit GMBHDocument8 pagesGlobal Davit GMBHTimothy JacksonNo ratings yet
- SQF Edition 8 Quick Start GuideDocument27 pagesSQF Edition 8 Quick Start Guidefourat.zarkounaNo ratings yet
- List of Empanelled Hospitals/Diagnostic Centres, and Cghs RatesDocument1 pageList of Empanelled Hospitals/Diagnostic Centres, and Cghs RatesMurali Krishna RNo ratings yet
- HTJ22 StarsDocument6 pagesHTJ22 StarsCruzKevin20No ratings yet
- 2014 Rondy GuideDocument60 pages2014 Rondy GuideJeffrey RivetNo ratings yet
- Formal Declarative EndingDocument13 pagesFormal Declarative EndingMary Mariette EscalanteNo ratings yet
- Pe Unit Plan TemplateDocument3 pagesPe Unit Plan Templateapi-239320998No ratings yet
- Aspects and Style in Technical WritingDocument14 pagesAspects and Style in Technical WritingRogelio Jerome Celeste100% (1)
- FRENCH Grade 6 UnlockedDocument50 pagesFRENCH Grade 6 UnlockedWainaina MuriukiNo ratings yet
- Notes On Real Analysis: Lee Larson March 26, 2012Document5 pagesNotes On Real Analysis: Lee Larson March 26, 2012atif313No ratings yet
- Marciniak Barbara The PleiadiansDocument89 pagesMarciniak Barbara The Pleiadiansaman100% (3)
- PsychosesDocument32 pagesPsychosesAnonymous zxTFUoqzklNo ratings yet
- Morocco Expat GuideDocument10 pagesMorocco Expat GuidefredNo ratings yet
- Chapter 02 - Test Bank: Multiple Choice QuestionsDocument23 pagesChapter 02 - Test Bank: Multiple Choice QuestionsKhang LeNo ratings yet