You might also like
- Manual Del SoldadorDocument88 pagesManual Del Soldadorasgar77100% (3)
- Planos PDFDocument4 pagesPlanos PDFAle González JavierNo ratings yet
- Circuitos de Electronica 1Document478 pagesCircuitos de Electronica 1Dexter82% (17)
- Administración Del PersonalDocument10 pagesAdministración Del PersonalAle González JavierNo ratings yet
- Concepto de SoldaduraDocument18 pagesConcepto de SoldaduraEmerson Müller Juarez AvilaNo ratings yet
- Bitacora de Mantenimiento y Descripción Del CompresorDocument16 pagesBitacora de Mantenimiento y Descripción Del CompresorAle González JavierNo ratings yet
- Definición de Una Máquina CNCDocument14 pagesDefinición de Una Máquina CNCAle González JavierNo ratings yet
- Programa de MantenimientoDocument17 pagesPrograma de MantenimientoAle González JavierNo ratings yet
- Procesos de Soldadura y Union Segun AwsDocument2 pagesProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- Mantenimiento Subestaciones EléctricasDocument28 pagesMantenimiento Subestaciones EléctricasAle González JavierNo ratings yet
- Mantenimiento Subestaciones EléctricasDocument28 pagesMantenimiento Subestaciones EléctricasAle González JavierNo ratings yet
- BitácoraDocument10 pagesBitácoraAle González JavierNo ratings yet
- Conceptos BásicosDocument7 pagesConceptos BásicosAle González JavierNo ratings yet
- Portafolio Instalaciones EléctricasDocument202 pagesPortafolio Instalaciones EléctricasAle González JavierNo ratings yet
- 17 S Consuegra Modulo Motores Diesel PDFDocument117 pages17 S Consuegra Modulo Motores Diesel PDFDaniel Oliva100% (4)
- Programación Básica de PLCDocument10 pagesProgramación Básica de PLCAle González JavierNo ratings yet
- Programación Básica de PLCDocument10 pagesProgramación Básica de PLCAle González JavierNo ratings yet
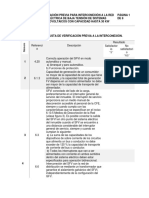
- Check List SFV Segun Normas de CFEDocument8 pagesCheck List SFV Segun Normas de CFEAle González JavierNo ratings yet
- Mantenimiento Subestaciones EléctricasDocument28 pagesMantenimiento Subestaciones EléctricasAle González JavierNo ratings yet
- Factor de PotenciaDocument9 pagesFactor de PotenciaAle González JavierNo ratings yet
- Check List SFV Segun Normas de CFEDocument8 pagesCheck List SFV Segun Normas de CFEAle González JavierNo ratings yet
- Manual Embobinado de MotoresDocument141 pagesManual Embobinado de MotoresAle González Javier94% (17)
- Tarea Integradora Propositos de La ComunicaciónDocument8 pagesTarea Integradora Propositos de La ComunicaciónAle González JavierNo ratings yet
- Check List SFV Segun Normas de CFEDocument8 pagesCheck List SFV Segun Normas de CFEAle González JavierNo ratings yet
- Bitácora PDFDocument2 pagesBitácora PDFToño Avilez100% (1)
- Portafolio de Evidencias DH & CVDocument30 pagesPortafolio de Evidencias DH & CVAle González JavierNo ratings yet
- Probabilidad y Estadística PDFDocument11 pagesProbabilidad y Estadística PDFAle González JavierNo ratings yet
- Resistencia de Materiales Carlos Joo 2014Document114 pagesResistencia de Materiales Carlos Joo 2014Ale González JavierNo ratings yet
- Uniones AtornilladasDocument12 pagesUniones Atornilladasalber97No ratings yet
- Reporte Práctica 7 (Terminada)Document8 pagesReporte Práctica 7 (Terminada)Victor Manuel Dominguez MorenoNo ratings yet
- NX Es ESDocument45 pagesNX Es ESferraiderNo ratings yet
- Autotransformadores (Teoria Informe 4 Maquinas 2)Document2 pagesAutotransformadores (Teoria Informe 4 Maquinas 2)Alex ReyesNo ratings yet
- TrekStor Ebook Reader Pyrus Manual V1-10 ES 2012-04-26Document40 pagesTrekStor Ebook Reader Pyrus Manual V1-10 ES 2012-04-26Jose Garcia IbañezNo ratings yet
- CV Andres RamirezDocument1 pageCV Andres RamirezEdgar Andres Cevallos RamirezNo ratings yet
- Epi Laboratorio Citro B Neira Cutipa Leonardo 8Document10 pagesEpi Laboratorio Citro B Neira Cutipa Leonardo 8Steep HacheNo ratings yet
- Practicas 1-12 Diseño Con Transistores - 23Document30 pagesPracticas 1-12 Diseño Con Transistores - 23MarcoNo ratings yet
- Informe Arranque Directo de Un MotorDocument4 pagesInforme Arranque Directo de Un MotorFranco CarrilloNo ratings yet
- Practicas de ElectrotecniaDocument3 pagesPracticas de ElectrotecniaGustavo Montesinos AguilarNo ratings yet
- Reguladores de Voltaje Lineales ICDocument4 pagesReguladores de Voltaje Lineales ICcarlosNo ratings yet
- Informe 4Document34 pagesInforme 4Wenceslao Avalos ArgoteNo ratings yet
- Trabajo UD6 RespDocument9 pagesTrabajo UD6 RespJesús A Solís PonsNo ratings yet
- La Cubierta Del Gabinete de La PC Se Quita Como Una Sola PiezaDocument6 pagesLa Cubierta Del Gabinete de La PC Se Quita Como Una Sola PiezaAldoNo ratings yet
- Informe Final FotoelectricosDocument7 pagesInforme Final FotoelectricosDANNY VASQUEZ MARCAQUISPENo ratings yet
- EcualizadoresDocument10 pagesEcualizadoresDavid PeñalveNo ratings yet
- Acoplo y Adaptacion de Impedancias.Document3 pagesAcoplo y Adaptacion de Impedancias.Alejandro VillcaNo ratings yet
- Catalogo DigitalDocument43 pagesCatalogo Digitalmarcogonzalez2479100% (1)
- Ley de ShannonDocument81 pagesLey de ShannonJulio Cesar SalazarNo ratings yet
- Arrancador Con Resistores PrimariosDocument8 pagesArrancador Con Resistores PrimariosfermrtechNo ratings yet
- Examen Ecuaciones Diferencial 2018Document9 pagesExamen Ecuaciones Diferencial 2018xy70No ratings yet
- Informe Pasantías Francisco RapettiDocument4 pagesInforme Pasantías Francisco RapettiFrancisco RapettiNo ratings yet
- Diseño de Disparador de SchmittDocument9 pagesDiseño de Disparador de SchmittChristianAlexanderNo ratings yet
- 9901 - Hi921 - CerberusDocument4 pages9901 - Hi921 - CerberusLuis Antonio Chiapas GarciaNo ratings yet
- Procesamiento SegmentadoDocument50 pagesProcesamiento SegmentadoFabricio Rodriguez AvalosNo ratings yet
- Explicacion AdaptacionDocument3 pagesExplicacion AdaptacionEduardo MelliorNo ratings yet
- Curso Rápido UP 870 OronaDocument6 pagesCurso Rápido UP 870 OronajoseNo ratings yet
- Circuito RCDocument6 pagesCircuito RCMichael TorresNo ratings yet
- Practica 9Document9 pagesPractica 9Erick TrejoNo ratings yet
- Simulación Del Diodo Semiconductor PDFDocument7 pagesSimulación Del Diodo Semiconductor PDFMateo CabreraNo ratings yet
- Practica LaborarotioDocument14 pagesPractica LaborarotioAlo De la BarreraNo ratings yet