You might also like
- Materiales, herramientas, máquinas y equipos de confección. TCPF0109From EverandMateriales, herramientas, máquinas y equipos de confección. TCPF0109No ratings yet
- Tecnologia de La Confeccion TextilDocument344 pagesTecnologia de La Confeccion TextilJOSEGLEALT67% (3)
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209From EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Rating: 5 out of 5 stars5/5 (1)
- VestidoImperio2012 (Facilitador)Document8 pagesVestidoImperio2012 (Facilitador)Mery Mercedes Rojas GoñasNo ratings yet
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)From EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)No ratings yet
- Clases de Fichas TecnicasDocument16 pagesClases de Fichas TecnicasVioleta Cardoza Nole67% (3)
- Materiales y servicios en reparación de calzado y marroquinería. TCPC0109From EverandMateriales y servicios en reparación de calzado y marroquinería. TCPC0109No ratings yet
- SENATIDocument51 pagesSENATIAmanda CCNo ratings yet
- Elaboración de productos de guarnicionería. TCPF0110From EverandElaboración de productos de guarnicionería. TCPF0110No ratings yet
- Maquina RecubridoraDocument56 pagesMaquina RecubridoraLizeth Milagros QCNo ratings yet
- Monografia de Ingenieria de Metodos - ConcluidoDocument35 pagesMonografia de Ingenieria de Metodos - ConcluidoSandro Cusihuaman100% (1)
- Ensamble de Prendas de Vestir Manual de Apoyo Casa Del JovenDocument153 pagesEnsamble de Prendas de Vestir Manual de Apoyo Casa Del JovenPaula Andrea100% (4)
- Manual Confeccion de Prototipos IiDocument148 pagesManual Confeccion de Prototipos Iierickjaime100% (5)
- Unif NinosDocument21 pagesUnif NinosWilly_amNo ratings yet
- Trabajo Fichas TecnicasDocument6 pagesTrabajo Fichas Tecnicasjimena pallani ipup mpNo ratings yet
- Objetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.Document11 pagesObjetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.bbarnacatNo ratings yet
- VGMD VGMD-408 ManualDocument194 pagesVGMD VGMD-408 ManualKeity Abigaid Yurivilca Barreto100% (1)
- Centro de Educacion Alternativa de Magdalena11111Document23 pagesCentro de Educacion Alternativa de Magdalena11111Hugo Languidey AlvarezNo ratings yet
- Foro COMPLETODocument6 pagesForo COMPLETOcelina siguasNo ratings yet
- T8 Omc VCTD S2Document30 pagesT8 Omc VCTD S2JeltsinMNo ratings yet
- Gestion de TiemposDocument53 pagesGestion de TiemposJose Luis Blanco PonsNo ratings yet
- 4-Prog. 2021 - Prendas de Niños - PromaeDocument18 pages4-Prog. 2021 - Prendas de Niños - PromaeRocio Infante AntunezNo ratings yet
- Tecnicas de EncajamientoDocument5 pagesTecnicas de Encajamientoyuli aquino villalvaNo ratings yet
- PROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Document3 pagesPROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Yennys Trinidad Rodriguez CarreraNo ratings yet
- Clasificación de Las Máquinas de CoserDocument10 pagesClasificación de Las Máquinas de CoserMargarita Lopez BarrionuevoNo ratings yet
- Confeccion TextilDocument28 pagesConfeccion Textilluis100% (1)
- Tesis Material y PatronajeDocument140 pagesTesis Material y PatronajeRey Luis Araujo CastilloNo ratings yet
- Programación Confeccion de Buzos PDFDocument9 pagesProgramación Confeccion de Buzos PDFrolando aquinoNo ratings yet
- Clses Remalladora-PartesDocument9 pagesClses Remalladora-Partesgatita__fiera100% (7)
- Consumo de HiloDocument2 pagesConsumo de HiloDavid Quispe Jimenez100% (1)
- Accesorio de Maquina Recta.Document21 pagesAccesorio de Maquina Recta.rocio romoNo ratings yet
- Trazado de Patrones Con Fichas Tecnicas 2Document81 pagesTrazado de Patrones Con Fichas Tecnicas 2Isabel Gladys Grajeda Vargas100% (1)
- Foro Temático (Fichas Integrales)Document6 pagesForo Temático (Fichas Integrales)Washington Rivera Espinoza100% (1)
- Tendidos Industriales PDFDocument19 pagesTendidos Industriales PDFNatt ArceNo ratings yet
- Clasificación de La Maquinaria de La ConfecciónDocument12 pagesClasificación de La Maquinaria de La ConfecciónRubi Nuñez0% (1)
- NTP DiapositivaDocument24 pagesNTP DiapositivaGerman Miguel Galindo Mejia100% (2)
- Elaboración de Patronaje de Ropa DeportivaDocument4 pagesElaboración de Patronaje de Ropa Deportivaarmando salazarNo ratings yet
- 4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNDocument8 pages4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNCaritoIndumentariaNo ratings yet
- Modulo de LenceríaDocument29 pagesModulo de LenceríaAngie Tandazo50% (2)
- Analizando Un Prototipo de ModaDocument35 pagesAnalizando Un Prototipo de ModaProf. Ángel Manuel Almanzar100% (1)
- Foro Diseño de Indumentaria CaballerosDocument3 pagesForo Diseño de Indumentaria CaballerosWashington Rivera EspinozaNo ratings yet
- Abrigo de PañoDocument19 pagesAbrigo de PañoXIMENA ESCARLET ALVAREZ BRAÑEZNo ratings yet
- Confeccion TextilDocument34 pagesConfeccion TextilDanyboy Magne80% (5)
- Silabo PT 1, 3, 5Document28 pagesSilabo PT 1, 3, 5marthacarolavera100% (4)
- Spsu 862 Ejercicio U015Document7 pagesSpsu 862 Ejercicio U015Dan GarciaNo ratings yet
- Manual Confeccion de Prototipos IDocument219 pagesManual Confeccion de Prototipos Isofi arqueros100% (2)
- Proceso de ConfeccionDocument8 pagesProceso de ConfeccionAna Machaca QuispeNo ratings yet
- Maquina OverlockDocument3 pagesMaquina OverlockBladimir Crush100% (3)
- Tipos de Máquinas de CoserDocument6 pagesTipos de Máquinas de CoserSilvia De LéonNo ratings yet
- Vccu-201 Malla T001Document2 pagesVccu-201 Malla T001ERICK JAIME RIVAS MORALESNo ratings yet
- Confeccion de Ropa para Dama A La MedidaDocument107 pagesConfeccion de Ropa para Dama A La MedidaMaritza ZárateNo ratings yet
- Confeccionista de Prendas de Vestir 201210 PDFDocument75 pagesConfeccionista de Prendas de Vestir 201210 PDFJuan Miguel Vásquez VásquezNo ratings yet
- Ficha TecnicaDocument6 pagesFicha TecnicaPC Mar100% (2)
- Publicaciones Caplab PDFDocument7 pagesPublicaciones Caplab PDFJohn WilliamNo ratings yet
- Plan de EstudiosDocument5 pagesPlan de EstudiosNotlim Otrebla Ollis AzolañepNo ratings yet
- Manto de Maquina CoserDocument81 pagesManto de Maquina CoserCesarEnriksRap100% (1)
- Interpretar DiseñosDocument3 pagesInterpretar Diseñosmilena fabraNo ratings yet
- Rubrica Confección de RopaDocument3 pagesRubrica Confección de Ropacruzado77100% (1)
- 1-Tendido - TelaDocument5 pages1-Tendido - TelaLuna Sava amancay Espinoza Carreno0% (1)
- 17 TCP PT Patronaje y ConfecciónDocument11 pages17 TCP PT Patronaje y ConfecciónIsabel Moran ArecesNo ratings yet
- Resumen Eje Cera BNDocument49 pagesResumen Eje Cera BNsermucomNo ratings yet
- Práctica FactorDocument2 pagesPráctica Factorsermucom100% (1)
- Diagnosticos Proy. MayayaDocument49 pagesDiagnosticos Proy. MayayasermucomNo ratings yet
- Órgano Judicial DiapositivasDocument42 pagesÓrgano Judicial Diapositivassermucom63% (8)
- Órgano Judicial DiapositivasDocument42 pagesÓrgano Judicial Diapositivassermucom63% (8)
- Modelo de ChamberlinDocument3 pagesModelo de Chamberlinsermucom0% (1)
- Ministerio de TrabajoDocument54 pagesMinisterio de TrabajosermucomNo ratings yet
- 4 Procesos de Maquinado y Máquinas HerramientaDocument17 pages4 Procesos de Maquinado y Máquinas HerramientasermucomNo ratings yet
- Mercado de BienesDocument5 pagesMercado de BienessermucomNo ratings yet
- Menú Casa MíaDocument3 pagesMenú Casa MíasermucomNo ratings yet
- Panaderia CcbaDocument25 pagesPanaderia CcbasermucomNo ratings yet
- Diagnosticos Proy. MayayaDocument49 pagesDiagnosticos Proy. MayayasermucomNo ratings yet
- Tema 1 - Relación de EjerciciosDocument2 pagesTema 1 - Relación de EjerciciosJose M Ponce InfanteNo ratings yet
- Simulacion de Procesos ConstructivosDocument22 pagesSimulacion de Procesos ConstructivosYeni Mariana Can BeNo ratings yet
- Excel BasicoDocument4 pagesExcel BasicoAndrea Patricia Rangel ArdilaNo ratings yet
- Hallazgos 2011 PDFDocument9 pagesHallazgos 2011 PDFVero CancholaNo ratings yet
- Nuevo Formato de Bitacora 2020Document2 pagesNuevo Formato de Bitacora 2020ZulyNo ratings yet
- DESPROSOFT - Lista de Actores, Requisitos Funcionales y No FuncionalesDocument8 pagesDESPROSOFT - Lista de Actores, Requisitos Funcionales y No Funcionalesmanu3lio91No ratings yet
- Linea Del Tiempo de Los Lenguajes de ProgramaciónDocument3 pagesLinea Del Tiempo de Los Lenguajes de ProgramaciónMilton MartinezNo ratings yet
- Nombre: - FechaDocument8 pagesNombre: - FechaArnold De La Cruz GonzalezNo ratings yet
- BioTime8.0 Brochure 20201217 ESPDocument2 pagesBioTime8.0 Brochure 20201217 ESPCarluis Oyola LaynesNo ratings yet
- Programa Nacional de Formación en InformaticaDocument51 pagesPrograma Nacional de Formación en InformaticaMinta RodriguezNo ratings yet
- p5513 20m ManualDocument18 pagesp5513 20m ManualFernando CharryNo ratings yet
- Certificaciones PDFDocument24 pagesCertificaciones PDFRAMON CESPEDES PAZNo ratings yet
- BTI - MDU - Web UTraxCuentas Cliente r02Document21 pagesBTI - MDU - Web UTraxCuentas Cliente r02Carlos MiorandaNo ratings yet
- Catálogo de Productos DeviaDocument37 pagesCatálogo de Productos DeviaJoseph BonillaNo ratings yet
- Web Application Hacking (OWASP Top 10)Document34 pagesWeb Application Hacking (OWASP Top 10)Eddy Castillo100% (1)
- Comandos PHPDocument3 pagesComandos PHPCanaza Oliver0% (3)
- Instrumentacion Didactica para La FormacDocument20 pagesInstrumentacion Didactica para La FormacGeorge OsunaNo ratings yet
- Examen WindowsDocument4 pagesExamen WindowsLeonel LoraNo ratings yet
- Ib-Get Connected-S2Document8 pagesIb-Get Connected-S2Nalgario Supo TitoNo ratings yet
- Introduccion A La Arquitectura de SoftwareDocument9 pagesIntroduccion A La Arquitectura de SoftwareSegundo Fidel Puerto GaravitoNo ratings yet
- Tecnología - Practicum de PreescolarDocument44 pagesTecnología - Practicum de Preescolarmelissa.valadezNo ratings yet
- Propuesta Metodológica SCRUM-PMBOKDocument150 pagesPropuesta Metodológica SCRUM-PMBOKjanocorroNo ratings yet
- Consolidado TeoriaDocument115 pagesConsolidado TeoriaJimmy Mauricio Carvajal RodríguezNo ratings yet
- Articulo de Opinion 7Document2 pagesArticulo de Opinion 7Jose Huaman LeivaNo ratings yet
- SQL y Modelamiento de Base de DatosDocument2 pagesSQL y Modelamiento de Base de DatosCristina Palacios SanchezNo ratings yet
- Cuestionario de OfimaticaDocument15 pagesCuestionario de OfimaticaAngieCruzNo ratings yet
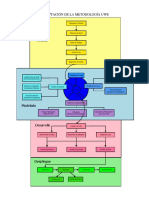
- Metodologia UWE-V2 PDFDocument1 pageMetodologia UWE-V2 PDFmegustascribd1No ratings yet
- Lab 08 - Seguridad en Servidores Windows Usando GPOsDocument21 pagesLab 08 - Seguridad en Servidores Windows Usando GPOsKiry PsychoNo ratings yet
- Análisis de La Aplicación de Estándares en Un Conjunto de REDDocument9 pagesAnálisis de La Aplicación de Estándares en Un Conjunto de REDMiguel Angel Cortes CarmonaNo ratings yet
- Requerimientos de Hardware para Servidor de MoodleDocument2 pagesRequerimientos de Hardware para Servidor de Moodlejohans0% (1)
- Escuela de costura: Nociones básicas y técnicasFrom EverandEscuela de costura: Nociones básicas y técnicasRating: 4 out of 5 stars4/5 (10)
- Técnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)From EverandTécnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)Rating: 4.5 out of 5 stars4.5/5 (18)
- Procesos de moda multifocal: Aproximaciones teóricas y prácticas sobre indumentaria latinoamericana del siglo XXIFrom EverandProcesos de moda multifocal: Aproximaciones teóricas y prácticas sobre indumentaria latinoamericana del siglo XXIRating: 3 out of 5 stars3/5 (2)
- Destapa lo oculto de BereshitFrom EverandDestapa lo oculto de BereshitRating: 4.5 out of 5 stars4.5/5 (16)
- Moda y modales: Todo lo que necesitas saber para influir y triunfar en cualquier situación cotidianaFrom EverandModa y modales: Todo lo que necesitas saber para influir y triunfar en cualquier situación cotidianaRating: 4.5 out of 5 stars4.5/5 (2)
- Operaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109From EverandOperaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109No ratings yet
- Los 100 clasicos de la moda: Una guia de articulos que toda mujer con estilo debe poseerFrom EverandLos 100 clasicos de la moda: Una guia de articulos que toda mujer con estilo debe poseerRating: 4 out of 5 stars4/5 (77)
- Costura - Accesorios para el hogar y la moda: Aprenda a confeccionar bonitas labores. Con patrones para descargarFrom EverandCostura - Accesorios para el hogar y la moda: Aprenda a confeccionar bonitas labores. Con patrones para descargarRating: 2.5 out of 5 stars2.5/5 (4)
- Textiles y moda: ¿Qué es ser sustentable?From EverandTextiles y moda: ¿Qué es ser sustentable?Rating: 3.5 out of 5 stars3.5/5 (2)
- La mejor versión de ti: Manual de imagen integralFrom EverandLa mejor versión de ti: Manual de imagen integralRating: 5 out of 5 stars5/5 (8)
- Historia de la moda en España: De la mantilla al bikiniFrom EverandHistoria de la moda en España: De la mantilla al bikiniNo ratings yet
- Decora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaFrom EverandDecora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaRating: 4.5 out of 5 stars4.5/5 (3)
- Artes & Oficios. La joyería: La técnica y el arte de la joyería explicados con rigor y claridadFrom EverandArtes & Oficios. La joyería: La técnica y el arte de la joyería explicados con rigor y claridadRating: 5 out of 5 stars5/5 (2)
- Empieza por los zapatos: Conecta con tu esencia y descubre el estilo que te hace felizFrom EverandEmpieza por los zapatos: Conecta con tu esencia y descubre el estilo que te hace felizRating: 2 out of 5 stars2/5 (1)
- Imagen profesional y corporativa: Como mejorarla, sostenerla o revertirlaFrom EverandImagen profesional y corporativa: Como mejorarla, sostenerla o revertirlaNo ratings yet
- Como aprender a dibujar en 20 minutosFrom EverandComo aprender a dibujar en 20 minutosRating: 3 out of 5 stars3/5 (13)
- Piedras preciosas : cómo reconocerlas : guía ilustrada en colorFrom EverandPiedras preciosas : cómo reconocerlas : guía ilustrada en colorNo ratings yet
- MF0345_1 - Depilación mecánica y decoloración del vello. Servicios auxiliares de estéticaFrom EverandMF0345_1 - Depilación mecánica y decoloración del vello. Servicios auxiliares de estéticaRating: 5 out of 5 stars5/5 (4)