You might also like
- Perforación de pozos petroleros marinosFrom EverandPerforación de pozos petroleros marinosRating: 4.5 out of 5 stars4.5/5 (2)
- Tesis ConsultaDocument137 pagesTesis ConsultaFredy ZumbanaNo ratings yet
- Monografía de Refinación Del PetroleoDocument16 pagesMonografía de Refinación Del PetroleoAlberto Irahola EspinozaNo ratings yet
- A Que Tipo de Industria Pertenece El PetróleoDocument7 pagesA Que Tipo de Industria Pertenece El PetróleoAlejandra Adrian TejadaNo ratings yet
- Introducción a la petroquímica y clasificación del petróleoDocument8 pagesIntroducción a la petroquímica y clasificación del petróleoJOSE CARLOS QUEVEDO CABARCAS ESTUDIANTE ACTIVONo ratings yet
- Cracking Catalitico Del Petróleo SUBIDODocument20 pagesCracking Catalitico Del Petróleo SUBIDOJesus Yalta NovoaNo ratings yet
- Catalizadores en La Industria PetroleraDocument19 pagesCatalizadores en La Industria Petroleraisrael246No ratings yet
- Química Orgánica Industrial. Cuestiones Tema 2Document4 pagesQuímica Orgánica Industrial. Cuestiones Tema 2Teresa LópezNo ratings yet
- Trabajo y ExposicionDocument21 pagesTrabajo y ExposicionFranciaArzuagaPiñeroNo ratings yet
- Obtención, Recepción, Manejo y Consumo de Combustibles A BordoDocument5 pagesObtención, Recepción, Manejo y Consumo de Combustibles A BordoAnonymous RuxIo3No ratings yet
- Refineria y Proceso de VisbtreakingDocument89 pagesRefineria y Proceso de Visbtreakingalvaro_nfsu2No ratings yet
- REFINERÍAS ECUATORIANASDocument13 pagesREFINERÍAS ECUATORIANASronnyr96No ratings yet
- Repsol Puertollano. Laura Ferrer y Francesca Garcia PDFDocument6 pagesRepsol Puertollano. Laura Ferrer y Francesca Garcia PDFFrancesca GarciaNo ratings yet
- Generalidades Del Petróleo y Su RefinaciónDocument5 pagesGeneralidades Del Petróleo y Su RefinaciónLuis VazquezNo ratings yet
- Los procesos de refinación de residualesDocument21 pagesLos procesos de refinación de residualesMichael Morbius CorbinusNo ratings yet
- ToppingDocument23 pagesToppingNoelia Alcocer RodriguezNo ratings yet
- Trabajo de RefineriaDocument19 pagesTrabajo de RefineriaJhonny ColqueNo ratings yet
- Polo Petroquímico Cartagena Trabj FinalDocument20 pagesPolo Petroquímico Cartagena Trabj FinalCarlos Cárdenas Castellón100% (1)
- Refinería de PetróleoDocument14 pagesRefinería de PetróleoJesús OscoNo ratings yet
- Refinación Del Petroleo SECTOR CARBURANTESDocument24 pagesRefinación Del Petroleo SECTOR CARBURANTESNoelia Alcocer RodriguezNo ratings yet
- Refineria de PetroleoDocument14 pagesRefineria de PetroleomrguitaristjejeNo ratings yet
- GP Ec 2. Glorimar GilDocument15 pagesGP Ec 2. Glorimar GilYanacelis RojasNo ratings yet
- Refinacion PDFDocument47 pagesRefinacion PDFluis blandonNo ratings yet
- Craqueo Catalítico de Alcanos Sobre ZeolitasDocument37 pagesCraqueo Catalítico de Alcanos Sobre ZeolitasJhon Gonzales100% (1)
- Refinerias Del Perú CorregidoDocument86 pagesRefinerias Del Perú CorregidoWaldir Carhuaricra Chávez100% (2)
- Unidad Vi PetroleoDocument6 pagesUnidad Vi PetroleoLIZBETH KAREN HUAÑAPACO GUTIERREZNo ratings yet
- Procesos de refinación en el sector carburantesDocument19 pagesProcesos de refinación en el sector carburantesNoelia Alcocer RodriguezNo ratings yet
- Tratamiento de crudos pesados mediante combustión in situ catalíticaDocument10 pagesTratamiento de crudos pesados mediante combustión in situ catalíticaDanilaNo ratings yet
- Densidad Del PetroleoDocument10 pagesDensidad Del PetroleoRubi Angela Cabezudo MontoyaNo ratings yet
- Cuestionartio PetroquimicaDocument6 pagesCuestionartio PetroquimicaLuis Fernando UrionaNo ratings yet
- El PetróleoDocument5 pagesEl PetróleoGuillermo FloresNo ratings yet
- Refineria ConchanDocument8 pagesRefineria ConchanEfrain Pongo FloresNo ratings yet
- Ejercitacion Vinculante 1 BDocument5 pagesEjercitacion Vinculante 1 Bmaria.belen.rosales87No ratings yet
- Caso Práctico Tema 1Document11 pagesCaso Práctico Tema 1Edwin VillarealNo ratings yet
- Asignacion # 1 de RefinaciónDocument6 pagesAsignacion # 1 de RefinaciónOlymar TocuyoNo ratings yet
- Guia de Petroleo TeoricaDocument6 pagesGuia de Petroleo Teoricavicente Diaz OyarzúnNo ratings yet
- Trabajo de Investigacion - Procesos Industriales.Document17 pagesTrabajo de Investigacion - Procesos Industriales.MiguelA0909No ratings yet
- Elaboración de Gasolina en Pemex RefinacióDocument8 pagesElaboración de Gasolina en Pemex RefinacióMiguel Correa LuengasNo ratings yet
- Complejo de Refinería El PalitoDocument11 pagesComplejo de Refinería El PalitoGlenis Leal Vargas100% (1)
- Capacidad de Refinación Instalada en VenezuelaDocument15 pagesCapacidad de Refinación Instalada en VenezuelaMaximiliano Abreu-Martinez0% (1)
- Fallos en Los Equipos de La Industria PetroquimicaDocument76 pagesFallos en Los Equipos de La Industria PetroquimicaAlejandro Miralles RoldanNo ratings yet
- Examen Final de Gas NaturalDocument9 pagesExamen Final de Gas NaturalMaria Kelly Siles AriasNo ratings yet
- Unidad I Refinacion-UnefaDocument38 pagesUnidad I Refinacion-UnefamariohernandeztestaNo ratings yet
- Hoja MembretadaDocument9 pagesHoja MembretadaLuis Miguel RabanalNo ratings yet
- Informe N - 4 Petroperu ConchanDocument16 pagesInforme N - 4 Petroperu Conchancesarpaopi100% (1)
- 1.diapositiva Refino UltimoooDocument29 pages1.diapositiva Refino UltimoooLuis David Vallejos PantojaNo ratings yet
- Proyecto-Cracking de PetroleoDocument16 pagesProyecto-Cracking de PetroleoCesar CruzNo ratings yet
- Sistema General de Recolección de Crudo y Gas y Arbolito de ProducciónDocument55 pagesSistema General de Recolección de Crudo y Gas y Arbolito de ProducciónMeryGraciela75% (4)
- Unidad de Craqueo Catalítico FluidizadoDocument9 pagesUnidad de Craqueo Catalítico FluidizadoPaola NavarroNo ratings yet
- Exposicion de Diseños de PlantasDocument39 pagesExposicion de Diseños de PlantasTina NorrisNo ratings yet
- Exposicion de Refinacion de PetroleoDocument15 pagesExposicion de Refinacion de PetroleoYandri Javier Sanchez GuerreroNo ratings yet
- Tecnología de La Licuefacción Del GasDocument16 pagesTecnología de La Licuefacción Del GasCarlos Ghigo SaucedoNo ratings yet
- Ejemplo Planta CarrascoDocument24 pagesEjemplo Planta CarrascoMaria Kelly Siles AriasNo ratings yet
- Libro Tomo 2 PDFDocument148 pagesLibro Tomo 2 PDFRoger SalazarNo ratings yet
- Tesis - Obtencion de Gasolinas de Alto Octano Via Rectificacion de Una Nafta CraqueadaDocument83 pagesTesis - Obtencion de Gasolinas de Alto Octano Via Rectificacion de Una Nafta Craqueadadantorrelio89No ratings yet
- (Tesis) RefineriaDocument149 pages(Tesis) RefineriaCarolina Ruiz Rodriguez100% (1)
- El PetroleoDocument13 pagesEl PetroleoMateoNo ratings yet
- El vehículo eléctrico y su infraestructura de cargaFrom EverandEl vehículo eléctrico y su infraestructura de cargaRating: 5 out of 5 stars5/5 (1)
- Aprender sobre el carbón, el petróleo y el gas natural (Finding Out about Coal, Oil, and Natural Gas)From EverandAprender sobre el carbón, el petróleo y el gas natural (Finding Out about Coal, Oil, and Natural Gas)No ratings yet
- SeguridadDocument16 pagesSeguridadIan LizarragaNo ratings yet
- Guia Bombeo Agua Energia Fotovoltaica Vol2 Libro de Trabajo PDFDocument32 pagesGuia Bombeo Agua Energia Fotovoltaica Vol2 Libro de Trabajo PDFIsai SantanaNo ratings yet
- Ficha BencenoDocument6 pagesFicha BencenoTomoyo SakuraNo ratings yet
- Normas IramDocument146 pagesNormas IramMoira Karin60% (5)
- Microsoft Office 2010Document1 pageMicrosoft Office 2010Ian LizarragaNo ratings yet
- RtaDocument7 pagesRtaIan LizarragaNo ratings yet
- .. Pontofocal Textos Regulamentos SLV 94Document11 pages.. Pontofocal Textos Regulamentos SLV 94Martin PradoNo ratings yet
- Introducción a HYSYSDocument14 pagesIntroducción a HYSYSE-s VidaNo ratings yet
- Flash PointDocument11 pagesFlash PointJohn ReyNo ratings yet
- Orgánica TeoríaDocument47 pagesOrgánica TeoríaprodaleNo ratings yet
- Hidrometalurgia: Docente: S. Fritis ADocument129 pagesHidrometalurgia: Docente: S. Fritis ACamila Araya maluendaNo ratings yet
- Tablas NOMENCLATURADocument1 pageTablas NOMENCLATURADiana MartinezNo ratings yet
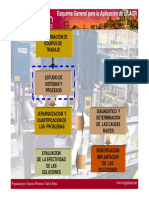
- Esquema General para La Aplicación de Un ACR Esquema General para La Aplicación de Un ACRDocument5 pagesEsquema General para La Aplicación de Un ACR Esquema General para La Aplicación de Un ACRJuan AbrahamNo ratings yet
- El Benceno y Los Compuestos AromáticosDocument6 pagesEl Benceno y Los Compuestos AromáticosRocio GonzálezNo ratings yet
- Gasificantes y GelificantesDocument5 pagesGasificantes y GelificantesMargaretVelasquezHuayhuaNo ratings yet
- Bicarbonato Sódico FarmacologiaDocument4 pagesBicarbonato Sódico FarmacologiaKellys rangelNo ratings yet
- Informe Laboratorio de Mezclas (Mayonesa)Document6 pagesInforme Laboratorio de Mezclas (Mayonesa)Mark AnthonyNo ratings yet
- Sistemas y Formas de EmpaqueDocument14 pagesSistemas y Formas de Empaqueapi-411492098No ratings yet
- Tema 12A. Tarea - Tabla PeriódicaDocument6 pagesTema 12A. Tarea - Tabla PeriódicaTOAPANTA MUÑOZ JUANNo ratings yet
- Jabón liquido casero - Paso a pasoDocument10 pagesJabón liquido casero - Paso a pasoAsdrubal MarencoNo ratings yet
- TP Soluciones para Mucosas 2014Document5 pagesTP Soluciones para Mucosas 2014LoreIGiersztuNo ratings yet
- BIODIESELDocument12 pagesBIODIESELdanitza100% (1)
- Etanol Anhidro (Tecnoupsa)Document12 pagesEtanol Anhidro (Tecnoupsa)Gustavo PimentelNo ratings yet
- Ejercicio 3Document7 pagesEjercicio 3Señor XNo ratings yet
- Jabón Líquido o Jabón en Barra ¿Cuál Es MejorDocument2 pagesJabón Líquido o Jabón en Barra ¿Cuál Es MejorRisas MineNo ratings yet
- Análisis de alimentos: métodos para determinar humedadDocument55 pagesAnálisis de alimentos: métodos para determinar humedadEVELIN MEDINANo ratings yet
- Taller - Cambios - Estado - Quimico - 9° II Momento 2022Document2 pagesTaller - Cambios - Estado - Quimico - 9° II Momento 2022Nicole BobadillaNo ratings yet
- Estructura atómica y configuración electrónicaDocument3 pagesEstructura atómica y configuración electrónicaAstrid Monteagudo100% (2)
- 1ra Guía 4to A y B III Fase Química Graciela MarcanoDocument13 pages1ra Guía 4to A y B III Fase Química Graciela MarcanoYeny SojoNo ratings yet
- Formulación QuímicaDocument6 pagesFormulación QuímicaAh Re LocoNo ratings yet
- Construcción cobertura metálica estadio MoqueguaDocument3 pagesConstrucción cobertura metálica estadio MoqueguajeancarloNo ratings yet
- Los materiales aglomerantes: clasificación y propiedades principalesDocument21 pagesLos materiales aglomerantes: clasificación y propiedades principalesIlasak Hisahito100% (1)
- Ciclo de Tarea 3-Ruby Arelis Sánchez SánchezDocument11 pagesCiclo de Tarea 3-Ruby Arelis Sánchez SánchezJUAN SEBASTIANNo ratings yet
- Metodo de Kahane5, DenigesDocument4 pagesMetodo de Kahane5, DenigesAnibal Quispe VqzNo ratings yet
- Lista Sustancias Activas Aceptadas Excluidas PDFDocument46 pagesLista Sustancias Activas Aceptadas Excluidas PDFMarife MontesNo ratings yet
- Orgnica 7Document3 pagesOrgnica 7Diego GutierrezNo ratings yet
- Sesion Tabla PeriodicaDocument11 pagesSesion Tabla PeriodicaDony Uwaldo Aracayo Valencia100% (1)
- Yacimientos de NitratosDocument7 pagesYacimientos de NitratosDon LindseyNo ratings yet
- Feum Agua Purificada Nivel 2Document7 pagesFeum Agua Purificada Nivel 2Ale Flores ArzNo ratings yet