You might also like
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Chloride Threshold For Various Reinforcement Steel TypesDocument21 pagesChloride Threshold For Various Reinforcement Steel Typesshameeka100% (1)
- Aluminum - Filler - Alloy - Selection - Chart Alcotec PDFDocument2 pagesAluminum - Filler - Alloy - Selection - Chart Alcotec PDFAnonymous nw5AXJqjdNo ratings yet
- HeliCoil Technical Information Corrosion Screw ThreadsDocument6 pagesHeliCoil Technical Information Corrosion Screw ThreadsAce Industrial SuppliesNo ratings yet
- Care & Cleaning - Stainless Steel PDFDocument7 pagesCare & Cleaning - Stainless Steel PDFpsp710No ratings yet
- Cable TiesDocument16 pagesCable Tiesrodax4No ratings yet
- Astm B-633Document5 pagesAstm B-633kabardey46100% (1)
- SAE AMS 5548p-2012Document6 pagesSAE AMS 5548p-2012Mehdi MokhtariNo ratings yet
- Nato Ag-Avt-140-24Document22 pagesNato Ag-Avt-140-24marin.petre2815100% (1)
- BOC Purging While Welding Brochure351 - 68116 PDFDocument16 pagesBOC Purging While Welding Brochure351 - 68116 PDFAl0611981No ratings yet
- AluminiumDocument16 pagesAluminiumVigneswaranNo ratings yet
- Sae Ams5837f 1999Document7 pagesSae Ams5837f 1999이연지No ratings yet
- (1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Document2 pages(1xxx Series) Wrought Pure Aluminum, 99.00% or Greater (1100)Danusa Renata CostaNo ratings yet
- Evaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)Document13 pagesEvaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)mp87_ingNo ratings yet
- MSFC-SPEC-3679 - Process Specification Welding Aerospace HardwareDocument102 pagesMSFC-SPEC-3679 - Process Specification Welding Aerospace HardwareXto PeregrinNo ratings yet
- Skills Usa GtawDocument1 pageSkills Usa Gtawapi-280514541No ratings yet
- Aerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsDocument7 pagesAerospace Grade Aluminum Lithium Alloys and Their Welding CharacteristicsWaqas MuneerNo ratings yet
- 7178-T6511 Property - ASM Material Data SheetDocument2 pages7178-T6511 Property - ASM Material Data SheetptrfmNo ratings yet
- Wiring: Lock, Shear and Seal: Section 2Document6 pagesWiring: Lock, Shear and Seal: Section 2sancakemreNo ratings yet
- A Practical Design Guide For Welded Connections Basic Concepts and Weld SymbolsDocument20 pagesA Practical Design Guide For Welded Connections Basic Concepts and Weld Symbolsbs_facebookNo ratings yet
- 7075 Aluminum Plate SuppliersDocument10 pages7075 Aluminum Plate Supplierssanghvi overseas incNo ratings yet
- Victrex - Material Properties Guide 3 - 7 - USDocument26 pagesVictrex - Material Properties Guide 3 - 7 - USBakkiya RajNo ratings yet
- 6066 T6 Aircraft Aluminum Alloy Sheet SuppliersDocument12 pages6066 T6 Aircraft Aluminum Alloy Sheet Supplierssanghvi overseas incNo ratings yet
- High Temperature Corrosion by SulfidationDocument1 pageHigh Temperature Corrosion by SulfidationCristian Cutipa MendozaNo ratings yet
- Nasm 21044Document4 pagesNasm 21044karthiprojectsNo ratings yet
- Aluminium Alloy 6061 Composition Properties Temper and Applications of 6061 AluminiumDocument5 pagesAluminium Alloy 6061 Composition Properties Temper and Applications of 6061 AluminiumCésar TapiaNo ratings yet
- A 1092 - 15Document3 pagesA 1092 - 15Pavan KumarNo ratings yet
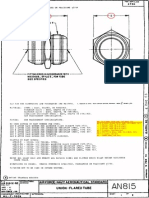
- Airforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....Document4 pagesAirforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....MAI_QualityNo ratings yet
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 pagesProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNo ratings yet
- Nickel Titanium Heat EngineDocument9 pagesNickel Titanium Heat EngineHans De Keulenaer100% (1)
- A1010 WeldingDocument20 pagesA1010 WeldingCurious RajNo ratings yet
- Aws WJ 202009Document78 pagesAws WJ 202009Fernando Emmanuel BenitezNo ratings yet
- Sae As 81820-4B 2007 (En)Document4 pagesSae As 81820-4B 2007 (En)Oh No PotatoNo ratings yet
- SAE AMS4772K-2015 Silver Alloy, Brazing Filler MetalDocument6 pagesSAE AMS4772K-2015 Silver Alloy, Brazing Filler MetalraulNo ratings yet
- Bitumastic 300 MDocument2 pagesBitumastic 300 MANIBALLOPEZVEGA100% (1)
- Am 363 PDFDocument4 pagesAm 363 PDFsunsirNo ratings yet
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocument170 pages2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanNo ratings yet
- Aluminium Alloy Applications PDFDocument3 pagesAluminium Alloy Applications PDFKhanHasibKaisarNo ratings yet
- Inconel 718 Literature PDFDocument39 pagesInconel 718 Literature PDFJ. BangjakNo ratings yet
- Interlloy 440C MartensiticDocument4 pagesInterlloy 440C MartensiticGuillaume BoyerNo ratings yet
- Thermal Spray Materials Guide 022006 PDFDocument176 pagesThermal Spray Materials Guide 022006 PDFHemant BhatnagarNo ratings yet
- Metco SF Alum. Wire 10-009Document3 pagesMetco SF Alum. Wire 10-009Remco Van Den BergNo ratings yet
- Aws Eg3.0-96 Training Welder-Level-11 PDFDocument164 pagesAws Eg3.0-96 Training Welder-Level-11 PDFGangadhar SahuNo ratings yet
- An805 8Document3 pagesAn805 8jcNo ratings yet
- Ti 6al 4v Grade 5Document1 pageTi 6al 4v Grade 5Angga Kurniawan DharmaNo ratings yet
- Aluminium 6063Document23 pagesAluminium 6063Jaya VijayanNo ratings yet
- (p626-635) Metals Handbook. Volume 1, Properties and Selection Irons, Steels, and High-Performance Alloys PDFDocument10 pages(p626-635) Metals Handbook. Volume 1, Properties and Selection Irons, Steels, and High-Performance Alloys PDFSethGraceNo ratings yet
- Aluminum Alloy Development For The Airbus 380Document7 pagesAluminum Alloy Development For The Airbus 380BlueOneGaussNo ratings yet
- Mil STD 1759Document340 pagesMil STD 1759Topstar2100% (1)
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesNaval Brass Rod, Bar, and Shapes: Standard Specification Foranurag yadavNo ratings yet
- AN924Document8 pagesAN924David WongNo ratings yet
- QPL 46010 - 17 Sep 2019Document2 pagesQPL 46010 - 17 Sep 2019liuyx8660% (1)
- Cherry MS RivetsDocument17 pagesCherry MS RivetsKamal Jit Dhiman100% (1)
- Aerospace Material Specification: AMS5708 Rev. LDocument7 pagesAerospace Material Specification: AMS5708 Rev. Lfelipe juremaNo ratings yet
- A591A591MDocument4 pagesA591A591MErnesto SanzNo ratings yet
- Kaiser Aluminum Soft Alloy Tube PDFDocument31 pagesKaiser Aluminum Soft Alloy Tube PDFgerrzen64No ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- A Teaching Essay on Residual Stresses and EigenstrainsFrom EverandA Teaching Essay on Residual Stresses and EigenstrainsNo ratings yet
- Design InformaticsDocument1 pageDesign InformaticsSmartNo ratings yet
- The Dynamic Flexing of A Golf Club Shaft During A Typical SwingDocument6 pagesThe Dynamic Flexing of A Golf Club Shaft During A Typical SwingSmartNo ratings yet
- Mohr's Circle Example ProblemDocument2 pagesMohr's Circle Example ProblemSmartNo ratings yet
- The Physics of GolfDocument41 pagesThe Physics of GolfSmartNo ratings yet
- The Physics of GolfDocument41 pagesThe Physics of GolfSmartNo ratings yet
- The Science of A DriveDocument4 pagesThe Science of A DriveSmartNo ratings yet
- An Introduction To Biomimetics - A Structural Viewpoint 1994Document16 pagesAn Introduction To Biomimetics - A Structural Viewpoint 1994SmartNo ratings yet
- Excel 2007 Is Fun !Document143 pagesExcel 2007 Is Fun !cabrera.adolfo1862No ratings yet
- The Top 20 Things To See and Do in LiverpoolDocument2 pagesThe Top 20 Things To See and Do in LiverpoolSmartNo ratings yet
- Slider Crank MechanismDocument22 pagesSlider Crank MechanismSmart100% (1)
- Forlong - Rivers of LifeDocument618 pagesForlong - Rivers of LifeCelephaïs Press / Unspeakable Press (Leng)100% (15)
- Quiz EditedDocument6 pagesQuiz EditedAbigail LeronNo ratings yet
- STIHL TS410, TS420 Spare PartsDocument11 pagesSTIHL TS410, TS420 Spare PartsMarinko PetrovićNo ratings yet
- Is.2750.1964 SCAFFOLDING PDFDocument32 pagesIs.2750.1964 SCAFFOLDING PDFHiren JoshiNo ratings yet
- How To Prepare Adjusting Entries - Step-By-Step (2023)Document10 pagesHow To Prepare Adjusting Entries - Step-By-Step (2023)Yaseen GhulamNo ratings yet
- Guide For Sustainable Design of NEOM CityDocument76 pagesGuide For Sustainable Design of NEOM Cityxiaowei tuNo ratings yet
- Training Structure - Thinkific Plus TemplateDocument7 pagesTraining Structure - Thinkific Plus TemplateQIONG WUNo ratings yet
- Ton Miles Calculation 1Document17 pagesTon Miles Calculation 1Alexander Armando Clemente Andrade100% (1)
- Dental Clinic - Floor Plan R3-2Document1 pageDental Clinic - Floor Plan R3-2kanagarajodisha100% (1)
- CV - Mohsin FormatDocument2 pagesCV - Mohsin FormatMuhammad Junaid IqbalNo ratings yet
- New Horizon Public School, Airoli: Grade X: English: Poem: The Ball Poem (FF)Document42 pagesNew Horizon Public School, Airoli: Grade X: English: Poem: The Ball Poem (FF)stan.isgod99No ratings yet
- ENGL102 Othello Act 3 Discussion QuestionsDocument2 pagesENGL102 Othello Act 3 Discussion QuestionsDaniel DenningNo ratings yet
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- 184 Учебная программа Английский язык 10-11 кл ОГНDocument44 pages184 Учебная программа Английский язык 10-11 кл ОГНзульфираNo ratings yet
- P4 Science Topical Questions Term 1Document36 pagesP4 Science Topical Questions Term 1Sean Liam0% (1)
- Oxygenation - NCPDocument5 pagesOxygenation - NCPCazze SunioNo ratings yet
- Elad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086Document61 pagesElad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086james wrightNo ratings yet
- Adolescence Problems PPT 1Document25 pagesAdolescence Problems PPT 1akhila appukuttanNo ratings yet
- MODULE 8. Ceiling WorksDocument2 pagesMODULE 8. Ceiling WorksAj MacalinaoNo ratings yet
- Early Childhood Education and CareDocument53 pagesEarly Childhood Education and CareBianca ALbuquerqueNo ratings yet
- ZEROPAY WhitepaperDocument15 pagesZEROPAY WhitepaperIlham NurrohimNo ratings yet
- ARMY - Chapter Eight Explosive BreachingDocument25 pagesARMY - Chapter Eight Explosive Breachingrsreeth100% (1)
- JurnalDocument12 pagesJurnalSandy Ronny PurbaNo ratings yet
- Richard IIIDocument36 pagesRichard IIIXuan Mai Nguyen ThiNo ratings yet
- A Guide To Funeral Ceremonies and PrayersDocument26 pagesA Guide To Funeral Ceremonies and PrayersJohn DoeNo ratings yet
- Sullivan's Interpersonal TheoryDocument27 pagesSullivan's Interpersonal TheoryJezalen GonestoNo ratings yet
- KPR College of Arts Science and Research: Marketing ManagementDocument127 pagesKPR College of Arts Science and Research: Marketing ManagementSekar M KPRCAS-CommerceNo ratings yet
- MnemonicsDocument1 pageMnemonicsSunil Boyz-uNo ratings yet
- Substitution Reactions - PMDocument64 pagesSubstitution Reactions - PMprasoon jhaNo ratings yet
- MGN815: Business Models: Ajay ChandelDocument38 pagesMGN815: Business Models: Ajay ChandelSam RehmanNo ratings yet