You might also like
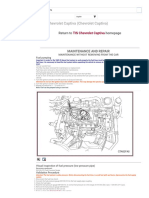
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Lecture 09 Value Chain AnalysisDocument29 pagesLecture 09 Value Chain AnalysisDavid HermanNo ratings yet
- D91 PDFDocument3 pagesD91 PDFJuan Diego ArizabalNo ratings yet
- Weld Consumable SelectionDocument25 pagesWeld Consumable SelectionNisarg PandyaNo ratings yet
- B - Boehler EMK 6 - de - en - 5 PDFDocument1 pageB - Boehler EMK 6 - de - en - 5 PDFburakNo ratings yet
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoNo ratings yet
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1No ratings yet
- B - Boehler NiMo 1-IG - de - en - 5Document1 pageB - Boehler NiMo 1-IG - de - en - 5cristian popescuNo ratings yet
- Special Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0Document1 pageSpecial Metal Korea Co., LTD.: File No: SMK-DS-SM-308L Rev.0son ambaritaNo ratings yet
- CHF101 CHW S16 PDFDocument1 pageCHF101 CHW S16 PDFImmalatulhusnaNo ratings yet
- EMK 6 - DatasheetDocument1 pageEMK 6 - Datasheetronaldb322No ratings yet
- Aws Er70sDocument4 pagesAws Er70smanofNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Special Metal Korea Co., LTDDocument1 pageSpecial Metal Korea Co., LTDWelli E SNo ratings yet
- SM 385Document1 pageSM 385Arizal Nur ArdhiNo ratings yet
- Valve Material SpecificationDocument5 pagesValve Material Specificationapi-9572051No ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- E16 8 2Document4 pagesE16 8 2Branko FerenčakNo ratings yet
- SmawDocument56 pagesSmawFakhar WindratamaNo ratings yet
- E71T-GS Gasless Flux Cored Welding WireDocument1 pageE71T-GS Gasless Flux Cored Welding WireMarius BarNo ratings yet
- StoryDocument12 pagesStoryTarun KumarNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Boehler CM2-UPDocument1 pageBoehler CM2-UPdiahNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- Hyundai Welding Co., LTDDocument3 pagesHyundai Welding Co., LTDblahNo ratings yet
- MMA Electrode ClassificationDocument5 pagesMMA Electrode ClassificationRama Krishna Reddy DonthireddyNo ratings yet
- Unibraze ER80S-B2 (TIG) PDFDocument1 pageUnibraze ER80S-B2 (TIG) PDFRodrigo CarizNo ratings yet
- 1.7734-DatasheetDocument4 pages1.7734-DatasheetMax PrzybyllaNo ratings yet
- Rules For Materials and Welding 2021 AmendmentsDocument29 pagesRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCNo ratings yet
- Böhler Er 70 S-2Document1 pageBöhler Er 70 S-2brayanNo ratings yet
- Hyundai Supercored 71HDocument9 pagesHyundai Supercored 71HPongwitt BoonayamaneeNo ratings yet
- Avesta 316L-SKRDocument1 pageAvesta 316L-SKRIuliu HurducaciNo ratings yet
- Special Metal Korea Co., LTD.: DescriptionDocument1 pageSpecial Metal Korea Co., LTD.: DescriptionWelli E SNo ratings yet
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocument1 pageL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55No ratings yet
- BÖHLER Ti 52 NG T-FD (Diamondspark 31 NG) : Flux Cored Wire, Seamless, Self-Shielded, UnalloyedDocument1 pageBÖHLER Ti 52 NG T-FD (Diamondspark 31 NG) : Flux Cored Wire, Seamless, Self-Shielded, UnalloyedbrayanNo ratings yet
- 02112015000000B - Boehler FOX EV 65 - CeDocument1 page02112015000000B - Boehler FOX EV 65 - CeMohamed AdelNo ratings yet
- Hyundai Welding Co., LTD.: Gas Metal Arc Welding Consumables For Welding of Mild & 490mpa Class High Tensile SteelDocument5 pagesHyundai Welding Co., LTD.: Gas Metal Arc Welding Consumables For Welding of Mild & 490mpa Class High Tensile Steelkhoi nguyenvanNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- CHW 50C6Document1 pageCHW 50C6scribdsonbaNo ratings yet
- S-717 X M-12K L-8 A-2: Hyundai Welding Co., LTDDocument12 pagesS-717 X M-12K L-8 A-2: Hyundai Welding Co., LTDamir bizhehNo ratings yet
- S-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDDocument6 pagesS-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDSergio AlejandroNo ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- Böhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistanceDocument1 pageBöhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistancecocoNo ratings yet
- Chemical Composition of ASTM A516 Grade 70 / ASME SA516 Grade 70Document4 pagesChemical Composition of ASTM A516 Grade 70 / ASME SA516 Grade 70Abdul WahabNo ratings yet
- Alloy 6082 - Rev2012Document2 pagesAlloy 6082 - Rev2012Ysraels Santisteban DurandNo ratings yet
- 1.3532 16NiCrMo16-5Document3 pages1.3532 16NiCrMo16-5RedNo ratings yet
- Filler Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysDocument8 pagesFiller Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysimreNo ratings yet
- YAWATA 7018: Classification Applications Characteristics ApprovalsDocument1 pageYAWATA 7018: Classification Applications Characteristics ApprovalsDenny AgusNo ratings yet
- Low Alloy13Document5 pagesLow Alloy13Branko FerenčakNo ratings yet
- Annealed Engineering Steel C45E / 1042 (ASTMDocument2 pagesAnnealed Engineering Steel C45E / 1042 (ASTMkazdoelahNo ratings yet
- Solliid WiireDocument6 pagesSolliid WiireVõĐìnhKhaNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Document5 pagesMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiNo ratings yet
- Tay Township User Fees and Service Charges BylawDocument27 pagesTay Township User Fees and Service Charges BylawMidland_MirrorNo ratings yet
- Pure Sine Wave Inverter For House BackupDocument44 pagesPure Sine Wave Inverter For House BackupKrista Jackson100% (1)
- Concrete Mix Design 10Document1 pageConcrete Mix Design 10Rexter UnabiaNo ratings yet
- BoyapatyDocument5 pagesBoyapatylalalallalalaaluuuNo ratings yet
- Handling An Maintenance of Construction Machineries, Equipments and InstrumentsDocument13 pagesHandling An Maintenance of Construction Machineries, Equipments and InstrumentsVelmurugan BalasubramanianNo ratings yet
- Didsn1811a (Skyair R-410a)Document12 pagesDidsn1811a (Skyair R-410a)Ari SetyawanNo ratings yet
- E4-E5 CM (3G Operational Issues)Document42 pagesE4-E5 CM (3G Operational Issues)VIKAS NIGAMNo ratings yet
- Curriculam Vitae: ObjectiveDocument4 pagesCurriculam Vitae: ObjectiveSachin DeoNo ratings yet
- Pre Check: 1. Vgrs System DescriptionDocument8 pagesPre Check: 1. Vgrs System DescriptionNickNo ratings yet
- Pravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)Document2 pagesPravin Yesubon.Y: and Social Responsibility (PSSR) and Personal Survival Techniques (PST)shaNo ratings yet
- SavcaEugeniu (CV) byDocument4 pagesSavcaEugeniu (CV) bySavcaNo ratings yet
- Chapter 14 - Storm and Sanitary Analysis PDFDocument41 pagesChapter 14 - Storm and Sanitary Analysis PDFdobridorinNo ratings yet
- QuestionsDocument7 pagesQuestionsallanrnmanalotoNo ratings yet
- Dynamic Arrays With The Arraylist Class Chapter Xii TopicsDocument38 pagesDynamic Arrays With The Arraylist Class Chapter Xii TopicsRocket FireNo ratings yet
- Literature ReviewDocument2 pagesLiterature ReviewkhairulNo ratings yet
- Blackboard 9.1Document49 pagesBlackboard 9.1ds532No ratings yet
- Liebert PDX PCW Thermal Management System User ManualDocument184 pagesLiebert PDX PCW Thermal Management System User ManualJeffNo ratings yet
- "Part - I - General Central Services Group B'Document13 pages"Part - I - General Central Services Group B'NarayanaNo ratings yet
- Woodward 2301D ManualDocument104 pagesWoodward 2301D ManualAbdul Samad MahmoodNo ratings yet
- Pedestrian Design Guidelines PDFDocument50 pagesPedestrian Design Guidelines PDFIvan AndradeNo ratings yet
- Repair Kit Hitachi PlasmaDocument4 pagesRepair Kit Hitachi Plasmacolman123456789100% (1)
- PCTDS 027 Fendolite MII Cold Wet Weather ApplicationDocument2 pagesPCTDS 027 Fendolite MII Cold Wet Weather ApplicationMohammed AhteshamNo ratings yet
- A Interview QuestionsDocument363 pagesA Interview QuestionsJaishankar RenganathanNo ratings yet
- SOM One Linear PDFDocument88 pagesSOM One Linear PDFDinuSkyNo ratings yet
- Resistor DatasheetDocument10 pagesResistor DatasheetEndradno KurniaNo ratings yet
- Roland Sands Design US CatalogDocument56 pagesRoland Sands Design US Catalogsema2210No ratings yet