You might also like
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Natural Circulation in BoilersDocument11 pagesNatural Circulation in BoilerssenaNo ratings yet
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedNo ratings yet
- Boilers: - Fire Tube - Water Tube - Scotch Gerald Q. Campañano Bridging Batch 8Document12 pagesBoilers: - Fire Tube - Water Tube - Scotch Gerald Q. Campañano Bridging Batch 8Gerald CampañanoNo ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Introduction To BoilersDocument219 pagesIntroduction To BoilersTsako ManganyeNo ratings yet
- BoilerDocument23 pagesBoilerfaizan_3i6300No ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Boiler Components & Working ExplainedDocument14 pagesBoiler Components & Working Explainedavv456No ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- 30 July - Water Tube Boilers - Spirax SarcoDocument7 pages30 July - Water Tube Boilers - Spirax SarcoMalik DaniyalNo ratings yet
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewFrom EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNo ratings yet
- Steam BoilerDocument7 pagesSteam BoilerVishnu VardhanNo ratings yet
- Better Understand BoilersDocument6 pagesBetter Understand BoilersdigecaNo ratings yet
- Chapter 4 PDFDocument30 pagesChapter 4 PDFMuhammed Bn JihadNo ratings yet
- Power Plant EngineeringDocument9 pagesPower Plant EngineeringBlessyJoyPunsalanNo ratings yet
- Mountings and AccessoriesDocument39 pagesMountings and AccessoriesVarsha PraburamNo ratings yet
- Lecture 7 - Steam GeneratorsDocument6 pagesLecture 7 - Steam GeneratorsHussain Abbas100% (1)
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- Falling Film Evaporation:: The Most Efficient Energy Optimisation For Exothermal ProcessesDocument3 pagesFalling Film Evaporation:: The Most Efficient Energy Optimisation For Exothermal ProcessesdonyaNo ratings yet
- Chapter Two Steam Power PlantDocument42 pagesChapter Two Steam Power PlantPercy Aduviri FloresNo ratings yet
- A.D.Patel Institute of Technology: Power Plant Engineering (2171910)Document10 pagesA.D.Patel Institute of Technology: Power Plant Engineering (2171910)Raj JoshiNo ratings yet
- 1 Boilers MmsDocument35 pages1 Boilers MmsTahir MahmoodNo ratings yet
- Boiler Basics: Design, Operation, Components & SystemsDocument5 pagesBoiler Basics: Design, Operation, Components & SystemsEng Waleed MouhammedNo ratings yet
- High Pressure Water Tube Boiler: Design, Working & AdvantagesDocument11 pagesHigh Pressure Water Tube Boiler: Design, Working & AdvantagesBien100% (1)
- Report in Steam Generators: Schematic Diagram of A Boiler SystemDocument18 pagesReport in Steam Generators: Schematic Diagram of A Boiler SystemZa YonNo ratings yet
- Improve boiler efficiency with superheated steamDocument15 pagesImprove boiler efficiency with superheated steamPrakashMarinerNo ratings yet
- Water Tube BoilerDocument8 pagesWater Tube Boilersandeep kumarNo ratings yet
- BoilersDocument51 pagesBoilersJustus FernzNo ratings yet
- Module 3Document62 pagesModule 3AshishNo ratings yet
- Boiler Water & Steam CycleDocument50 pagesBoiler Water & Steam CycleRaviKushwahaNo ratings yet
- Boiloers and Its Mountings 4Document53 pagesBoiloers and Its Mountings 4Kummitha ObulareddyNo ratings yet
- Parts of Boiler: Furnace BurnerDocument40 pagesParts of Boiler: Furnace BurnerGanesh MuruganNo ratings yet
- High Pressure BoilerDocument8 pagesHigh Pressure BoilerAnand KalaniNo ratings yet
- Water Tube Boiler Guide: Types, Working Principle & ApplicationsDocument4 pagesWater Tube Boiler Guide: Types, Working Principle & ApplicationsJonathan MalamulaNo ratings yet
- Fire Water Tube BoilerDocument12 pagesFire Water Tube BoilerFatma HelalNo ratings yet
- Boiler Research: Types, Systems, Failures & SafetyDocument3 pagesBoiler Research: Types, Systems, Failures & SafetyJonathan MalamulaNo ratings yet
- Power Plant Steam Generators: Introduction: A Two in One - Combustor and Heat ExchangerDocument42 pagesPower Plant Steam Generators: Introduction: A Two in One - Combustor and Heat ExchangerABCDNo ratings yet
- MEE121 Boiler L-1 2 3 Sakib SirDocument29 pagesMEE121 Boiler L-1 2 3 Sakib SirTawsiful AlamNo ratings yet
- MEE 121: I M E: Steam GeneratorDocument10 pagesMEE 121: I M E: Steam GeneratorUma GoNo ratings yet
- Steam Generating Unit: Presented By: Garrido, Francis Collens Mangkit, Vencent Resabal, Marion VincentDocument75 pagesSteam Generating Unit: Presented By: Garrido, Francis Collens Mangkit, Vencent Resabal, Marion Vincentmarvin64No ratings yet
- #Lecture 3 - Steam GeneratorsDocument22 pages#Lecture 3 - Steam Generatorsmohamed EldesokyNo ratings yet
- BoilersDocument67 pagesBoilerssahilchemNo ratings yet
- Water Circulation SystemDocument16 pagesWater Circulation SystemAkashKishoreNo ratings yet
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragNo ratings yet
- Lecture 3 - 5 - High Pressure BoilersDocument32 pagesLecture 3 - 5 - High Pressure BoilersFEALABREPORTSNo ratings yet
- Boiler Drum DesignDocument3 pagesBoiler Drum Designtsrinivasan508350% (2)
- Power Plant BoilersDocument24 pagesPower Plant BoilerstabishkhanaligNo ratings yet
- BoilerDocument16 pagesBoilerZubair Khan100% (1)
- Miscellaneous Boiler Types, Economisers and Superheaters ExplainedDocument4 pagesMiscellaneous Boiler Types, Economisers and Superheaters ExplainedsenaNo ratings yet
- Ornos, Janlyn Z. MEL 2 Assessment 1Document4 pagesOrnos, Janlyn Z. MEL 2 Assessment 1Janlyn OrnosNo ratings yet
- Caustic GougingDocument57 pagesCaustic GougingSumitskbNo ratings yet
- Boiler Steam To ProcessDocument9 pagesBoiler Steam To ProcessMDR PRAPHUNo ratings yet
- Exp No 04 Working of High Pressure Boiler.Document6 pagesExp No 04 Working of High Pressure Boiler.Aasawari MahagaonkarNo ratings yet
- TYPES OF BOILERSDocument13 pagesTYPES OF BOILERSKalisetti AnilNo ratings yet
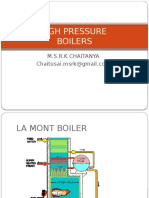
- High Pressure BoilersDocument15 pagesHigh Pressure BoilersChaitanya MsrkNo ratings yet
- Theory of Steam Generation ExplainedDocument8 pagesTheory of Steam Generation Explainedraudatul22No ratings yet
- Design Analysis Report of 6 Ton Lifting Load Capacity TrunnionDocument2 pagesDesign Analysis Report of 6 Ton Lifting Load Capacity TrunnionEngr Khurram Jaan RamayNo ratings yet
- Trunnion 6 TonDocument3 pagesTrunnion 6 TonEngr Khurram Jaan RamayNo ratings yet
- API 510-Kuwait Petroleum QuestionsDocument160 pagesAPI 510-Kuwait Petroleum QuestionsKamal Niazi Khan100% (21)
- Design and Analysis of The Pressure Vessel PDFDocument4 pagesDesign and Analysis of The Pressure Vessel PDFEngr Khurram Jaan RamayNo ratings yet
- PetroSync - ASME B31.3 Process Piping Code Design Requirements 2017Document5 pagesPetroSync - ASME B31.3 Process Piping Code Design Requirements 2017Engr Khurram Jaan RamayNo ratings yet
- Yfpdls Masood Khurram Mr-1Document1 pageYfpdls Masood Khurram Mr-1Engr Khurram Jaan RamayNo ratings yet
- ProScheduler - Appointment CancelledDocument2 pagesProScheduler - Appointment CancelledEngr Khurram Jaan RamayNo ratings yet
- Saddle Design OutDocument32 pagesSaddle Design OutEngr Khurram Jaan RamayNo ratings yet
- SA-240 304L lifting lug stress analysisDocument2 pagesSA-240 304L lifting lug stress analysisEngr Khurram Jaan RamayNo ratings yet
- Flange CheckDocument14 pagesFlange CheckEngr Khurram Jaan RamayNo ratings yet
- Design Engineer CV TemplateDocument2 pagesDesign Engineer CV Template5wolf7No ratings yet
- API 510 Quick NotesDocument350 pagesAPI 510 Quick NotesMohammed Shakil91% (11)
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Design and Analysis of The Pressure Vessel PDFDocument4 pagesDesign and Analysis of The Pressure Vessel PDFEngr Khurram Jaan RamayNo ratings yet
- SRV 716TDocument5 pagesSRV 716TEngr Khurram Jaan RamayNo ratings yet
- Doug Scott CVDocument6 pagesDoug Scott CVEngr Khurram Jaan RamayNo ratings yet
- Safety ValveDocument6 pagesSafety ValveEngr Khurram Jaan RamayNo ratings yet
- Safety ValveDocument9 pagesSafety ValveEngr Khurram Jaan RamayNo ratings yet
- Motivation Letter-Khurram MasoodDocument2 pagesMotivation Letter-Khurram MasoodEngr Khurram Jaan RamayNo ratings yet
- Hand Rail Typical DetailDocument1 pageHand Rail Typical DetailEngr Khurram Jaan RamayNo ratings yet
- Technical Specs 65 m3 LPG Steel Suspension Double TyreDocument3 pagesTechnical Specs 65 m3 LPG Steel Suspension Double TyreEngr Khurram Jaan RamayNo ratings yet
- Overview of Rotating Equipment PDFDocument96 pagesOverview of Rotating Equipment PDFAiyappa Devraj100% (6)
- Legal NoticeDocument1 pageLegal NoticeEngr Khurram Jaan RamayNo ratings yet
- Vessel PricingDocument2 pagesVessel PricingEngr Khurram Jaan RamayNo ratings yet
- Piping Flexibility ReportDocument608 pagesPiping Flexibility ReportEngr Khurram Jaan RamayNo ratings yet
- 3D View 83225F2004BDocument1 page3D View 83225F2004BEngr Khurram Jaan RamayNo ratings yet
- Design Drawing of LPG Tanker TrailerDocument1 pageDesign Drawing of LPG Tanker TrailerEngr Khurram Jaan RamayNo ratings yet
- Piping Flexibility Analysis ReportDocument227 pagesPiping Flexibility Analysis ReportEngr Khurram Jaan RamayNo ratings yet
- 5 Units Separator BOQ Pipe, Flange and Fitting 25-8-15Document24 pages5 Units Separator BOQ Pipe, Flange and Fitting 25-8-15Engr Khurram Jaan RamayNo ratings yet
- Pentar SaDocument4 pagesPentar SaEngr Khurram Jaan RamayNo ratings yet
- 05 - 2 Heat Balance - Practice Problem - InstructorDocument31 pages05 - 2 Heat Balance - Practice Problem - Instructorsawitri diah ayu komala100% (2)
- Sabroe PPDocument28 pagesSabroe PPGPNo ratings yet
- 130321-APU Project Specification Form (PSF)Document8 pages130321-APU Project Specification Form (PSF)Ahmed AsnagNo ratings yet
- ME6404-Thermal EngineeringDocument17 pagesME6404-Thermal EngineeringAnonymous dIhhKANo ratings yet
- Gunung Megang - Final PDDDocument56 pagesGunung Megang - Final PDDbapaobaoNo ratings yet
- S (G2) Series Datasheet-3.22Document2 pagesS (G2) Series Datasheet-3.22Carlos CruzNo ratings yet
- Thermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFDocument17 pagesThermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFnemochuNo ratings yet
- Remark SN Particulars: Left TOP Front Left TOP FrontDocument6 pagesRemark SN Particulars: Left TOP Front Left TOP FrontPankaj PandeyNo ratings yet
- Direktori Kompetensi 2021Document98 pagesDirektori Kompetensi 2021Fransius Permadi NainggolanNo ratings yet
- Turbopump of Rocket LE-7Document25 pagesTurbopump of Rocket LE-7gurky33No ratings yet
- How piping systems are classified by stressDocument1 pageHow piping systems are classified by stresstibor121774_66173108No ratings yet
- 7 Fluid Dynamics Tutorial SolutionDocument25 pages7 Fluid Dynamics Tutorial SolutionAldhaAhmadyaningratNo ratings yet
- SAES-B-062 Editorial Revision-16 March 2023Document22 pagesSAES-B-062 Editorial Revision-16 March 2023Faheem Khan100% (1)
- Auha 36 LatnDocument28 pagesAuha 36 LatnJuan Antonio Martinez MarinNo ratings yet
- BS5440 Quick GuideDocument4 pagesBS5440 Quick Guidenyj martin100% (2)
- Accepted Manuscript: Renewable EnergyDocument38 pagesAccepted Manuscript: Renewable EnergyPrivateNo ratings yet
- Turn Over by Bunan MV Ariso WiperDocument6 pagesTurn Over by Bunan MV Ariso WiperJoren PalminNo ratings yet
- Technical Data Sheet MX21TG 200-220/230V 50/60Hz 1 R404A: Compressor Model Voltage RefrigerantDocument5 pagesTechnical Data Sheet MX21TG 200-220/230V 50/60Hz 1 R404A: Compressor Model Voltage RefrigerantCarlos SilvaNo ratings yet
- Medical Gas DesignDocument8 pagesMedical Gas Designwetchkrub100% (1)
- Here UN Eets Ater: W S M WDocument37 pagesHere UN Eets Ater: W S M Wsandeep devabhaktuniNo ratings yet
- AGRU SystemDocument1 pageAGRU SystemNoar CaesarNo ratings yet
- Lecture 3 - Improving Performance - RegenerationDocument5 pagesLecture 3 - Improving Performance - RegenerationMuhammad Alam Zaib KhanNo ratings yet
- Natural Gas Production and OperationsDocument2 pagesNatural Gas Production and OperationsHossam M. Abd El RahmanNo ratings yet
- Aft Tme Case StudyDocument2 pagesAft Tme Case Studypca97No ratings yet
- T6N 800 Circuit Breaker DetailsDocument3 pagesT6N 800 Circuit Breaker DetailsAndrés GarciaNo ratings yet
- Terex Rh200 Maintenance Training: Hydraulic Cooling SystemDocument14 pagesTerex Rh200 Maintenance Training: Hydraulic Cooling Systemchurypizarro2367No ratings yet
- Submersible Pump CatalogueDocument2 pagesSubmersible Pump CatalogueMehmet Akif GülNo ratings yet
- Thermal Engineering I MANUALDocument35 pagesThermal Engineering I MANUALKalpit KauraseNo ratings yet
- SPM 097Document2 pagesSPM 097Benito CelestinNo ratings yet
- Electrical Energy Storage Systems (MIET2131) : Session 3: PEM Electrolysers, Hydrogen Storage and SafetyDocument46 pagesElectrical Energy Storage Systems (MIET2131) : Session 3: PEM Electrolysers, Hydrogen Storage and SafetyAster J.No ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemFrom EverandISO 50001: A strategic guide to establishing an energy management systemNo ratings yet
- The Way Home: Tales from a life without technologyFrom EverandThe Way Home: Tales from a life without technologyRating: 4 out of 5 stars4/5 (45)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)