You might also like
- Pintado de vehículos por difuminado. TMVL0509From EverandPintado de vehículos por difuminado. TMVL0509Rating: 5 out of 5 stars5/5 (1)
- Como Hacer Artesania Con Resina en CasaDocument86 pagesComo Hacer Artesania Con Resina en Casadario armijos100% (1)
- Materiales de ImpresionDocument108 pagesMateriales de Impresionaka_andres90% (10)
- Clasificacion de Telares Industriales y Proceso de TejeduriaDocument75 pagesClasificacion de Telares Industriales y Proceso de TejeduriaTati Emilia HerreraNo ratings yet
- Resina EpóxicaDocument3 pagesResina EpóxicaAlexandra Moreno0% (1)
- Manual Reparacion de Plasticos AutomotrizDocument59 pagesManual Reparacion de Plasticos Automotrizadolf07100% (5)
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesFrom EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesRating: 5 out of 5 stars5/5 (1)
- Infusión de ResinaDocument21 pagesInfusión de ResinaAlejandro Garnica100% (1)
- Ennoblecimiento TextilDocument54 pagesEnnoblecimiento Textiljenifer201388% (8)
- Tintura de La Viscosa Con Colorantes Reactivos 2021-1Document31 pagesTintura de La Viscosa Con Colorantes Reactivos 2021-1Ronald Gutierrez Meneses100% (1)
- ENGOMADODocument15 pagesENGOMADORodrigo Cortes50% (2)
- Especificaciones Tuberias Acero PDFDocument33 pagesEspecificaciones Tuberias Acero PDFSergio Antonio ErazoNo ratings yet
- Introduccion Resina Poliester y OtrosDocument22 pagesIntroduccion Resina Poliester y OtrosCarlitosCarmonaNo ratings yet
- AcabadosDocument22 pagesAcabadosMackCaO100% (3)
- Pastas, morteros, adhesivos y hormigones. EOCB0208From EverandPastas, morteros, adhesivos y hormigones. EOCB0208No ratings yet
- Manual Técnico para La Elaboracion de Un Accesorio en PRFVDocument16 pagesManual Técnico para La Elaboracion de Un Accesorio en PRFVJavier BeckerNo ratings yet
- Acabados MecanicosDocument11 pagesAcabados MecanicosLarisa Romero100% (2)
- Cómo Hacer Piezas de Fibra de CarbonoDocument4 pagesCómo Hacer Piezas de Fibra de Carbonopisignatus123No ratings yet
- Materiales Compuestos 2Document66 pagesMateriales Compuestos 2SebastianArocaNo ratings yet
- MEZCLASDocument4 pagesMEZCLASEli Wilson Mc100% (1)
- Procedimiento de Anclaje de PernosDocument9 pagesProcedimiento de Anclaje de Pernosdante barronNo ratings yet
- Introducción A Los Usos de La Resina Poliester y Otros MaterialesDocument22 pagesIntroducción A Los Usos de La Resina Poliester y Otros Materialesangelescrov9964100% (10)
- Materiales de Impresion SiliconaDocument8 pagesMateriales de Impresion SiliconaDana Priscila MirandaNo ratings yet
- Engomado y Desengomado TextilDocument4 pagesEngomado y Desengomado TextilAyde ACNo ratings yet
- Fosas de AzufreDocument32 pagesFosas de AzufreDAVID SOTONo ratings yet
- SerigrafiavanzadaDocument19 pagesSerigrafiavanzadajimmezaNo ratings yet
- Moldeo Manual y Por ProyecciónDocument23 pagesMoldeo Manual y Por ProyecciónIrvingLopezNo ratings yet
- Como Laminar Fibra de Carbono Con Resina EpoxiDocument8 pagesComo Laminar Fibra de Carbono Con Resina EpoxiEduardo_Sarnag_2496No ratings yet
- Materiales Compuestos GlosarioDocument14 pagesMateriales Compuestos GlosarioGalit Fernanda Cayoja VasquezNo ratings yet
- El Soporte Textil 3Document69 pagesEl Soporte Textil 3franciscoNo ratings yet
- Clase - 6 - Materiales CompuestosDocument32 pagesClase - 6 - Materiales CompuestosMatiasUbillaNo ratings yet
- SpandexDocument7 pagesSpandexAndrea Gabriela Venero RondónNo ratings yet
- Laminado y Moldeo de Resina Poliéster Con Fibra de VidrioDocument5 pagesLaminado y Moldeo de Resina Poliéster Con Fibra de Vidrioposadaco100% (1)
- Manual Carbotex FabricacionDocument15 pagesManual Carbotex Fabricacioncarlos_manuel_v4761No ratings yet
- Lonas y Encerados para CamionesDocument9 pagesLonas y Encerados para CamionesAdrianaNo ratings yet
- Microsoft Word - FABRICOPDocument30 pagesMicrosoft Word - FABRICOPEnrique RamosNo ratings yet
- Membrana Elastomerica in Situ (Plavicon)Document6 pagesMembrana Elastomerica in Situ (Plavicon)Ivana Solange DelsartNo ratings yet
- Laboratorio Numero 5Document11 pagesLaboratorio Numero 5JanPool PosadaNo ratings yet
- Cubetas IndividualesDocument5 pagesCubetas IndividualesSara Pineda ParedesNo ratings yet
- Materiales de ImpresionDocument23 pagesMateriales de ImpresionElena Eva Quiroz CuevaNo ratings yet
- Guia para Moldear Con Resina de Poliester Y Fibra de Vidrio PDFDocument2 pagesGuia para Moldear Con Resina de Poliester Y Fibra de Vidrio PDFBobyNunes NunesNo ratings yet
- Acabados 2Document4 pagesAcabados 2Mar PonteNo ratings yet
- Introducciòn 10000Document6 pagesIntroducciòn 10000Marco AntnNo ratings yet
- TensoestructuraDocument19 pagesTensoestructural21200298No ratings yet
- Introduccion Fibra y MoldesDocument6 pagesIntroduccion Fibra y Moldeskalin08No ratings yet
- Práctica 2. Vaciado y Encapsulado (Equipo 6)Document11 pagesPráctica 2. Vaciado y Encapsulado (Equipo 6)Sebastian TaboadaNo ratings yet
- Fabricación de Productos de Plástico Reforzado Con Fibra de VidrioDocument5 pagesFabricación de Productos de Plástico Reforzado Con Fibra de VidrioZ RojasNo ratings yet
- Engomado de UrdimbresDocument13 pagesEngomado de UrdimbresDieguiTo Ferr ZYzy LPNo ratings yet
- Tejido y JacquardDocument7 pagesTejido y JacquardDanii HalleyNo ratings yet
- Resinas CompuestasDocument48 pagesResinas CompuestasLizbeth Larraga meloNo ratings yet
- Vdocuments - MX - Curso de Fibra de Vidrio Plasticos y ResinasdocDocument26 pagesVdocuments - MX - Curso de Fibra de Vidrio Plasticos y ResinasdocJuan Carlos VillegasNo ratings yet
- Moldeo Por Infusión de ResinaDocument2 pagesMoldeo Por Infusión de ResinaPaola ArandaNo ratings yet
- Materiales Sinteticos y CompuestosDocument14 pagesMateriales Sinteticos y Compuestosjhonatanzam511No ratings yet
- Riegos de Sello. Texto - DatDocument12 pagesRiegos de Sello. Texto - DatIvan Morales AguilarNo ratings yet
- Elastomeros y Ceras DentalesDocument34 pagesElastomeros y Ceras DentalesDucho Cancino Vargas100% (3)
- 7AM2 PMC Villa DíazDocument10 pages7AM2 PMC Villa DíazBrenda Abigail Villa DíazNo ratings yet
- Practica 4 Encapsulado Con Resina Poliester CristalDocument3 pagesPractica 4 Encapsulado Con Resina Poliester CristalNarda GonzálezNo ratings yet
- Manual Resinas y FibrasDocument22 pagesManual Resinas y Fibras99XcientoNo ratings yet
- MTRDocument18 pagesMTRlibrosmanNo ratings yet
- Moldeo Por ContactoDocument10 pagesMoldeo Por Contactobonachon2100% (1)
- Pastas, morteros, adhesivos y hormigones. EOCB0109From EverandPastas, morteros, adhesivos y hormigones. EOCB0109No ratings yet
- Dosificación de mezclas para bloques de hormigónFrom EverandDosificación de mezclas para bloques de hormigónNo ratings yet
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaFrom EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNo ratings yet
- Pastas, morteros, adhesivos y hormigones. IEXD0409From EverandPastas, morteros, adhesivos y hormigones. IEXD0409No ratings yet
- Carboguard 890 GF PDSDocument5 pagesCarboguard 890 GF PDSLuisCharrisNo ratings yet
- 24 Romero Lima EE446NDocument36 pages24 Romero Lima EE446NyelsinsoteloNo ratings yet
- Manual Instalacion Cople y B&WDocument82 pagesManual Instalacion Cople y B&WSindley LimaferNo ratings yet
- AralditDocument5 pagesAralditaragonitoNo ratings yet
- Lab 6 Procesados 3Document13 pagesLab 6 Procesados 3JimmyVargasNo ratings yet
- Recfinish Epoxy 600Document2 pagesRecfinish Epoxy 600Juber Castro VillazanaNo ratings yet
- Esmalte UretanoDocument4 pagesEsmalte UretanoWILSON SANGUINO RINCONNo ratings yet
- Procedimiento para Proteccion Con Recubrimientos AnticorrosivosDocument8 pagesProcedimiento para Proteccion Con Recubrimientos AnticorrosivosPancho LopezNo ratings yet
- Catálogo Permatex 2021Document13 pagesCatálogo Permatex 2021Diego Alvarez AlvarezNo ratings yet
- Plastomeros y Elastomeros.Document17 pagesPlastomeros y Elastomeros.CRISPIN FERMIN FERNANDEZ PAZ100% (1)
- Sistemas Inyeccion - Sellado e Impermeabilización Sika InjectionDocument20 pagesSistemas Inyeccion - Sellado e Impermeabilización Sika InjectionJohan Lomparte100% (1)
- Efm 105Document4 pagesEfm 105Rodrigo SBNo ratings yet
- Materiales CompuestosDocument9 pagesMateriales CompuestosIsmael Saidi NaranjoNo ratings yet
- Esmalte Epoxi para Pisos Sin SolventeDocument2 pagesEsmalte Epoxi para Pisos Sin SolventeRodrigoMorenoNo ratings yet
- EPOXIDocument5 pagesEPOXIAshley Noemi Sanchez DelgadoNo ratings yet
- HT - Sikadur 35 Hmlv.Document4 pagesHT - Sikadur 35 Hmlv.rosarioNo ratings yet
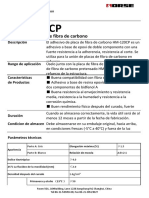
- HM120CP Epoxico de Placa de Fibra de CarbonoDocument3 pagesHM120CP Epoxico de Placa de Fibra de CarbonoLuis FloresNo ratings yet
- Resina Epoxica Multiproposito Sika EpoxypisoDocument7 pagesResina Epoxica Multiproposito Sika EpoxypisoCruzAlbertoNo ratings yet
- Informe de Pintura, Resinas y PigmentosDocument13 pagesInforme de Pintura, Resinas y PigmentosMichael Moreira JimenezNo ratings yet
- GLOSARIO Pinturas PDFDocument6 pagesGLOSARIO Pinturas PDFEdgar Coavas PérezNo ratings yet
- Procedimiento de Fabricación de Palas de Aerogenerador Con Material Termoplástico.Document15 pagesProcedimiento de Fabricación de Palas de Aerogenerador Con Material Termoplástico.energía solar ok100% (1)
- JET 85 MP Con Fosfato de ZincDocument2 pagesJET 85 MP Con Fosfato de ZincRamiro RamirezNo ratings yet
- 7 Consejos para Trabajar Con Resina EpoxiDocument9 pages7 Consejos para Trabajar Con Resina Epoxiulises lopezNo ratings yet