You might also like
- Inspection and Test Plan For Storage TankDocument8 pagesInspection and Test Plan For Storage TankAndreas AlexanderNo ratings yet
- Quality Control Form - 3Document1 pageQuality Control Form - 3ravi ajithNo ratings yet
- ITP Heat ExchangerDocument1 pageITP Heat Exchangersarmad009No ratings yet
- Process Piping Inspection and Test PlanDocument6 pagesProcess Piping Inspection and Test Planmanoj thakkarNo ratings yet
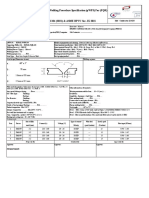
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- Hydraulic crash barriers ITPDocument4 pagesHydraulic crash barriers ITPmoytabura96No ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Inspection Plan NDTDocument7 pagesInspection Plan NDTEdison WalitNo ratings yet
- DVS 2207-3Document12 pagesDVS 2207-3gura9054No ratings yet
- Itp For Casing, Ducting, StackaaaaaaaaaaaDocument4 pagesItp For Casing, Ducting, Stackaaaaaaaaaaaaymanmalah100% (1)
- 1.13 Inspection & Test PlansDocument1 page1.13 Inspection & Test Plansabimanyubawono100% (2)
- Desmet Ballestra India PVT LTD: Inspection Test PlanDocument2 pagesDesmet Ballestra India PVT LTD: Inspection Test Plansameer patilNo ratings yet
- Essential Variables for Welder QualificationDocument12 pagesEssential Variables for Welder QualificationMahmoud Alwasif100% (2)
- Welder Wise Repair PercentageDocument135 pagesWelder Wise Repair PercentageaakashNo ratings yet
- Al Wakrah Stadium Tank Inspection and Test PlanDocument19 pagesAl Wakrah Stadium Tank Inspection and Test PlanErin JohnsonNo ratings yet
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- Insulating Flange Kits DatasheetDocument4 pagesInsulating Flange Kits DatasheetKykyRizkyNo ratings yet
- WPS-Shell To Tubesheet (CS-SS)Document1 pageWPS-Shell To Tubesheet (CS-SS)suria qaqcNo ratings yet
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- Daily piping fit-up reportDocument2 pagesDaily piping fit-up reportnguyenquanghiepNo ratings yet
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDocument2 pagesEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaNo ratings yet
- Inspection Report - ValvesDocument2 pagesInspection Report - ValvesJaspal KaurNo ratings yet
- Flare Stack ITP Inspection PlanDocument3 pagesFlare Stack ITP Inspection Planlailatul kodriNo ratings yet
- ITP For PipingDocument5 pagesITP For PipingAldeline SungahidNo ratings yet
- Chemical Resistance (LLDPE) PDFDocument24 pagesChemical Resistance (LLDPE) PDFrubyshreeNo ratings yet
- Epilux 610 HBLD Primer Coating: Resistance Guide Product DataDocument2 pagesEpilux 610 HBLD Primer Coating: Resistance Guide Product DataBijaya RaulaNo ratings yet
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaNo ratings yet
- WPS - 2Document3 pagesWPS - 2aleventNo ratings yet
- NDT Report - Dovetail WheelsDocument4 pagesNDT Report - Dovetail WheelsOm Ar TanNo ratings yet
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- Quality control inspection reportDocument1 pageQuality control inspection reportKo Lin Tun0% (1)
- Piping System Hydraulic Test Procedure R0Document6 pagesPiping System Hydraulic Test Procedure R0cmc261185No ratings yet
- Piping Fabrication ITPDocument5 pagesPiping Fabrication ITPNatraji100% (1)
- Sample Heat Treatment ProcedureDocument13 pagesSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- NDT Request (Template)Document4 pagesNDT Request (Template)Bethel NdifonNo ratings yet
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Dimensional Inspektion ReportDocument6 pagesDimensional Inspektion Reportdidi sudiNo ratings yet
- WFP 2-01 ASME B31 Piping Welding ProcedureDocument8 pagesWFP 2-01 ASME B31 Piping Welding Procedureleodavid87No ratings yet
- July weld repair rate reportDocument2 pagesJuly weld repair rate reportSalahuddin FarooquiNo ratings yet
- F07-Visual Inspection Report NEWDocument1 pageF07-Visual Inspection Report NEWmohd as shahiddin jafriNo ratings yet
- Inspection and Test Plan For Silos and HoppersDocument15 pagesInspection and Test Plan For Silos and HoppersHOMAYOUN KHADIVINo ratings yet
- Cold Tap Coating Report 2Document1 pageCold Tap Coating Report 2Jamal BakhtNo ratings yet
- Circularity Inspection Report: Shell Course (LW) CW CWDocument14 pagesCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNo ratings yet
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Document3 pagesNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalDocument5 pagesSaudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalpravinNo ratings yet
- CV UpdateDocument8 pagesCV UpdateAlya Chyank San-sanNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- FInal QAP HDPE WeldingDocument2 pagesFInal QAP HDPE Weldingkannagi198No ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- Asme Sections ListDocument1 pageAsme Sections ListShreekanthKannathNo ratings yet
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshNo ratings yet
- Refractory Inspection: Prepared by Integrity EngineeringDocument17 pagesRefractory Inspection: Prepared by Integrity EngineeringAhmedNo ratings yet
- Client: Supplier: Location: Sheet: Item: Large Size Gear BoxDocument1 pageClient: Supplier: Location: Sheet: Item: Large Size Gear BoxirwanNo ratings yet
- Qap Reciever TanksDocument6 pagesQap Reciever Tanksyamunaengg2011No ratings yet
- Oxygen MSDS Safety GuideDocument4 pagesOxygen MSDS Safety Guidelutfi_thalib3175No ratings yet
- Quantitative Mueller Matrix Polarimetry With Diverse ApplicationsDocument63 pagesQuantitative Mueller Matrix Polarimetry With Diverse ApplicationsHarsh Purwar100% (1)
- TDS Energrease MP-MG 2 InfoDocument9 pagesTDS Energrease MP-MG 2 InfoLucian IftemieNo ratings yet
- Centrifugal Pump TheoryDocument5 pagesCentrifugal Pump TheoryFungsam LimNo ratings yet
- ABRASIVE JET MACHINING ModellingDocument3 pagesABRASIVE JET MACHINING ModellingAnkit OlaNo ratings yet
- Specifyingstainlesssteelsurfacetreatments 10068 PDFDocument5 pagesSpecifyingstainlesssteelsurfacetreatments 10068 PDFshazia khanNo ratings yet
- NBS18 Heat TreatmentDocument46 pagesNBS18 Heat Treatmentshailesh_tiwari_mechNo ratings yet
- Airfoil Lift Procedures PDFDocument12 pagesAirfoil Lift Procedures PDFmatthias.s.sommer3656No ratings yet
- 9 InsulatorDocument39 pages9 InsulatorLeo KhkNo ratings yet
- TPAO-KTHDB PremiumThread TubingTechSpecSheet PH6Document1 pageTPAO-KTHDB PremiumThread TubingTechSpecSheet PH6ilkerkozturkNo ratings yet
- How To Process and Print Black-and-White FilmDocument6 pagesHow To Process and Print Black-and-White FilmPepParamosNo ratings yet
- Full download book Quantum Dots Fundamentals Synthesis And Applications Pdf pdfDocument41 pagesFull download book Quantum Dots Fundamentals Synthesis And Applications Pdf pdfhilda.pellowski343100% (19)
- Media File Sheehan Perf of HDG in Coastal Envs PDFDocument18 pagesMedia File Sheehan Perf of HDG in Coastal Envs PDFFrankie ChanNo ratings yet
- ISA-TR20.00.01 CD-ROM Table of Contents PDFDocument5 pagesISA-TR20.00.01 CD-ROM Table of Contents PDFmegojasNo ratings yet
- Experiment 4Document5 pagesExperiment 4chsullivan17No ratings yet
- Carbohydrate Metabolism Catabolism 2013Document108 pagesCarbohydrate Metabolism Catabolism 2013Anonymous nErkwtXnuS100% (1)
- Shimadzu System GC CatalogDocument48 pagesShimadzu System GC CatalogTerry Osenbach100% (1)
- P Block Short NotesDocument22 pagesP Block Short Notesthapliyaldivyanshu274No ratings yet
- What Is Calcium Oxalate PrecipitationDocument3 pagesWhat Is Calcium Oxalate PrecipitationluismiguelmmercadoNo ratings yet
- Fluoride, SPADNS Method 8029, 02-2009, 9th EdDocument7 pagesFluoride, SPADNS Method 8029, 02-2009, 9th EdAnonymous FRAdEnNo ratings yet
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDocument2 pagesSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarNo ratings yet
- Science Test - 1 QuarterDocument3 pagesScience Test - 1 QuarterCeeKay0% (1)
- Millenium Ro System Specifications: A Ge Osmonics Portable Reverse Osmosis SystemDocument7 pagesMillenium Ro System Specifications: A Ge Osmonics Portable Reverse Osmosis SystemgimenNo ratings yet
- Corrosol VE GP - TDS - Rev 4 - Feb 19Document2 pagesCorrosol VE GP - TDS - Rev 4 - Feb 19mkash028No ratings yet
- MSc Surveying and Water Resources TopicsDocument3 pagesMSc Surveying and Water Resources TopicsNirjhor KabirNo ratings yet
- RC Corbel Design (ACI318-05)Document2 pagesRC Corbel Design (ACI318-05)Mohammed Z. AlSaqqa100% (1)
- ARGUS ReportDocument22 pagesARGUS ReportNguyễn Tường MinhNo ratings yet
- Section 05-05 Fiber Optic NetworkDocument24 pagesSection 05-05 Fiber Optic NetworkYusuf AbdinasirNo ratings yet
- TRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Document228 pagesTRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Jorge Cuadros Blas100% (4)
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDocument18 pagesDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesOmesh Borole100% (1)