You might also like
- Acoustic - May 2016Document108 pagesAcoustic - May 2016SergeiNo ratings yet
- Understanding The Stack and Tilt Golf Swing EbookDocument2 pagesUnderstanding The Stack and Tilt Golf Swing EbookAndrés Calle0% (1)
- America's Rifle - The ARDocument15 pagesAmerica's Rifle - The ARlsilva171No ratings yet
- Ebook Disney Princess Collection Disney Storybook Collections PDFDocument4 pagesEbook Disney Princess Collection Disney Storybook Collections PDFSarwar Bhuiyan50% (24)
- Us 3722358Document9 pagesUs 3722358awe234No ratings yet
- Steve Bedair's Metal Lathe StuffDocument36 pagesSteve Bedair's Metal Lathe Stuffpepito2002cu50% (2)
- Vepr Bullet Guide IntstallDocument2 pagesVepr Bullet Guide IntstallTawnee Rae HallNo ratings yet
- Build TutorialDocument9 pagesBuild Tutorialohsweet jeremyNo ratings yet
- Brooks Trigger Kit 1st Set If InstructionsDocument9 pagesBrooks Trigger Kit 1st Set If Instructionsjimmywiggles100% (3)
- Sten Plans The Sten MkiiDocument28 pagesSten Plans The Sten MkiiJohn FindleyNo ratings yet
- Matt Palmer Dissertation - GuitarDocument97 pagesMatt Palmer Dissertation - GuitarTodd Holcomb100% (10)
- 2D511 Drilling ReamingDocument51 pages2D511 Drilling Reamingwienslaw5804100% (1)
- Handi Instr OneDocument9 pagesHandi Instr OnenotjustsomeoneNo ratings yet
- Gun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.From EverandGun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.No ratings yet
- Navigation Search: Jump ToDocument9 pagesNavigation Search: Jump ToMăry CrețaNo ratings yet
- Head SpaceDocument18 pagesHead Spaceglitch1187100% (2)
- How to Port Your Stock 5.0 Lower IntakeDocument6 pagesHow to Port Your Stock 5.0 Lower IntakeSutikno100% (1)
- Activate! B2 Extra Vocabulary Tests Test 9: The ShopsDocument5 pagesActivate! B2 Extra Vocabulary Tests Test 9: The ShopsIsaac CarrilloNo ratings yet
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsDocument13 pagesPolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottNo ratings yet
- Print Page - Welrod B - A Pistols - Toward A Scratch BuildDocument58 pagesPrint Page - Welrod B - A Pistols - Toward A Scratch BuildAndrew MichaelsNo ratings yet
- DigitalNimbusLabs Invader G19 Build ManualDocument35 pagesDigitalNimbusLabs Invader G19 Build Manualhans landaNo ratings yet
- Cetme/HK Flat Bending Jig for AR-15 Lower Receiver BendsDocument7 pagesCetme/HK Flat Bending Jig for AR-15 Lower Receiver BendsRon WalshNo ratings yet
- Barrel Drilling and ReamingDocument9 pagesBarrel Drilling and Reamingbigsmoke31100% (2)
- Bolt Action 4Document10 pagesBolt Action 4browar444100% (1)
- PortugalDocument11 pagesPortugalLeila Vidallon Cuarteros100% (2)
- AMT LightningDocument9 pagesAMT LightningJustinNo ratings yet
- Instrucions 50Document5 pagesInstrucions 50blazerman3No ratings yet
- Converting A Saiga To Pistol Grip ConfigurationDocument57 pagesConverting A Saiga To Pistol Grip ConfigurationEric Rumfelt100% (1)
- DP Series Build SheetDocument49 pagesDP Series Build SheetJoe CreoleNo ratings yet
- Kommando RCVRDocument1 pageKommando RCVRMike Nichlos100% (1)
- Jewel 2-Stage TriggerDocument13 pagesJewel 2-Stage TriggerAdam BallNo ratings yet
- 3D Printed CETME/HK Receiver Bending JigDocument13 pages3D Printed CETME/HK Receiver Bending Jigrand0No ratings yet
- Gas OperatedDocument5 pagesGas OperatedZararian Ali0% (1)
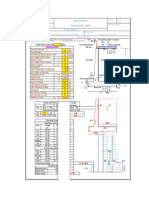
- Design of Retaining Wall Type1 As Per ACI-318-95Document3 pagesDesign of Retaining Wall Type1 As Per ACI-318-95DIRACLTDANo ratings yet
- Barrel Fitting by Harold HoffmanDocument114 pagesBarrel Fitting by Harold HoffmanNorm100% (6)
- Easy Jig Information - 80% ArmsDocument2 pagesEasy Jig Information - 80% Arms9fakeemailNo ratings yet
- Absolute Beginners Guide To Metal Lathe DrillingDocument4 pagesAbsolute Beginners Guide To Metal Lathe DrillingRandy WilsonNo ratings yet
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesFrom EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNo ratings yet
- V3 ECM Tutorial v1.0Document40 pagesV3 ECM Tutorial v1.0lmkkilo3No ratings yet
- The Modern Rifle Barrel Action Book Publishers 1999 HoffmanDocument60 pagesThe Modern Rifle Barrel Action Book Publishers 1999 Hoffmanfredd3039No ratings yet
- Tap & Drill Chart W - Decimal Inch & MetricDocument10 pagesTap & Drill Chart W - Decimal Inch & MetricGanesh NatarajanNo ratings yet
- DIY Angle Grinder Pipe SanderDocument14 pagesDIY Angle Grinder Pipe SanderEdmar DL100% (1)
- Learning Made FunDocument128 pagesLearning Made Funcatherinerenante67% (3)
- How To Drill A Rifle BarrelDocument6 pagesHow To Drill A Rifle BarrelMaria Donoghue50% (2)
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengNo ratings yet
- CZ Skorpion Submachine GunDocument19 pagesCZ Skorpion Submachine GunDennis KlinemanNo ratings yet
- Making Your Own Rivets - The AK Files ForumsDocument7 pagesMaking Your Own Rivets - The AK Files Forumsscout50No ratings yet
- A Guide To The DrillingDocument20 pagesA Guide To The DrillingZaven Makaryan100% (1)
- Verb TO BE sentencesDocument4 pagesVerb TO BE sentencesjuanpablo5321No ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- M1-M14 Conversion US3362095Document3 pagesM1-M14 Conversion US3362095apoorva singhNo ratings yet
- Single Shot Rifle Action Safety MechanismDocument6 pagesSingle Shot Rifle Action Safety MechanismE MakinenNo ratings yet
- M1 Garand New Barrel InstallationDocument35 pagesM1 Garand New Barrel InstallationToschanoNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- FE Analysis of Firearm Locking SystemsDocument15 pagesFE Analysis of Firearm Locking SystemsjkruiseNo ratings yet
- D-Bit Chambering Reamer MakingDocument5 pagesD-Bit Chambering Reamer MakingEadNo ratings yet
- Broncolor Download Brochures Power-Packs Senso en 01Document18 pagesBroncolor Download Brochures Power-Packs Senso en 01Mie DtsNo ratings yet
- Under LeverDocument103 pagesUnder LeverGaryMessenger100% (4)
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew NelsonNo ratings yet
- Installing An External Bolt Stop/Release On A Remington 700Document10 pagesInstalling An External Bolt Stop/Release On A Remington 700M Poveda0% (1)
- Making The Extractor Cut On A Virgin Barrel - The AK Files ForumsDocument4 pagesMaking The Extractor Cut On A Virgin Barrel - The AK Files Forumsscout50No ratings yet
- Mauser 71 84Document1 pageMauser 71 84Ben Drusoy50% (2)
- Dec. 22, 1953 R. T. Catlin Etal: AmmunitionDocument4 pagesDec. 22, 1953 R. T. Catlin Etal: Ammunitionkahj juliNo ratings yet
- 1FE37 9mm Austen MK1 & 9mm Owen MK1 SMG Part5Document8 pages1FE37 9mm Austen MK1 & 9mm Owen MK1 SMG Part5ericherichhonecker100% (1)
- Mauser Model 45 ENGLISH PDFDocument19 pagesMauser Model 45 ENGLISH PDFIM_JohnnyV100% (1)
- Automate Your Business Plan 2011Document5 pagesAutomate Your Business Plan 2011pepito2002cuNo ratings yet
- Production of Charcoal Briquettes From Forest Wastes Vol 10 2007Document10 pagesProduction of Charcoal Briquettes From Forest Wastes Vol 10 2007MoreMoseySpeed100% (1)
- PolipoDocument31 pagesPolipopepito2002cuNo ratings yet
- Breathe AgainDocument2 pagesBreathe AgainAlexander Fabros SolivenNo ratings yet
- NTE Starter ProgressTest U01Document6 pagesNTE Starter ProgressTest U01MarijaNo ratings yet
- Possessive AdjectivesDocument1 pagePossessive AdjectivesDavid ZairaNo ratings yet
- Service Manual for Minarc 150/150 VRD/151 Welding MachinesDocument27 pagesService Manual for Minarc 150/150 VRD/151 Welding MachinesSimpalean NicolaeNo ratings yet
- Appnote VoceraDocument4 pagesAppnote Vocerajcy1978No ratings yet
- Pressman Family Classics Chess Set King Is 2-5/8" Tall Solid Plastic " "Document2 pagesPressman Family Classics Chess Set King Is 2-5/8" Tall Solid Plastic " "Raymon S. BodinoNo ratings yet
- Manual Camara Vig LOGANDocument58 pagesManual Camara Vig LOGANsaidy.hassonNo ratings yet
- Google CS First Coding Projects PDFDocument4 pagesGoogle CS First Coding Projects PDFMelanie FainNo ratings yet
- Rite of InvestitureDocument6 pagesRite of InvestitureAaron Ricardo Veloso100% (1)
- Bom Unit-3Document89 pagesBom Unit-3Mr. animeweedNo ratings yet
- Times Leader 10-17-2011Document42 pagesTimes Leader 10-17-2011The Times LeaderNo ratings yet
- Reno11FDocument2 pagesReno11FraissahrellonNo ratings yet
- 2-Channel Cavity Combiner: DescriptionDocument1 page2-Channel Cavity Combiner: DescriptionBao Quoc MaiNo ratings yet
- Ghost Creation-Recovery Procedure.Document7 pagesGhost Creation-Recovery Procedure.Subin M SukumaranNo ratings yet
- Computer Science - Bits and BytesDocument19 pagesComputer Science - Bits and Byteswhois glaNo ratings yet
- Bosch To BruegelDocument45 pagesBosch To BruegelAnonymous yAH8LaVDUCNo ratings yet
- Moody AC-41 DS BrochureDocument19 pagesMoody AC-41 DS BrochurePeter GedeonNo ratings yet
- Satellite Pro 430cdtDocument3 pagesSatellite Pro 430cdtMætti RodrigoNo ratings yet
- Registetered Companies in ZambiaDocument56 pagesRegistetered Companies in ZambiaNick LunguNo ratings yet
- Top 50 Must Watch MoviesDocument65 pagesTop 50 Must Watch MoviesvoltronstudioNo ratings yet