You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Is 14846Document24 pagesIs 14846rinabiswas100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Friction Loss in Pipe LineDocument3 pagesFriction Loss in Pipe LinerinabiswasNo ratings yet
- Runner Design Guide Lines-Issue 5Document15 pagesRunner Design Guide Lines-Issue 5sivanandp100% (1)
- Saddle Dimension CalculationDocument2 pagesSaddle Dimension Calculationrinabiswas50% (2)
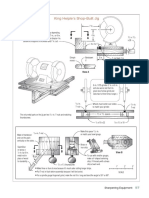
- Estimating and CostingDocument135 pagesEstimating and CostingShamim AkhtarNo ratings yet
- Ch24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingDocument51 pagesCh24-Machining Processes Used To Produce Various Shapes Milling, Broaching, Sawing, and Filing - Gear ManufacturingFAJAR Syahrulhaj ILMIYATULLOHNo ratings yet
- Attachment A - Approved Vendors List 1559540215Document28 pagesAttachment A - Approved Vendors List 1559540215SudhirNo ratings yet
- Astm A747Document4 pagesAstm A747Srinivasan KrishnamoorthyNo ratings yet
- 4 FAD Calculations - Shapoorji-1Document1 page4 FAD Calculations - Shapoorji-1rinabiswasNo ratings yet
- BS en 10027-1-2016 PDFDocument36 pagesBS en 10027-1-2016 PDFAlexandru Ionuţ Pîrvan100% (1)
- Liquid Phase Sintering by R.M. GermanDocument242 pagesLiquid Phase Sintering by R.M. GermanZahid AnwerNo ratings yet
- 22 Circulating Lube Oil SystemDocument1 page22 Circulating Lube Oil SystemrinabiswasNo ratings yet
- Effect of Alloying Element in AluminiumDocument2 pagesEffect of Alloying Element in AluminiumKhaled NabilNo ratings yet
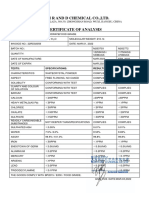
- Wuxi R and D Chemical Co.,Ltd.: 1606 Hodo Int'L Plaza, No.531 Zhongshan Road, Wuxi, Jiangsu, ChinaDocument1 pageWuxi R and D Chemical Co.,Ltd.: 1606 Hodo Int'L Plaza, No.531 Zhongshan Road, Wuxi, Jiangsu, Chinanadia ARJDALNo ratings yet
- Document 123Document3 pagesDocument 123Adonis MiñanoNo ratings yet
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- Datasheet CPM S110Vv12010 PDFDocument3 pagesDatasheet CPM S110Vv12010 PDFMaximiliano GarciaNo ratings yet
- Solenoid Valves Basics - 02Document1 pageSolenoid Valves Basics - 02renvNo ratings yet
- Standard Spring Wire Diameter Sizes - Tech InfoDocument9 pagesStandard Spring Wire Diameter Sizes - Tech InfoVisweswaran RangasamyNo ratings yet
- King Heiple Sharp JigDocument1 pageKing Heiple Sharp JigEricsNo ratings yet
- 1 s2.0 S1359645422006863 MainDocument20 pages1 s2.0 S1359645422006863 MainVenkatesh PandianNo ratings yet
- Term Paper-Sheet Metal WeldingDocument6 pagesTerm Paper-Sheet Metal Welding11gargdinesh7No ratings yet
- Application of An Innovative SMA Ring Spring System For Self-Centering Steel Frames Subject To Seismic ConditionsDocument16 pagesApplication of An Innovative SMA Ring Spring System For Self-Centering Steel Frames Subject To Seismic ConditionsK RaghuNo ratings yet
- Materials and Processes Quiz 3Document6 pagesMaterials and Processes Quiz 3RuthNo ratings yet
- What Is Sintering?Document15 pagesWhat Is Sintering?Vu VoNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Carbono EquivalenteDocument81 pagesCarbono EquivalenteRemmy Torres VegaNo ratings yet
- Chemistry Investigatory Project On Analysis of AlloyDocument16 pagesChemistry Investigatory Project On Analysis of AlloyMia Scarlet80% (5)
- IronDocument14 pagesIronAnonymous D1mGET2XNo ratings yet
- WalterDocument100 pagesWalterrho myoung chullNo ratings yet
- Journal of Cleaner Production: Vincent A. Balogun, Paul T. MativengaDocument9 pagesJournal of Cleaner Production: Vincent A. Balogun, Paul T. MativengaDrRoja A RNo ratings yet
- F Block Elements PDFDocument3 pagesF Block Elements PDFRamya PatelNo ratings yet
- Ancient West Mexican MetallurgyDocument28 pagesAncient West Mexican MetallurgypizifNo ratings yet
- NS-ES-0241 - WESTINGHOUSE Enhanced Replacement Pressurizer Heaters - PWRDocument2 pagesNS-ES-0241 - WESTINGHOUSE Enhanced Replacement Pressurizer Heaters - PWRLuis OrtizNo ratings yet
- 3 3 Euragglo Komarek Roller Presses Presentation Pascal Hervieu PDFDocument55 pages3 3 Euragglo Komarek Roller Presses Presentation Pascal Hervieu PDFssmith2007100% (1)