You might also like
- Metallic Additive ManufacturingDocument61 pagesMetallic Additive Manufacturingashok gadewalNo ratings yet
- ViperSkin PS July2019-WEB 2Document2 pagesViperSkin PS July2019-WEB 2pareshkmNo ratings yet
- Cleaning Technology For Heat Exchangers PDFDocument9 pagesCleaning Technology For Heat Exchangers PDFsopian320No ratings yet
- Extruder Melt Temperature Control With F PDFDocument6 pagesExtruder Melt Temperature Control With F PDFAutogreder100% (1)
- Tecasint 1011 Natural 0Document1 pageTecasint 1011 Natural 0Suraj_73No ratings yet
- High-Temp PI Stock ShapesDocument2 pagesHigh-Temp PI Stock ShapesGreeshmaNo ratings yet
- 57 - Isijint 2016 679Document8 pages57 - Isijint 2016 679H. LEOCADIONo ratings yet
- MINING EQUIPMENT OPERATES AT The Deep Cryogenics Deep CryogenicsDocument4 pagesMINING EQUIPMENT OPERATES AT The Deep Cryogenics Deep CryogenicsVinit MhatreNo ratings yet
- Presented By:: Introduction To Accumulative Roll Bonding Process (Arb)Document106 pagesPresented By:: Introduction To Accumulative Roll Bonding Process (Arb)amelNo ratings yet
- RO3000 Laminate Data Sheet - RO3003, RO3006, RO3010Document4 pagesRO3000 Laminate Data Sheet - RO3003, RO3006, RO3010Juliano Rodrigues BrianezeNo ratings yet
- Effect of Deformation Degree On Properties of Forgings After Thermomechanical TreatmentDocument10 pagesEffect of Deformation Degree On Properties of Forgings After Thermomechanical TreatmentRafi WardhanaNo ratings yet
- Rolling Thin Film Oven Accurately Simulates Asphalt AgingDocument1 pageRolling Thin Film Oven Accurately Simulates Asphalt AgingHuda MahdiNo ratings yet
- Thermo-WrapInspectable PS July2019Document2 pagesThermo-WrapInspectable PS July2019Williams Smailliw100% (1)
- Dry Ice CleaningDocument6 pagesDry Ice CleaningardhiwilagaNo ratings yet
- Deep Cryogenics For MiningDocument3 pagesDeep Cryogenics For MiningJack CahnNo ratings yet
- 03HighSpeedCastingNucor DanieliDocument29 pages03HighSpeedCastingNucor DanielialfonsomendietaNo ratings yet
- Advances in Thermal Design of Heat ExchaDocument530 pagesAdvances in Thermal Design of Heat Exchatamer hussienNo ratings yet
- Reducing Wear With Deep CryogenicsDocument4 pagesReducing Wear With Deep CryogenicsVinit MhatreNo ratings yet
- PSP 108 Alloy2507Document2 pagesPSP 108 Alloy2507Nitin KurupNo ratings yet
- Unit-4 Chapter-1 Herf and Chapter-2 PMDocument15 pagesUnit-4 Chapter-1 Herf and Chapter-2 PMRavichandran GNo ratings yet
- 1488788481_hk4d6623Document30 pages1488788481_hk4d6623ERplant RefinersNo ratings yet
- National Level E-Conference On Innovative Trends in MechanicalDocument16 pagesNational Level E-Conference On Innovative Trends in MechanicalA BBNo ratings yet
- Apc-2 Peek 031912-01Document6 pagesApc-2 Peek 031912-01Angel LagrañaNo ratings yet
- Cryogenic Treatment of Disc BrakesDocument18 pagesCryogenic Treatment of Disc BrakesAnson Dsouza50% (2)
- Chapter 22Document27 pagesChapter 22ShoukatNo ratings yet
- DM ZG531-High Precision Manufacturing: M Tech Digital ManufacturingDocument26 pagesDM ZG531-High Precision Manufacturing: M Tech Digital Manufacturingnikhiljith o uNo ratings yet
- Technical Information ASSET DOC LOC 1555603Document2 pagesTechnical Information ASSET DOC LOC 1555603Nyein ZawNo ratings yet
- Micro Electronics PDFDocument6 pagesMicro Electronics PDFದಿಲೀಪ್ ಮೈಸೂರ್No ratings yet
- Cycom PR 520N RTM CM en PDFDocument7 pagesCycom PR 520N RTM CM en PDFIvan SilveiraNo ratings yet
- Sikadur 42 Gorut Palk LE - CaDocument2 pagesSikadur 42 Gorut Palk LE - Carobert benavidesNo ratings yet
- Characterization of Refractory Titanium Alloys Welded by TIG and Laser ProcessesDocument5 pagesCharacterization of Refractory Titanium Alloys Welded by TIG and Laser ProcessesAhmed GomaaNo ratings yet
- Controlling temperature gradients to eliminate cracking during laser-assisted machining of mulliteDocument18 pagesControlling temperature gradients to eliminate cracking during laser-assisted machining of mulliteGAURAV KUMARNo ratings yet
- Double Pipe Heat Exchanger DesignDocument4 pagesDouble Pipe Heat Exchanger DesignHemanth Peddavenkatappa GariNo ratings yet
- C&D Flooded Batteries-LCTDocument2 pagesC&D Flooded Batteries-LCTvikasmikkuNo ratings yet
- Adhesive Transfer Tapes With Adhesive 200: Technical Data September, 2002Document4 pagesAdhesive Transfer Tapes With Adhesive 200: Technical Data September, 2002Reza AbdolahiNo ratings yet
- Modelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronDocument9 pagesModelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronpdonelanNo ratings yet
- Optimization of Squeeze Casting Process Parameters Using Taguchi AnalysisDocument6 pagesOptimization of Squeeze Casting Process Parameters Using Taguchi AnalysisjanakNo ratings yet
- Description Features and CharacteristicsDocument2 pagesDescription Features and CharacteristicsPranpath NarupantawartNo ratings yet
- Simultaneous Cold and Hot Forging in A Single ...Document4 pagesSimultaneous Cold and Hot Forging in A Single ...Mustafa Mert SAMLINo ratings yet
- Tnemec (Data Sheet) 46h-413Document2 pagesTnemec (Data Sheet) 46h-413PubcrawlNo ratings yet
- Frigoscandia Spiral Freezer, Chiller & Proofer: Gyrocompact 60Document4 pagesFrigoscandia Spiral Freezer, Chiller & Proofer: Gyrocompact 60Karthik BhandaryNo ratings yet
- downhole-vantage-logging-head-psDocument2 pagesdownhole-vantage-logging-head-psLuisNo ratings yet
- Heat Treatment Training ManualDocument118 pagesHeat Treatment Training Manualkumarvizayin100% (4)
- Enhancing The Surface Integrity of Ti 6al 4V Alloy Through CR 2014 ProcediaDocument6 pagesEnhancing The Surface Integrity of Ti 6al 4V Alloy Through CR 2014 Procediahasib_07No ratings yet
- Tech. Specification HDPE DUCT 50-43mmDocument2 pagesTech. Specification HDPE DUCT 50-43mmZaman MuhammadNo ratings yet
- QI Heater Tube Cleaning and VerificationDocument10 pagesQI Heater Tube Cleaning and VerificationOmid LarkiNo ratings yet
- FR408HR DatasheetDocument3 pagesFR408HR DatasheetasdNo ratings yet
- DIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument5 pagesDIMO 2311 - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Giatec iCOR DS 18v2Document2 pagesGiatec iCOR DS 18v2SyedZain1993No ratings yet
- Development of Consumables For Nuclear Power Grade Steel Castings.Document11 pagesDevelopment of Consumables For Nuclear Power Grade Steel Castings.DNH RND - VijaykumarNo ratings yet
- iNEMI PCB Dynamic Coplanarity at Elevated TemperaturesDocument9 pagesiNEMI PCB Dynamic Coplanarity at Elevated TemperaturesmrbustaNo ratings yet
- Pourmohammad 2019Document11 pagesPourmohammad 2019CHONKARN CHIABLAMNo ratings yet
- 2018 Journal PDFDocument6 pages2018 Journal PDFManik SharmaNo ratings yet
- International Journal of Fatigue: SciencedirectDocument13 pagesInternational Journal of Fatigue: SciencedirectZouhair BoukriNo ratings yet
- ML032260646Document195 pagesML032260646Bassel AlshamiNo ratings yet
- Manufacturing Surface Technology: Surface Integrity and Functional PerformanceFrom EverandManufacturing Surface Technology: Surface Integrity and Functional PerformanceRating: 5 out of 5 stars5/5 (1)
- Astm A500-3Document1 pageAstm A500-3asnawi89No ratings yet
- Rectangular Footing Design CalculationsDocument11 pagesRectangular Footing Design CalculationsKhalil Furio100% (4)
- DE GUZMAN Module 2 Activity No. 2Document5 pagesDE GUZMAN Module 2 Activity No. 2John Mark AlvesNo ratings yet
- GTU BE Semester VII Refrigeration and Air Conditioning ExamDocument2 pagesGTU BE Semester VII Refrigeration and Air Conditioning ExamYash PamnaniNo ratings yet
- FXFA-A - 4PEN599624-1B - Installer and User Reference Guide - EnglishDocument84 pagesFXFA-A - 4PEN599624-1B - Installer and User Reference Guide - EnglishHewa AkreyNo ratings yet
- Mahoney - Table BhubneshwarDocument10 pagesMahoney - Table BhubneshwarTanishqa MauryaNo ratings yet
- B07 SeriesDocument3 pagesB07 SeriesKimi HaydenNo ratings yet
- 04 SAMSS 001 Gate ValveDocument10 pages04 SAMSS 001 Gate Valveshganesh81gmailcom100% (1)
- Tensile Test: ME 3501 L: Behavior and Selection of MaterialsDocument8 pagesTensile Test: ME 3501 L: Behavior and Selection of Materialsirfan bashirNo ratings yet
- Wear Resistance of Material Used in Slurry TransportDocument7 pagesWear Resistance of Material Used in Slurry TransportwoodoobooNo ratings yet
- Bernoulli S Principle Demonstration Lab ReportDocument18 pagesBernoulli S Principle Demonstration Lab ReportHasan RabyNo ratings yet
- DeNora PDFDocument53 pagesDeNora PDFJun Zhu100% (1)
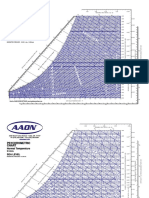
- Aaon ChartDocument2 pagesAaon ChartpabloNo ratings yet
- Flate Plate CollectorDocument45 pagesFlate Plate CollectorSunil PandeyNo ratings yet
- BITS F111 Thermodynamics Handout 2014-15Document2 pagesBITS F111 Thermodynamics Handout 2014-15shivaraj1996No ratings yet
- BMC Company Profile R05 (2020)Document15 pagesBMC Company Profile R05 (2020)Mohamed SamehNo ratings yet
- Circuits Education Presentation in Blue Yellow Flat Cartoon StyleDocument14 pagesCircuits Education Presentation in Blue Yellow Flat Cartoon StyleMa Angelica BañariaNo ratings yet
- Mcode and Mname: Material - Cross - IndexDocument24 pagesMcode and Mname: Material - Cross - IndexSama UmateNo ratings yet
- Ce2202 - Mechanics of FluidsDocument3 pagesCe2202 - Mechanics of FluidsPrashant GaradNo ratings yet
- Murar Sos PDFDocument13 pagesMurar Sos PDFJain AniketNo ratings yet
- Heating SystemDocument13 pagesHeating SystemFatima GonzalesNo ratings yet
- PublicationDocument52 pagesPublicationKenan HotiNo ratings yet
- Experiment 5 Pressure Distribution On Circular Cylinder and AirfoilDocument8 pagesExperiment 5 Pressure Distribution On Circular Cylinder and AirfoilMarilynYunLing50% (2)
- Reciprocating Cryogenic Pumps & Pump Installations FinalDocument19 pagesReciprocating Cryogenic Pumps & Pump Installations Finaldaimon_pNo ratings yet
- Aspen Flare System AnalyzerDocument10 pagesAspen Flare System Analyzerharyonodaniel50% (2)
- Is 3597 1998 PDFDocument17 pagesIs 3597 1998 PDFRushanNo ratings yet
- Republic of Turkey Yildiz Technical University Graduate School of Natural and Applied SciencesDocument115 pagesRepublic of Turkey Yildiz Technical University Graduate School of Natural and Applied SciencesEkin KÖKENNo ratings yet
- Civil Rate Anyl 1Document72 pagesCivil Rate Anyl 1SarinNo ratings yet
- 22 Cryometrix Ultra Low Temp Freezers - End UserDocument11 pages22 Cryometrix Ultra Low Temp Freezers - End Userapi-220622714No ratings yet
- Closed Loop SystemsDocument3 pagesClosed Loop SystemsRahul ChandrawarNo ratings yet