You might also like
- Solution Manual For Physical Chemistry Principles and Applications in Biological Sciences 5th Edition by TinocoDocument9 pagesSolution Manual For Physical Chemistry Principles and Applications in Biological Sciences 5th Edition by Tinocoa73579570733% (3)
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Controlled ExtractionDocument5 pagesControlled ExtractionNuri Leal100% (4)
- Kettle ReboilersDocument4 pagesKettle ReboilersMuhammad Usman100% (1)
- Chemical Technician Review GasesDocument53 pagesChemical Technician Review GasesJasonTenebrosoNo ratings yet
- Acoustics DissertationDocument63 pagesAcoustics DissertationNafish Alam33% (3)
- Appendix-2 Ejector System TroubleshootingDocument13 pagesAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahNo ratings yet
- Ejectors Give Any Suction PressureDocument7 pagesEjectors Give Any Suction Pressurehappale2002No ratings yet
- EjectorsDocument5 pagesEjectorsJaykumarNo ratings yet
- Ejector FundamentalsDocument6 pagesEjector FundamentalscordobaluisfNo ratings yet
- Jet Ejector ProcessDocument6 pagesJet Ejector Processfais verianNo ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- EjectorsDocument7 pagesEjectorsashirwad shetty50% (2)
- Thermocompressor PerformanceDocument8 pagesThermocompressor PerformanceLaboratorio PapelesRegionalesNo ratings yet
- Single and Multistage Steam Jet Ejectors: TorinoDocument12 pagesSingle and Multistage Steam Jet Ejectors: TorinoSuman SenapatiNo ratings yet
- 13 - Oxygen Removal From Boiler WaterDocument12 pages13 - Oxygen Removal From Boiler Waterarunkumar23101100% (1)
- Steam Turbine PerformanceDocument16 pagesSteam Turbine PerformanceVILLANUEVA_DANIEL2064100% (2)
- Optimising Steam Systems: Part IIDocument8 pagesOptimising Steam Systems: Part IIbk1234567No ratings yet
- Condenser - Valuable Book PDFDocument6 pagesCondenser - Valuable Book PDFRajesh OwaiyarNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Plant Instrument Air System - Design TipsDocument7 pagesPlant Instrument Air System - Design Tipsdavid_diaz_sNo ratings yet
- A D B C: Steam Ejector Hybrid Systems in The Chemical IndustryDocument4 pagesA D B C: Steam Ejector Hybrid Systems in The Chemical IndustryAjiNo ratings yet
- Steam - The Energy FluidDocument32 pagesSteam - The Energy FluidIamPedroNo ratings yet
- Vacuum Unit Pressure Control PTQ Revamps 2006Document5 pagesVacuum Unit Pressure Control PTQ Revamps 2006majope1966No ratings yet
- Jet Pump Technical DataDocument11 pagesJet Pump Technical DataIdelia Cutipa Yauri100% (1)
- Flash Steam SystemDocument4 pagesFlash Steam SystemAnonymous CX51waINo ratings yet
- Omi Baro 1097Document11 pagesOmi Baro 1097Nick Smith100% (1)
- Performance Thermo CompressorsDocument8 pagesPerformance Thermo CompressorsclintoncNo ratings yet
- Controlling Heat ExchangersDocument11 pagesControlling Heat ExchangersgermanaponteNo ratings yet
- Air Eliminators and Combination Air Eliminators Strainers: Descrip OnDocument10 pagesAir Eliminators and Combination Air Eliminators Strainers: Descrip OnvendsrbNo ratings yet
- Efficient Vacuum DistillationDocument9 pagesEfficient Vacuum DistillationmishraenggNo ratings yet
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsDocument9 pagesSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haNo ratings yet
- Forced Draft Fan Sizing For Fired HeatersDocument5 pagesForced Draft Fan Sizing For Fired Heatersdlalameen4471No ratings yet
- How To Control Liquid Ring Vacuum PumpsDocument2 pagesHow To Control Liquid Ring Vacuum Pumpsjdgh1986No ratings yet
- Modelling and Simulation of Steam Jet Ejectors PDFDocument8 pagesModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniNo ratings yet
- Barometric Leg DefinedDocument1 pageBarometric Leg DefinedHassan AssegafNo ratings yet
- Lesson 4 Liquid-Phase ScrubbersDocument14 pagesLesson 4 Liquid-Phase Scrubbersssmith2007No ratings yet
- Packed Bed ColumnDocument14 pagesPacked Bed ColumnUmar DrazNo ratings yet
- Barometric Condencer PDFDocument5 pagesBarometric Condencer PDFPhilip ShihNo ratings yet
- Centrifugal Compressor Construction and TestingDocument10 pagesCentrifugal Compressor Construction and Testingmusaveer0% (1)
- Evaluation of Steam Jet EjectorsDocument11 pagesEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- H2O2 TechnologyDocument3 pagesH2O2 TechnologyalijadoonNo ratings yet
- Vertical Thermosyphon ReboilersDocument9 pagesVertical Thermosyphon ReboilersLucianoNo ratings yet
- Turbines and CompressorsDocument70 pagesTurbines and CompressorsAkshay Deshpande100% (1)
- Pump SizingDocument3 pagesPump SizingTagabo AliNo ratings yet
- Centrifugal Compressors MAN-GEDocument20 pagesCentrifugal Compressors MAN-GEIbc Cbs Ibc CbsNo ratings yet
- StallDocument16 pagesStallbhalchandrak1867100% (1)
- AIChE-Condenser Performance Monitoring - 020340Document4 pagesAIChE-Condenser Performance Monitoring - 020340Leon SanchezNo ratings yet
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDocument7 pagesUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazNo ratings yet
- 7.steam Headers and OfftakesDocument6 pages7.steam Headers and Offtakessandeep kumarNo ratings yet
- Final Project Thesis-9.5Document50 pagesFinal Project Thesis-9.5leninbtechNo ratings yet
- Steam Turbine Aux. Steam SystemDocument29 pagesSteam Turbine Aux. Steam SystemPrasanna Chikkamallaiah100% (1)
- Mycom Screw Compressor Benefits PDFDocument2 pagesMycom Screw Compressor Benefits PDFSaraswatapalitNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Thermal Cycles of Heat Recovery Power PlantsFrom EverandThermal Cycles of Heat Recovery Power PlantsRating: 5 out of 5 stars5/5 (2)
- Ejector PrincipleDocument13 pagesEjector Principlekhoshya7100% (1)
- Iiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Document3 pagesIiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Shivam Kumar RaiNo ratings yet
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 pagesVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiNo ratings yet
- Steam Jet EjectorDocument6 pagesSteam Jet Ejectorjayanta_198967% (3)
- Ejectors Have A Wide Range of UsesDocument6 pagesEjectors Have A Wide Range of Useshappale2002No ratings yet
- Best Practice in - Heating, Ventilation and Air Conditioning (Hvac) Systems Management & Control Date: 6 To 7 March 2017 (2 Days) Venue: SingaporeDocument3 pagesBest Practice in - Heating, Ventilation and Air Conditioning (Hvac) Systems Management & Control Date: 6 To 7 March 2017 (2 Days) Venue: Singaporegud-eng wannabeNo ratings yet
- 1.1 Fluid Power Defined: 1.2 Hydraulics Versus PneumaticsDocument2 pages1.1 Fluid Power Defined: 1.2 Hydraulics Versus Pneumaticsswami061009No ratings yet
- Energy Levels MS PDFDocument3 pagesEnergy Levels MS PDFLoh Jun XianNo ratings yet
- Terahertz Antenna Based On GrapheneDocument4 pagesTerahertz Antenna Based On Graphenerajesh yadavNo ratings yet
- Is 456 2000 Most Expected Questions (Avnish Sir) 30-03-22Document35 pagesIs 456 2000 Most Expected Questions (Avnish Sir) 30-03-22Satypal NishadNo ratings yet
- Fhwa RD 04 XXXDocument656 pagesFhwa RD 04 XXXrshaghayanNo ratings yet
- Mete 433 Materials For Organic Electronics: Yusufk@Metu - Edu.TrDocument39 pagesMete 433 Materials For Organic Electronics: Yusufk@Metu - Edu.TrOğuz YavuzNo ratings yet
- 018 10Document3 pages018 10ilkerkozturkNo ratings yet
- Silicon CarbideDocument5 pagesSilicon Carbiderockeysuseelan100% (2)
- Engg Physics - End Sem - Unit 4 - Q ADocument14 pagesEngg Physics - End Sem - Unit 4 - Q ADevansh ChoudhuryNo ratings yet
- Kodak Professional T-Max Films: Technical Data / Black-And-White FilmDocument30 pagesKodak Professional T-Max Films: Technical Data / Black-And-White Filmc64thorgalNo ratings yet
- CT LastDocument3 pagesCT LastJerick JusayNo ratings yet
- Contact MechanicsDocument8 pagesContact MechanicsPourya NouryNo ratings yet
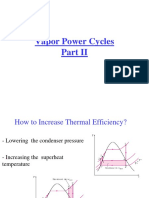
- DS1 2023 Vapour Power Cycle Part 2Document29 pagesDS1 2023 Vapour Power Cycle Part 2Tommba Tommy100% (1)
- Bernoulli Equation Lab ReportDocument8 pagesBernoulli Equation Lab ReportnadjihahNo ratings yet
- Internal II Question Bank SOMDocument7 pagesInternal II Question Bank SOMsathyadallyNo ratings yet
- Thin Wall Pressure VesselsDocument20 pagesThin Wall Pressure VesselsTare Er KshitijNo ratings yet
- Electric Charges and FieldDocument42 pagesElectric Charges and FieldKunal ChaudharyNo ratings yet
- Blister Propagation in Sandwich Panels: Journal of Sandwich Structures and Materials March 2019Document18 pagesBlister Propagation in Sandwich Panels: Journal of Sandwich Structures and Materials March 2019sasi00027No ratings yet
- Heat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioDocument5 pagesHeat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioAathithyayanSoundararajanNo ratings yet
- Pump Control Bulletin Sundyne SunfloDocument32 pagesPump Control Bulletin Sundyne Sunflobeqs100% (1)
- (W Ni Fe) Re CoDocument9 pages(W Ni Fe) Re CoSiddharthNo ratings yet
- Physical and Chemical Properties of WaterDocument17 pagesPhysical and Chemical Properties of Watershubham debNo ratings yet
- Fluid DynamicsDocument18 pagesFluid DynamicsAngelica Losares100% (1)
- Emm Question Bank Unit3Document3 pagesEmm Question Bank Unit3MANOJ MNo ratings yet
- Grade 12 Chem Remedial WorksheetDocument4 pagesGrade 12 Chem Remedial Worksheetz82tynq64yNo ratings yet
- Esa SP 1173 PDFDocument91 pagesEsa SP 1173 PDFstoufsaxoNo ratings yet