You might also like
- Designing A Machine Foundation For A 10Document5 pagesDesigning A Machine Foundation For A 10frexis11100% (2)
- Boedeker Plastics Polyurethane - Technical GuideDocument26 pagesBoedeker Plastics Polyurethane - Technical GuideJagdish PatelNo ratings yet
- Timber Connections PDFDocument76 pagesTimber Connections PDFمهندس يحيى ابن وابري100% (2)
- PlywoodDocument50 pagesPlywoodNeha Agrawal83% (12)
- Battery Manufacturing Process by Surya.sDocument4 pagesBattery Manufacturing Process by Surya.sSuryaNo ratings yet
- Steel Column DesignDocument4 pagesSteel Column Designvsnsfb100% (1)
- Concrete Design MixDocument106 pagesConcrete Design MixRavi ValakrishnanNo ratings yet
- Plywood Manufacturing ProcessDocument40 pagesPlywood Manufacturing Processanon_61481338750% (2)
- ACP WorkDocument2 pagesACP WorkSyed AbthahirNo ratings yet
- Designers' Guide To EN 1992-2 Concrete Bridges (2007)Document381 pagesDesigners' Guide To EN 1992-2 Concrete Bridges (2007)Ialomiteanu Dan100% (7)
- What Is VeneerDocument45 pagesWhat Is Veneeraliyah khalidNo ratings yet
- Carpentry Canadian 3rd Edition Vogt Solutions ManualDocument11 pagesCarpentry Canadian 3rd Edition Vogt Solutions Manualalisonfernandezmerzigfkap100% (12)
- Practical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesFrom EverandPractical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesNo ratings yet
- Plywood Design FundamentalsDocument20 pagesPlywood Design Fundamentalshaytham65100% (2)
- Particle Wood ManufactureDocument43 pagesParticle Wood ManufactureMicah Juguan Salgado100% (2)
- C 106 Components Handbook LowDocument48 pagesC 106 Components Handbook LowMauricio Mpinto100% (1)
- San Fernando Solid Waste Management ProgramDocument18 pagesSan Fernando Solid Waste Management ProgramArlanosaurusNo ratings yet
- Zainudin Yahya: Office: BN-Block, Level-3, Room-055 Email: Zai@uniten - Edu.my Ext. No.: 2241 H/P No.: 0122669986Document76 pagesZainudin Yahya: Office: BN-Block, Level-3, Room-055 Email: Zai@uniten - Edu.my Ext. No.: 2241 H/P No.: 0122669986Sam RonnyNo ratings yet
- Concrete inspection checklistDocument2 pagesConcrete inspection checklistShabarish Patil75% (4)
- Catalog Oil Boom SL-10Document2 pagesCatalog Oil Boom SL-10nurulNo ratings yet
- Resource Guide Material HandlingDocument76 pagesResource Guide Material HandlingSarinNo ratings yet
- Sheet Metal Forming ProcessesDocument51 pagesSheet Metal Forming ProcessesLeo Dev WinsNo ratings yet
- Sapl Company ProfileDocument31 pagesSapl Company ProfileKavin KumarNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Chapter 2 Shipyard-Layout Lecture Notes From South Hampton UniversityDocument10 pagesChapter 2 Shipyard-Layout Lecture Notes From South Hampton UniversityJonnada KumarNo ratings yet
- Plywood Manufacturing ProcessesDocument33 pagesPlywood Manufacturing Processesmikogonzalve100% (4)
- C1581 Standard Test Method For Determining Age at Cracking and Induced Tensile Stress Characteristics of Mortar and Concrete Under Restrained ShrinkaDocument7 pagesC1581 Standard Test Method For Determining Age at Cracking and Induced Tensile Stress Characteristics of Mortar and Concrete Under Restrained ShrinkaRabee ShammasNo ratings yet
- Film Sheet PresentationDocument24 pagesFilm Sheet PresentationNemo Cyzar Liis100% (1)
- 4.1 Facilities Planning and Plant Layout PDFDocument11 pages4.1 Facilities Planning and Plant Layout PDFVignesh RajaramNo ratings yet
- DAO 26 PCO Improved 091713Document33 pagesDAO 26 PCO Improved 091713frexis11No ratings yet
- Philippines Clean Air Act of 1999Document29 pagesPhilippines Clean Air Act of 1999mcdale100% (4)
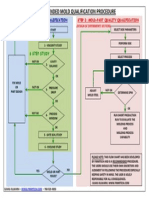
- Mold Qualification FLowchart - FIMMTECH INCDocument1 pageMold Qualification FLowchart - FIMMTECH INCCuco Martinez100% (1)
- Lean Warehouse ManagementDocument14 pagesLean Warehouse Managementthecopterguy100% (1)
- SURFACE FINISHING GRINDINGDocument39 pagesSURFACE FINISHING GRINDINGAniket KharpateNo ratings yet
- Mould and Stamping ToolsDocument33 pagesMould and Stamping Toolsravinder majraNo ratings yet
- Manual Standardized Work Analyze Tool Plus Video CaptureDocument20 pagesManual Standardized Work Analyze Tool Plus Video CaptureAuraNo ratings yet
- BlackodisingDocument2 pagesBlackodisingSwapnil Khade100% (2)
- Metal Casting: Design, Materials, and EconomicsDocument15 pagesMetal Casting: Design, Materials, and EconomicsIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Mixer Efficiency. Wenniger FormulaDocument16 pagesMixer Efficiency. Wenniger FormulacqigNo ratings yet
- Draft Guidelines For M&H of Marble Slurry Generated From Marble Processing Plants in Rajasthan PDFDocument65 pagesDraft Guidelines For M&H of Marble Slurry Generated From Marble Processing Plants in Rajasthan PDFvipinNo ratings yet
- Manufacturing of PlywoodDocument15 pagesManufacturing of PlywoodAshish Ahuja100% (1)
- Nur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD SaadDocument24 pagesNur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD Saadjassi nishadNo ratings yet
- Multiplek-PlywoodDocument18 pagesMultiplek-PlywoodIkhsan SaputraNo ratings yet
- BM 7-Wood and TimberDocument55 pagesBM 7-Wood and TimberArch Reem AlzyoudNo ratings yet
- Wood Composites: By: John Ralph A. MagbanuaDocument13 pagesWood Composites: By: John Ralph A. MagbanuaJohn Ralph A. MagbanuaNo ratings yet
- Dwnload Full Carpentry Canadian 3rd Edition Vogt Solutions Manual PDFDocument35 pagesDwnload Full Carpentry Canadian 3rd Edition Vogt Solutions Manual PDFphysetergrannam.devtjz90% (10)
- Plywood ReportDocument13 pagesPlywood ReportJonas Nathan CadatalNo ratings yet
- WIMT Powerpoint 3 Particle Board ManufactureDocument10 pagesWIMT Powerpoint 3 Particle Board ManufactureHarish RavikumarNo ratings yet
- Ica - Area B (Halo Need I-Edit)Document24 pagesIca - Area B (Halo Need I-Edit)Mariane PadullaNo ratings yet
- Market Sorvey On PlywoodDocument19 pagesMarket Sorvey On PlywoodEduardo MafraNo ratings yet
- Paper Process Making Pulp: DandyDocument4 pagesPaper Process Making Pulp: DandyMariyah Bantayan NaslanganNo ratings yet
- BC 1 ArchidplyDocument9 pagesBC 1 Archidplyzain deenNo ratings yet
- What Is PlywoodDocument1 pageWhat Is PlywoodwoodsproductosNo ratings yet
- Processing of Polymers and Composites LectureDocument10 pagesProcessing of Polymers and Composites LectureMK SaravananNo ratings yet
- Casting 1Document15 pagesCasting 1Hoza EssamNo ratings yet
- Yaba College of Technology School of Environmental Studies Estate Management and Valuation LevelDocument9 pagesYaba College of Technology School of Environmental Studies Estate Management and Valuation LevelGloriaNo ratings yet
- Sunmica: Basic IngredientsDocument4 pagesSunmica: Basic IngredientssanjuNo ratings yet
- Fiberboard Siding - Excerpt From Newsletter 1997Document5 pagesFiberboard Siding - Excerpt From Newsletter 1997Tri-Value ConsultantsNo ratings yet
- 5.wood 1 1Document66 pages5.wood 1 1Jason PacilNo ratings yet
- Manufacturing TechniquesDocument18 pagesManufacturing TechniqueskdasrkmsNo ratings yet
- Papercrete Wallpaper Material StudyDocument19 pagesPapercrete Wallpaper Material StudyPRACHI JAINNo ratings yet
- Manufacturing Techniques of FRP CompositesDocument34 pagesManufacturing Techniques of FRP Compositesanon_945096555No ratings yet
- INTERNAL WALL PanellingDocument15 pagesINTERNAL WALL PanellingDiya NeogiNo ratings yet
- Hwno.4 Bsa-1a AlcantaraDocument23 pagesHwno.4 Bsa-1a AlcantaraAngel Mine AlcantaraNo ratings yet
- HPCT311 Lab Unit Task #13Document2 pagesHPCT311 Lab Unit Task #13Evelyn BuenNo ratings yet
- Manufacturing process guide for polymers, ceramics and compositesDocument40 pagesManufacturing process guide for polymers, ceramics and compositesmuhammad tariqNo ratings yet
- Wood DefectsDocument7 pagesWood DefectsSonalika PatiNo ratings yet
- Wastewater Management in Lumber and Wood Products Industry-ProgressDocument23 pagesWastewater Management in Lumber and Wood Products Industry-ProgressÖzgüll ClNo ratings yet
- Plastics: ThermoformingDocument36 pagesPlastics: ThermoformingMahesh KarpeNo ratings yet
- FAQs, Plastic Thermoforming, Vacuum Forming, & Rotational Molding - Fiber Pad, IncDocument3 pagesFAQs, Plastic Thermoforming, Vacuum Forming, & Rotational Molding - Fiber Pad, IncBharathNo ratings yet
- Sandwich Construction ReportDocument9 pagesSandwich Construction ReportAerule IdaNo ratings yet
- BMMC Notes1aDocument6 pagesBMMC Notes1aPrakarti LullaNo ratings yet
- ThermoformingDocument98 pagesThermoformingFun Entertainment And Earning Tricks100% (1)
- Timber Lesson 6Document60 pagesTimber Lesson 6Mohd Nizam ShakimonNo ratings yet
- EagleBurgmann - E06092 - E2 - Mechanical Seals For Sorters - 03.11Document2 pagesEagleBurgmann - E06092 - E2 - Mechanical Seals For Sorters - 03.11munhNo ratings yet
- Heat ExchangersDocument57 pagesHeat Exchangersfrexis11No ratings yet
- 86 102 CDocument28 pages86 102 CRizuli AkbarNo ratings yet
- Standard Employment AgreementDocument2 pagesStandard Employment Agreementfrexis11No ratings yet
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 pagesHeat Treatment Methods for Commercial Engineering SteelsmeNo ratings yet
- YKK Plastic Hardware Catalog PDFDocument83 pagesYKK Plastic Hardware Catalog PDFndrondjongNo ratings yet
- Load vs Torque ChartDocument66 pagesLoad vs Torque ChartankasengrNo ratings yet
- Efh Ausimm PaperDocument7 pagesEfh Ausimm PaperSunny SouravNo ratings yet
- Nitotile Fix PRO - High performance tile adhesiveDocument2 pagesNitotile Fix PRO - High performance tile adhesivetalatzahoorNo ratings yet
- Brosur GeomembraneDocument5 pagesBrosur GeomembraneIsparmoNo ratings yet
- Reinforcement Steel SpecificationDocument1 pageReinforcement Steel SpecificationVineeth MuraleedharanNo ratings yet
- ZINKLAD 750 2page 231017Document2 pagesZINKLAD 750 2page 231017Jerry ChenNo ratings yet
- Hilti Malaysia Product Catalogue Chapter 11 - FirestopDocument14 pagesHilti Malaysia Product Catalogue Chapter 11 - FirestopperezismaelNo ratings yet
- Density of SteelDocument3 pagesDensity of SteelSudhi Ks100% (1)
- I1 - Introduction to TaeguTec Cutting Tool GradesDocument52 pagesI1 - Introduction to TaeguTec Cutting Tool Gradesprasad_kcpNo ratings yet
- C7 Activator WDocument2 pagesC7 Activator WaNo ratings yet
- Caltrans Bridge DesignDocument24 pagesCaltrans Bridge DesignAinie ButtNo ratings yet
- Mse 113 - 2009Document6 pagesMse 113 - 2009maftahokNo ratings yet
- TECHNICAL SEMINAR Cement, Aggregates, Admix PRDP PDFDocument48 pagesTECHNICAL SEMINAR Cement, Aggregates, Admix PRDP PDFLarizza TesicoNo ratings yet
- LAVA Technical Product ProfileDocument52 pagesLAVA Technical Product ProfileHenryScheinDental0% (1)
- Heat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy SteelsDocument4 pagesHeat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy Steelsrahul12000No ratings yet
- Pipe Kote Coal Tar PDFDocument4 pagesPipe Kote Coal Tar PDFKonathala RajashekarNo ratings yet
- Insulate Walls to Meet Building CodesDocument18 pagesInsulate Walls to Meet Building CodesAlberto LeónNo ratings yet