You might also like
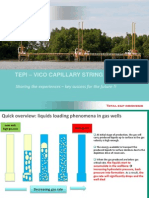
- TEPI - VICO Capillary String WorkshopDocument21 pagesTEPI - VICO Capillary String WorkshopArief FatharoniNo ratings yet
- Gas PlantsDocument67 pagesGas PlantsAhmed Sabry El-sotohyNo ratings yet
- Chapter 5Document21 pagesChapter 5kiran367No ratings yet
- How Is Nitrogen Used in Oil and Gas FieldsDocument4 pagesHow Is Nitrogen Used in Oil and Gas FieldsrajasekharboNo ratings yet
- Deepwater Gas What ' S The Problem?Document31 pagesDeepwater Gas What ' S The Problem?1mmahoneyNo ratings yet
- Crude Oil ProcessingDocument58 pagesCrude Oil ProcessingOmariNo ratings yet
- Generon CatalogDocument11 pagesGeneron CatalogDonovan BonnerNo ratings yet
- Single Phase Flow in Porous Media: Darcy's LawDocument40 pagesSingle Phase Flow in Porous Media: Darcy's LawSALIM AL MAQBALINo ratings yet
- Air Coolers Products Brochure Web 16.04.21Document12 pagesAir Coolers Products Brochure Web 16.04.21Ivan GutierrezNo ratings yet
- Presentation On Small Scale LNG: Petronet LNG Limited New DelhiDocument36 pagesPresentation On Small Scale LNG: Petronet LNG Limited New DelhiUJJWALNo ratings yet
- 2007 12 17 Egypt Presentation enDocument29 pages2007 12 17 Egypt Presentation entarekeeeNo ratings yet
- 5 LNGDocument32 pages5 LNGOliverTumbayNo ratings yet
- Hydrocarbon Recovery: JUNIO 2017Document32 pagesHydrocarbon Recovery: JUNIO 2017Soniale Sánchez GómezNo ratings yet
- Hydrostatic Test ChartDocument10 pagesHydrostatic Test ChartAnanda ShofwanNo ratings yet
- 2020 Post Show Report: North Africa and The Mediterranean Delivering The Energy Needs of TomorrowDocument32 pages2020 Post Show Report: North Africa and The Mediterranean Delivering The Energy Needs of Tomorrowdavid petersonNo ratings yet
- HG Mercury Removal Absorbents BRDocument12 pagesHG Mercury Removal Absorbents BRibrank0% (1)
- Resource 1223-15631774721692163341Document4 pagesResource 1223-15631774721692163341ABHISHEKNo ratings yet
- Minor Project Report On: "LPG Detector"Document28 pagesMinor Project Report On: "LPG Detector"Gaurav SharmaNo ratings yet
- Gas Conditioning & Processing - GLOMACSDocument5 pagesGas Conditioning & Processing - GLOMACSCHO ACHIRI HUMPHREYNo ratings yet
- 8 I LK? L 5 5: (19) United StatesDocument14 pages8 I LK? L 5 5: (19) United StatesKeysler PonceNo ratings yet
- Nitrogen GeneratorDocument10 pagesNitrogen GeneratorkaloordenisNo ratings yet
- Ultimate Clean FlyerDocument4 pagesUltimate Clean FlyerMorris MorrisonNo ratings yet
- III Nanaware Iocl PresentationDocument33 pagesIII Nanaware Iocl PresentationAnonymous kbPP3CCcNo ratings yet
- The Human and Environmental Impact of FrackingDocument272 pagesThe Human and Environmental Impact of Frackingalvaro_massimoNo ratings yet
- Oil and Gas Offshore Pipeline Leak Detection System A Feasibility StudyDocument6 pagesOil and Gas Offshore Pipeline Leak Detection System A Feasibility StudyGuillerm Prudent BaldeonNo ratings yet
- Gas Field Engineering - Gas Well PerformanceDocument20 pagesGas Field Engineering - Gas Well PerformanceLoh Chun LiangNo ratings yet
- 20200605-P117 Portable Ultrasonic FlowmeterDocument8 pages20200605-P117 Portable Ultrasonic FlowmeterRoger Cueva ZutaNo ratings yet
- Course FOPS - FIELDENG E-554C - Field Operations Engineer Certification - Ifp TrainingDocument5 pagesCourse FOPS - FIELDENG E-554C - Field Operations Engineer Certification - Ifp TrainingCHO ACHIRI HUMPHREYNo ratings yet
- Enppi Profile SummaryDocument38 pagesEnppi Profile SummarySijo XaviarNo ratings yet
- Liquid NitrogenDocument8 pagesLiquid NitrogenAshwin KumarNo ratings yet
- Cameron Scanner 2000 Data SheetDocument12 pagesCameron Scanner 2000 Data SheetHendryTriyono100% (1)
- Plantfume DDVP Msds (05-09)Document3 pagesPlantfume DDVP Msds (05-09)newaltadannyNo ratings yet
- Water Content in Sour GasDocument4 pagesWater Content in Sour GasAnonymous jqevOeP7No ratings yet
- Domestic Natural Gas MarketDocument10 pagesDomestic Natural Gas MarketRaouf Reda100% (2)
- N2 Membrane Technical PDFDocument3 pagesN2 Membrane Technical PDFMargaret DaughertyNo ratings yet
- Calculate Gas Rate Using Choke Equation Texas A & I ModelDocument6 pagesCalculate Gas Rate Using Choke Equation Texas A & I ModelJunaid MateenNo ratings yet
- Effective Treatment and Handling of Produced WaterDocument84 pagesEffective Treatment and Handling of Produced Waterc_b_umashankarNo ratings yet
- Glycol Dehydration Systems PsDocument3 pagesGlycol Dehydration Systems Psedgardiaz5519No ratings yet
- What Is The Difference Between SDV and BDV - PDFDocument4 pagesWhat Is The Difference Between SDV and BDV - PDFSabari NathanNo ratings yet
- Gas Processors Suppliers Association GPSA Eng (Bookos - Org) - 701-821!1!60!1!20Document20 pagesGas Processors Suppliers Association GPSA Eng (Bookos - Org) - 701-821!1!60!1!20Karen Vl100% (1)
- Casing DesignDocument2 pagesCasing DesignTariq SaihoodNo ratings yet
- Brochure DARCO H2S Odor ControlDocument8 pagesBrochure DARCO H2S Odor ControlErick MavenNo ratings yet
- Bulk Water SeparationDocument1 pageBulk Water SeparationSean MiddletonNo ratings yet
- 04 Solid Bed DehydrationDocument23 pages04 Solid Bed DehydrationMohamed SahnounNo ratings yet
- Project Standards and Specifications Pig Catcher Package Rev01Document9 pagesProject Standards and Specifications Pig Catcher Package Rev01hiyeonNo ratings yet
- Graphics Pipeline: First Pass: Gopi - ICS186AW03 - Slide1Document18 pagesGraphics Pipeline: First Pass: Gopi - ICS186AW03 - Slide1musacihanNo ratings yet
- General Separator 1636422026Document55 pagesGeneral Separator 1636422026mohamed abdelazizNo ratings yet
- PipeLife Soluforce CatalogueDocument32 pagesPipeLife Soluforce CatalogueA_Valsamis100% (1)
- Pipe SwabsDocument2 pagesPipe SwabsadammzjinNo ratings yet
- IMF IMF IMF IMF: Solutions For Pressure RegulationDocument8 pagesIMF IMF IMF IMF: Solutions For Pressure RegulationMohamed MahmoudNo ratings yet
- LPG Presentation SlidesDocument19 pagesLPG Presentation SlidesLeed ENNo ratings yet
- Al-Sobhi, 2007Document184 pagesAl-Sobhi, 2007Xenon ArgonNo ratings yet
- 6.2. Natural Gas (Treatment)Document45 pages6.2. Natural Gas (Treatment)MaisarahNo ratings yet
- European Pipe Marking - Directive 67 - 548 - EECDocument2 pagesEuropean Pipe Marking - Directive 67 - 548 - EECgeos1001100% (1)
- SOP FOR Pigging OperationDocument4 pagesSOP FOR Pigging OperationpankajNo ratings yet
- Multiphase - Pumps - Axel CalgaryDocument45 pagesMultiphase - Pumps - Axel CalgaryAlberto Enrique De Santa Anna CampderáNo ratings yet
- Start Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaDocument33 pagesStart Up and Commissioning of Pipelines: D. S. Nanaware, Chief Project Manager, IOCL, NoidaAndi SungNo ratings yet
- Shaojun Zhou - Gas Technology InstituteDocument29 pagesShaojun Zhou - Gas Technology InstituteShitalbioNo ratings yet
- J Cjche 2018 08 020Document35 pagesJ Cjche 2018 08 020DEV RAJNo ratings yet
- Novel Deoxygenation of BiooilsDocument37 pagesNovel Deoxygenation of Biooilsr_nagpalNo ratings yet
- Deu PointDocument4 pagesDeu PointDurjoy ChakrabortyNo ratings yet
- Atmospheric DistillationDocument13 pagesAtmospheric DistillationargirotopNo ratings yet
- TBP Calculation Based On ViscosityDocument12 pagesTBP Calculation Based On ViscosityRembrandtKNo ratings yet
- 2 - Jean Paul MargotinDocument39 pages2 - Jean Paul MargotinargirotopNo ratings yet
- TBP Calculation Based On ViscosityDocument12 pagesTBP Calculation Based On ViscosityRembrandtKNo ratings yet
- On The Hydrodesulfurization of FCC Gasoline: A ReviewDocument30 pagesOn The Hydrodesulfurization of FCC Gasoline: A ReviewargirotopNo ratings yet
- 2003 Catalysis Today An Overview of DesulfurizationDocument53 pages2003 Catalysis Today An Overview of DesulfurizationargirotopNo ratings yet
- A Continuous Model For C7+ Fraction CharacterizationDocument9 pagesA Continuous Model For C7+ Fraction CharacterizationargirotopNo ratings yet
- Wellhead Compressor-HoerbigerDocument7 pagesWellhead Compressor-HoerbigerPraditia DanisNo ratings yet
- G.E Device Summary For Frame 9EDocument58 pagesG.E Device Summary For Frame 9ESulaiman JafferyNo ratings yet
- HNP006 Series: Fluid Conditioning PurifierDocument2 pagesHNP006 Series: Fluid Conditioning Purifiernicholaus alfargoNo ratings yet
- Abstracts: Journal of Applied ChemistryDocument64 pagesAbstracts: Journal of Applied ChemistryVasant HiremathNo ratings yet
- Lect15. Energybal Nonreactive PDFDocument28 pagesLect15. Energybal Nonreactive PDFSri NurNo ratings yet
- A Novel Concept For Offshore Production of Liquefied Natural GasDocument4 pagesA Novel Concept For Offshore Production of Liquefied Natural Gasbkonly4uNo ratings yet
- Instructions 95-8676: Infrared Carbon Dioxide Gas Detector Pointwatch Eclipse Model PireclDocument54 pagesInstructions 95-8676: Infrared Carbon Dioxide Gas Detector Pointwatch Eclipse Model PireclJrNo ratings yet
- Nitric AcidDocument14 pagesNitric Acidmalini2201No ratings yet
- Chapter 8 - StudentDocument28 pagesChapter 8 - StudentJean RisquezNo ratings yet
- Capelec Manual OpacimetroDocument24 pagesCapelec Manual OpacimetroYonathan Orozco0% (1)
- Research Article: Eulerian-Eulerian Simulation of Particle-Liquid Slurry Flow in Horizontal PipeDocument11 pagesResearch Article: Eulerian-Eulerian Simulation of Particle-Liquid Slurry Flow in Horizontal PipePrantik DasNo ratings yet
- Chapter 7 PDFDocument76 pagesChapter 7 PDFNurfatini CheNo ratings yet
- EME3183 Thermodynamics: by Ir Assoc Prof DR Tan Yong ChaiDocument20 pagesEME3183 Thermodynamics: by Ir Assoc Prof DR Tan Yong ChaiAmmar muhammadNo ratings yet
- Random Packing: From Competitive Products To Advanced SolutionsDocument16 pagesRandom Packing: From Competitive Products To Advanced SolutionsiazcuzcNo ratings yet
- Nums Past Paper 2019Document8 pagesNums Past Paper 2019Kamran AliNo ratings yet
- LO13 Low Temperature Physics: Answer: BDocument4 pagesLO13 Low Temperature Physics: Answer: BpewNo ratings yet
- Corner ModelDocument111 pagesCorner ModelmohamedNo ratings yet
- ILAR HydrodynamicsDocument16 pagesILAR HydrodynamicsFritz FestejoNo ratings yet
- General Education Reviewer (PRC)Document44 pagesGeneral Education Reviewer (PRC)Ara HerreraNo ratings yet
- Module 1. 3100 Fundamental ConceptsDocument16 pagesModule 1. 3100 Fundamental ConceptsTin VillalbaNo ratings yet
- Class 11 Chemistry MCQ Chapter Some Basic Concepts of ChemistryDocument24 pagesClass 11 Chemistry MCQ Chapter Some Basic Concepts of Chemistrysriram.j.athreyaNo ratings yet
- Phases of MatterDocument5 pagesPhases of MatterMarivic MirandaNo ratings yet
- D 2163 PDFDocument5 pagesD 2163 PDFseterisparigus100% (1)
- Gas Lift Installation DesignDocument6 pagesGas Lift Installation DesignsukunsurNo ratings yet
- Chapter 8 (Mass Spectrometer Testing Method)Document12 pagesChapter 8 (Mass Spectrometer Testing Method)Samia IbrahimNo ratings yet
- GM32 Sick Manual PDFDocument4 pagesGM32 Sick Manual PDFMotorola AndroidNo ratings yet
- Carbolite Gero General PDFDocument128 pagesCarbolite Gero General PDFzsmithNo ratings yet
- Transient Report RevA FinalDocument25 pagesTransient Report RevA Finalmzqaqila100% (1)
- The Enthalpy Water in The Liquid State: Znd. Eng. Chem., 43Document5 pagesThe Enthalpy Water in The Liquid State: Znd. Eng. Chem., 43Gustavo Gabriel JimenezNo ratings yet
- Air BearingDocument3 pagesAir Bearingjoshibec50% (2)