You might also like
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Welding DefectsDocument2 pagesWelding DefectsSatheesh RNo ratings yet
- Welding DefectDocument17 pagesWelding DefectAna Hidayah Syuhada100% (1)
- Weld Defect - An Overview - ScienceDirect Topics - Copper InclusionsDocument22 pagesWeld Defect - An Overview - ScienceDirect Topics - Copper InclusionsV U P RaoNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Weld DefectsDocument47 pagesWeld DefectsPratikNo ratings yet
- Principles of Field Ionization and Field Desorption Mass Spectrometry: International Series in Analytical ChemistryFrom EverandPrinciples of Field Ionization and Field Desorption Mass Spectrometry: International Series in Analytical ChemistryNo ratings yet
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Review of Mechanical DefectsDocument12 pagesReview of Mechanical DefectsAnonymous 8XWxoEu3No ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- SMAW 11 - Q1-Module-1-Lesson4Document11 pagesSMAW 11 - Q1-Module-1-Lesson4Jerome A. Gomez100% (2)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Q1, Module 1, Lesson4Document11 pagesQ1, Module 1, Lesson4Jerome A. Gomez100% (1)
- Cswip QusDocument4 pagesCswip QusRob WillestoneNo ratings yet
- JournalDocument4 pagesJournalARAVIND KRISHNANo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- Ultrasonic Testing HandbookDocument29 pagesUltrasonic Testing HandbookRafael HernandezNo ratings yet
- Pipeline Inspector 1667834732Document57 pagesPipeline Inspector 1667834732Dhani de EngineurNo ratings yet
- Ultrasonic Testing HandbookDocument29 pagesUltrasonic Testing HandbookP A KumarNo ratings yet
- 10 Welding Defects & RemediesDocument12 pages10 Welding Defects & RemediesvilukNo ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Common Weld DiscontinuitiesDocument43 pagesCommon Weld DiscontinuitiesNader GaafarNo ratings yet
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- WeldingdefectsDocument12 pagesWeldingdefectsTran DungNo ratings yet
- Weld DefectsDocument43 pagesWeld Defectsraju100% (1)
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- Welding DefectsDocument27 pagesWelding DefectsEvan Jared L. GalvezNo ratings yet
- Weld DiscontinuityDocument8 pagesWeld DiscontinuityRtal JgalNo ratings yet
- Casestudy FracturedductilecastironbracketDocument2 pagesCasestudy FracturedductilecastironbracketKhin Aung ShweNo ratings yet
- Weld-Defects A - TWI PDFDocument97 pagesWeld-Defects A - TWI PDFMKPashaPasha100% (2)
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- InspectionDocument17 pagesInspectionRishu GuptaNo ratings yet
- Weld Defects TrainingDocument77 pagesWeld Defects TrainingQC apollohx100% (1)
- Defects in WeldsDocument6 pagesDefects in WeldsSaran KumarNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- Welding Imperfection and Material InspectionDocument62 pagesWelding Imperfection and Material Inspectionintfarha10No ratings yet
- Role of Welding Defects On The Failure of Sub-Sea Carbon Steel Gas PipelineDocument5 pagesRole of Welding Defects On The Failure of Sub-Sea Carbon Steel Gas Pipelinemaian sajaNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- WELDING InspectionDocument89 pagesWELDING InspectionMaclaurinHeronNo ratings yet
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- Cswip Qa 3 2Document8 pagesCswip Qa 3 2Koya ThangalNo ratings yet
- CSWIP 3.2 Welding Inspector Exam: Signing Off A ProductDocument9 pagesCSWIP 3.2 Welding Inspector Exam: Signing Off A ProductAhmed NassarNo ratings yet
- Welding Present A Ion 1Document87 pagesWelding Present A Ion 1Vishnu KumarNo ratings yet
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocument74 pages4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- Welding ImpuritiesDocument11 pagesWelding ImpuritiesapNo ratings yet
- Welding Defects & TestsDocument27 pagesWelding Defects & TestsAbhishek SinhaNo ratings yet
- Failure Analysis of Friction Weld (FRW) in Truck Axle ApplicationDocument4 pagesFailure Analysis of Friction Weld (FRW) in Truck Axle ApplicationVivekintenseCmNo ratings yet
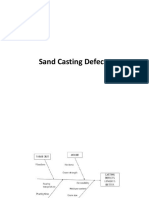
- 6 - Sand Casting DefectsDocument38 pages6 - Sand Casting DefectsSaniyahNo ratings yet
- Defect in Casting For Amie Manufacturing Technology and Manufacturing ScienceDocument33 pagesDefect in Casting For Amie Manufacturing Technology and Manufacturing ScienceparameshwaranpraveenNo ratings yet
- 23145879Document5 pages23145879Ali Ben AmorNo ratings yet
- Cexhib PDFDocument5 pagesCexhib PDFAli Ben AmorNo ratings yet
- Visual Inspection of Steel Pipes PlatesDocument72 pagesVisual Inspection of Steel Pipes PlatesLiam Choon SengNo ratings yet
- Welding PorosityDocument2 pagesWelding PorosityAditya WicaksonoNo ratings yet
- Welding Defects: Their Causes and PreventionDocument18 pagesWelding Defects: Their Causes and PreventionsanjaykumarmauryaNo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSampath KumarNo ratings yet
- Defect Related FailuresDocument24 pagesDefect Related FailuresAhmad AloudahNo ratings yet
- Glass Capillary Kinematic Viscometers: Standard Specifications and Operating Instructions ForDocument25 pagesGlass Capillary Kinematic Viscometers: Standard Specifications and Operating Instructions ForarturoNo ratings yet
- Problemas de Espectroscopia Organica IDocument5 pagesProblemas de Espectroscopia Organica IGabriel Alejandro Socias EsquivelNo ratings yet
- Photosynthesis in PlantsDocument5 pagesPhotosynthesis in Plantskay69max47No ratings yet
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDocument28 pages047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNo ratings yet
- Pearson Science 8 SB Chapter 5 Unit 5.2Document11 pagesPearson Science 8 SB Chapter 5 Unit 5.2teerapong onogk67% (3)
- Helicopter StructureDocument10 pagesHelicopter StructuredivyaNo ratings yet
- PTQ (Petroleum Technology Quarterly) Vol 20 No 4 Q3 (Jul, Aug, Sep) 2015Document148 pagesPTQ (Petroleum Technology Quarterly) Vol 20 No 4 Q3 (Jul, Aug, Sep) 2015Roo FaNo ratings yet
- 8.8A 2.0 EXPLAIN STEMscopedia EnglishDocument9 pages8.8A 2.0 EXPLAIN STEMscopedia Englishabdur2011No ratings yet
- Foodchem CaffeineDocument4 pagesFoodchem CaffeinePhương Linh PhạmNo ratings yet
- Indonesian Mineral Deposits - IntroductoryDocument11 pagesIndonesian Mineral Deposits - IntroductoryridofambudiNo ratings yet
- Kjeldahl MethodDocument9 pagesKjeldahl MethodnaomiNo ratings yet
- Activity 2 3 2 Tensile Testing With The SsaDocument9 pagesActivity 2 3 2 Tensile Testing With The Ssaapi-277473504No ratings yet
- Understanding Underground Electric Transmission CablesDocument4 pagesUnderstanding Underground Electric Transmission CablesSebastianCicognaNo ratings yet
- 1-Internal Heat GainDocument15 pages1-Internal Heat GainWunNa100% (1)
- Mal 4Document5 pagesMal 4Heri HidayatNo ratings yet
- Shell Refrigeration Oils Portfolio BrochureDocument2 pagesShell Refrigeration Oils Portfolio Brochureluismanuel.g10No ratings yet
- Certificate of Analysis of Goat MilkDocument1 pageCertificate of Analysis of Goat MilkBoonyi Unai100% (2)
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldNo ratings yet
- As 4873.1-2005 Recommended Practice For Inductively Coupled Plasma-Mass Spectrometry (ICP-MS) Principles andDocument8 pagesAs 4873.1-2005 Recommended Practice For Inductively Coupled Plasma-Mass Spectrometry (ICP-MS) Principles andSAI Global - APACNo ratings yet
- Ce140 PS 3 PDFDocument1 pageCe140 PS 3 PDFAydinAkhtarpour100% (1)
- CortesiumDocument14 pagesCortesiumrteoaNo ratings yet
- Aiats Aieee 2012 Test-1 SolutionDocument10 pagesAiats Aieee 2012 Test-1 Solutionblue_l1No ratings yet
- OTRDocument51 pagesOTRNithi AnandNo ratings yet
- Synergism in Solvent ExtractionDocument26 pagesSynergism in Solvent ExtractionabrahanNo ratings yet
- Fick's Laws of DiffusionDocument6 pagesFick's Laws of DiffusionEn CsakNo ratings yet
- Low Salinity EOR 2012Document41 pagesLow Salinity EOR 2012Pondok Huda100% (2)
- D156Document6 pagesD156rea_capriksNo ratings yet
- Building Materials Stones March 2016 PDFDocument100 pagesBuilding Materials Stones March 2016 PDFDanicaGanNo ratings yet
- AT 0 Lab Report PDFDocument7 pagesAT 0 Lab Report PDFerlanggasulaiman90No ratings yet
- Van't HoffDocument6 pagesVan't HoffKrisna PamungkasNo ratings yet