You might also like
- Advanced Materials in Japan: Source Book 1992From EverandAdvanced Materials in Japan: Source Book 1992No ratings yet
- KN0300 - Sonia Brühl - FreeDocument21 pagesKN0300 - Sonia Brühl - FreesbruhlNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- Industrial Application of CVD and PVDDocument18 pagesIndustrial Application of CVD and PVDYong Jae Kwon50% (2)
- Nitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEDocument51 pagesNitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEPushparaj Vignesh100% (1)
- MT30001 Materials Engineering (30001)Document38 pagesMT30001 Materials Engineering (30001)Rajesh MundaryNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- Various Categories of Stainless Steels Produced in The Country and Characteristics August 2021Document59 pagesVarious Categories of Stainless Steels Produced in The Country and Characteristics August 2021Adrija DeNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- Details - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesDocument6 pagesDetails - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesToolgripNo ratings yet
- Carbide ToolingDocument90 pagesCarbide ToolingHuron Industrial SupplyNo ratings yet
- Brochure Cathelain GBDocument28 pagesBrochure Cathelain GBFg FgNo ratings yet
- Rahul PPT Phase 1Document26 pagesRahul PPT Phase 1Rahul kumarNo ratings yet
- PN Junction Fabrication: Co-Ordinator DR Tarun ChaudharyDocument43 pagesPN Junction Fabrication: Co-Ordinator DR Tarun ChaudharyBIYYAPU SAI VAMSINo ratings yet
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarNo ratings yet
- Voest Alpine-WireDocument2 pagesVoest Alpine-WireAnonymous wUv02fNo ratings yet
- DSM-0329.1 WokaDur NiE ElectrodeDocument4 pagesDSM-0329.1 WokaDur NiE ElectrodeAlireza KhodabandehNo ratings yet
- Tatin CelikDocument52 pagesTatin Celikgoran073No ratings yet
- Delta Mks (Zinc Flake) - Pea ProjectDocument32 pagesDelta Mks (Zinc Flake) - Pea ProjectTAEWARAT RAKRUANGNo ratings yet
- Structural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanDocument153 pagesStructural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanJohn Philip Neri BesedillasNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Nitrided CoatingsDocument8 pagesNitrided Coatings492210681No ratings yet
- SMAW InstructionDocument20 pagesSMAW InstructionSun Sun100% (1)
- TNI2TIDocument2 pagesTNI2TIKureiNo ratings yet
- Physical Vapour Deposition Method Based Microstructure Analysis of TiN Coated Surfaces in Aluminum Alloy 2024 GradeDocument5 pagesPhysical Vapour Deposition Method Based Microstructure Analysis of TiN Coated Surfaces in Aluminum Alloy 2024 GradeEditor IJTSRDNo ratings yet
- Coatings: Corrosion Behavior and Surface Properties of PVD Coatings For Mold Technology ApplicationsDocument12 pagesCoatings: Corrosion Behavior and Surface Properties of PVD Coatings For Mold Technology ApplicationsFINNING CATNo ratings yet
- 1.AdvMatDesign Bondan LightweigthProtectiveMatDocument63 pages1.AdvMatDesign Bondan LightweigthProtectiveMatQidiw Qidiw QidiwNo ratings yet
- Semiconductor ProcessDocument39 pagesSemiconductor Processgajendra_kNo ratings yet
- NC 3401 Graphite Flotation in Ductile Iron v3Document24 pagesNC 3401 Graphite Flotation in Ductile Iron v3SiriusNo ratings yet
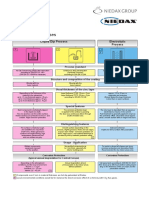
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNo ratings yet
- Aimtdr Ppt-M.eDocument37 pagesAimtdr Ppt-M.eMonish RajaNo ratings yet
- CW617N - Stång - Eng - Utg 3Document4 pagesCW617N - Stång - Eng - Utg 3Jarco PetrinNo ratings yet
- Applications and Processing of CeramicsDocument13 pagesApplications and Processing of CeramicsGonzalo CamposNo ratings yet
- Trainning Double A - CoolingDocument102 pagesTrainning Double A - CoolingKookkai NuttimaNo ratings yet
- Internship CorrectedDocument89 pagesInternship CorrectedDixith SalianNo ratings yet
- VLSI Technology Course Final SlidesDocument215 pagesVLSI Technology Course Final SlidesAyush SinghNo ratings yet
- PCB Surface FinishesDocument40 pagesPCB Surface FinishesAshGoodwinNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- Material Chapter11Document30 pagesMaterial Chapter11khanh phamNo ratings yet
- 4.0 Steel Structures Subjected To FireDocument4 pages4.0 Steel Structures Subjected To FireShakil AkhterNo ratings yet
- M.E.I.M 2017 362 Cutting Tools (PM)Document42 pagesM.E.I.M 2017 362 Cutting Tools (PM)rohanNo ratings yet
- EN SteelDocument6 pagesEN SteelJugal BathamNo ratings yet
- Copper Alloy C14200 PDFDocument9 pagesCopper Alloy C14200 PDFNut AssanaiNo ratings yet
- Zinc Electroplating On Mild SteelDocument7 pagesZinc Electroplating On Mild SteelNidhi SharmaNo ratings yet
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal ItemsDocument23 pagesBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal ItemsR Hari Hara SNo ratings yet
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pages20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanNo ratings yet
- Fabrication of CMOS Integrated CircuitsDocument56 pagesFabrication of CMOS Integrated CircuitsVinay GoddemmeNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- Welding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeDocument3 pagesWelding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeJOLLY JAYA SENTOSANo ratings yet
- Hastelloy C22 / Alloy C22 / UNS N06022 / DIN 2.4602Document3 pagesHastelloy C22 / Alloy C22 / UNS N06022 / DIN 2.4602SamkitNo ratings yet
- m705 grn360 Kv20series20flyDocument2 pagesm705 grn360 Kv20series20flyKek Siang MingNo ratings yet
- Aisi 321 Stainless Steel Uns s32100 Din 1.4541Document3 pagesAisi 321 Stainless Steel Uns s32100 Din 1.4541Shariq KhanNo ratings yet
- Test Blanket Module: RAFMS Steels & Fabrication TechnologiesDocument43 pagesTest Blanket Module: RAFMS Steels & Fabrication TechnologieskambletanajiNo ratings yet
- JQ - Yj501-1-Products E71t1 Tianjing FcawDocument5 pagesJQ - Yj501-1-Products E71t1 Tianjing FcawDiego PabonNo ratings yet
- Barrettetig Catalogo Oerlikon 35035Document44 pagesBarrettetig Catalogo Oerlikon 35035mp303No ratings yet
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNo ratings yet
- Coating ThicknessDocument1 pageCoating ThicknessRaja DuraiNo ratings yet
- Casting Aluminum: Die Casting, A Brief DescriptionDocument7 pagesCasting Aluminum: Die Casting, A Brief Descriptionanon_124372987No ratings yet
- 113resuelto Procesamiento-Ceramicos ch13Document26 pages113resuelto Procesamiento-Ceramicos ch13Isac NumNo ratings yet
- QA/QC Checklist - Installation of MDB Panel BoardsDocument6 pagesQA/QC Checklist - Installation of MDB Panel Boardsehtesham100% (1)
- Forecasting of Nonlinear Time Series Using Artificial Neural NetworkDocument9 pagesForecasting of Nonlinear Time Series Using Artificial Neural NetworkranaNo ratings yet
- Ikea AnalysisDocument33 pagesIkea AnalysisVinod BridglalsinghNo ratings yet
- Appendix - 5 (Under The Bye-Law No. 19 (B) )Document3 pagesAppendix - 5 (Under The Bye-Law No. 19 (B) )jytj1No ratings yet
- Unit 2Document97 pagesUnit 2MOHAN RuttalaNo ratings yet
- Recall, Initiative and ReferendumDocument37 pagesRecall, Initiative and ReferendumPhaura Reinz100% (1)
- Unit 1Document3 pagesUnit 1beharenbNo ratings yet
- TAS5431-Q1EVM User's GuideDocument23 pagesTAS5431-Q1EVM User's GuideAlissonNo ratings yet
- Transparency Documentation EN 2019Document23 pagesTransparency Documentation EN 2019shani ChahalNo ratings yet
- Water Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Document160 pagesWater Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Aldrian PradanaNo ratings yet
- The Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageDocument5 pagesThe Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageHenny ZahranyNo ratings yet
- An RambTel Monopole Presentation 280111Document29 pagesAn RambTel Monopole Presentation 280111Timmy SurarsoNo ratings yet
- Oracle Exadata Database Machine X4-2: Features and FactsDocument17 pagesOracle Exadata Database Machine X4-2: Features and FactsGanesh JNo ratings yet
- The Effectiveness of Risk Management: An Analysis of Project Risk Planning Across Industries and CountriesDocument13 pagesThe Effectiveness of Risk Management: An Analysis of Project Risk Planning Across Industries and Countriesluisbmwm6No ratings yet
- Engine Diesel PerfomanceDocument32 pagesEngine Diesel PerfomancerizalNo ratings yet
- Shahroz Khan CVDocument5 pagesShahroz Khan CVsid202pkNo ratings yet
- Bajaj Allianz InsuranceDocument93 pagesBajaj Allianz InsuranceswatiNo ratings yet
- Sterling B2B Integrator - Installing and Uninstalling Standards - V5.2Document20 pagesSterling B2B Integrator - Installing and Uninstalling Standards - V5.2Willy GaoNo ratings yet
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocument35 pagesHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobreNo ratings yet
- CA Inter Group 1 Book November 2021Document251 pagesCA Inter Group 1 Book November 2021VISHAL100% (2)
- Binary File MCQ Question Bank For Class 12 - CBSE PythonDocument51 pagesBinary File MCQ Question Bank For Class 12 - CBSE Python09whitedevil90No ratings yet
- How Yaffs WorksDocument25 pagesHow Yaffs WorkseemkutayNo ratings yet
- Data Sheet WD Blue PC Hard DrivesDocument2 pagesData Sheet WD Blue PC Hard DrivesRodrigo TorresNo ratings yet
- 6 V 6 PlexiDocument8 pages6 V 6 PlexiFlyinGaitNo ratings yet
- 4109 CPC For ExamDocument380 pages4109 CPC For ExamMMM-2012No ratings yet
- SILABO 29-MT247-Sensors-and-Signal-ConditioningDocument2 pagesSILABO 29-MT247-Sensors-and-Signal-ConditioningDiego CastilloNo ratings yet
- Asphalt Plant Technical SpecificationsDocument5 pagesAsphalt Plant Technical SpecificationsEljoy AgsamosamNo ratings yet
- Discover Mecosta 2011Document40 pagesDiscover Mecosta 2011Pioneer GroupNo ratings yet
- HSBC in A Nut ShellDocument190 pagesHSBC in A Nut Shelllanpham19842003No ratings yet
- Working Capital ManagementDocument39 pagesWorking Capital ManagementRebelliousRascalNo ratings yet