You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Earth Gravity and Satellite Orbits CalculationsDocument9 pagesEarth Gravity and Satellite Orbits CalculationsYoobsan Asaffaa FufaaNo ratings yet
- Closed-Book Practice-Ch 03 (2016!12!10)Document8 pagesClosed-Book Practice-Ch 03 (2016!12!10)JuanNo ratings yet
- Discrete Dislocation DynamicsDocument10 pagesDiscrete Dislocation DynamicsFabian de Jesus Orozco MartinezNo ratings yet
- 022 URTT en Rev 02 20.12.2019 20149Document89 pages022 URTT en Rev 02 20.12.2019 20149ramadan rashadNo ratings yet
- Fonko Staro UpatstvoDocument27 pagesFonko Staro UpatstvoToni TalevskiNo ratings yet
- Physica"l Prop.e.rtigs: of ItDocument11 pagesPhysica"l Prop.e.rtigs: of ItAhmedMahirNo ratings yet
- ASTM D7740 Optimizing AASDocument9 pagesASTM D7740 Optimizing AASarufatoNo ratings yet
- Afrl ML WP TR 2001 4159Document1,154 pagesAfrl ML WP TR 2001 4159Rodrigo MarinNo ratings yet
- Effects of KOH Etching On The Properties of Ga-PolarDocument14 pagesEffects of KOH Etching On The Properties of Ga-PolarAmor BchetniaNo ratings yet
- JEE Adv. - Growth - Sample Paper-2 - StudentDocument15 pagesJEE Adv. - Growth - Sample Paper-2 - Studentanurag jaiswalNo ratings yet
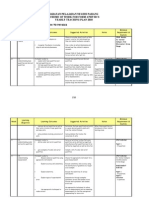
- Physics Form 4 Yearly Lesson Plan 2010Document26 pagesPhysics Form 4 Yearly Lesson Plan 2010Mohd Khairul AnuarNo ratings yet
- Vincent PDFDocument4 pagesVincent PDFSarinKorthawornwongNo ratings yet
- BS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFDocument30 pagesBS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFKrit JiamjirochNo ratings yet
- NEK2134GK 100 V 50-60 HZ 1Document5 pagesNEK2134GK 100 V 50-60 HZ 1Luis Ernesto Vaca EspindolaNo ratings yet
- Sunstrip TechDocument4 pagesSunstrip TechatseucNo ratings yet
- Tutorial 2 (ME332) : Problems On Strain Rate, Stokes Laws, Surface Forces and Basic Equations & Boundary ConditionsDocument2 pagesTutorial 2 (ME332) : Problems On Strain Rate, Stokes Laws, Surface Forces and Basic Equations & Boundary ConditionsPrateeksha ShakyaNo ratings yet
- Sliding and Rolling Bearing ArrangementsDocument23 pagesSliding and Rolling Bearing ArrangementsSartaj SinghNo ratings yet
- Pressure Die CastingDocument5 pagesPressure Die CastingIdrisNo ratings yet
- GCMS - K - MS TuneDocument4 pagesGCMS - K - MS TuneDaniel MoraNo ratings yet
- SpectrOil 100 Series DatasheetDocument2 pagesSpectrOil 100 Series DatasheetClydeA.SardoncilloNo ratings yet
- and its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireDocument3 pagesand its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireMuhamad Zahwan AnwarNo ratings yet
- 3D Blade Analysis v1.0Document12 pages3D Blade Analysis v1.0DUVAN FELIPE MUNOZ GARCIANo ratings yet
- Addis Ababa Science and Technology University Collage of Electrical and Mechanical Engineering Department of Electrical and Computer EngineeringDocument6 pagesAddis Ababa Science and Technology University Collage of Electrical and Mechanical Engineering Department of Electrical and Computer EngineeringABENEZER EPHREMNo ratings yet
- Asme Sec Viii Div-2Document31 pagesAsme Sec Viii Div-2Yash Rami100% (3)
- Acoustic ReportDocument17 pagesAcoustic Reportgia hân phamNo ratings yet
- Pipingchevronoffshore 2Document56 pagesPipingchevronoffshore 2Velpandian ManiNo ratings yet
- Part - I: Subjective QuestionsDocument11 pagesPart - I: Subjective Questionspankaj agarwalNo ratings yet
- BRI-STEEL MANUFACTURING PIPE SCHEDULESDocument2 pagesBRI-STEEL MANUFACTURING PIPE SCHEDULESN RNo ratings yet
- NASA Understanding Earth - Whats Up With PrecipitationDocument16 pagesNASA Understanding Earth - Whats Up With PrecipitationSB CarmzNo ratings yet
- Effect of Crystallinity On Electrical Properties of ElectronDocument4 pagesEffect of Crystallinity On Electrical Properties of Electronapi-3837841No ratings yet