You might also like
- Maruti Suzuki Training ReportDocument26 pagesMaruti Suzuki Training ReportRehan Sharma100% (2)
- Skill Development: Oem'S Authorized Cad/Cae Training CenterDocument1 pageSkill Development: Oem'S Authorized Cad/Cae Training CenterSheik ShafiNo ratings yet
- Facteurs Géométriques Qui Influencent L'esthétique Véhicule Fini B.I.WDocument9 pagesFacteurs Géométriques Qui Influencent L'esthétique Véhicule Fini B.I.WsopanNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Hem Electromagnetic Forming Technology Ming of BIW Panels Using TheDocument9 pagesHem Electromagnetic Forming Technology Ming of BIW Panels Using ThesopanNo ratings yet
- Rcar Bumper Barrier SpecificationDocument14 pagesRcar Bumper Barrier Specificationtrev3rNo ratings yet
- BIW Structure Can Be Divided in Following SubstructuresDocument7 pagesBIW Structure Can Be Divided in Following SubstructuresJyoti KaleNo ratings yet
- Crash-Regulations: Europe, United Nations, USA, China and IndiaDocument1 pageCrash-Regulations: Europe, United Nations, USA, China and Indiaprakash srivastavaNo ratings yet
- Car Door Stamping Abacs ProjectDocument38 pagesCar Door Stamping Abacs ProjectVipul AgrawalNo ratings yet
- Plastics Product DesignDocument295 pagesPlastics Product DesignMousam ChoudhuryNo ratings yet
- 111 1400 Simon Black Jaguar Land RoverDocument29 pages111 1400 Simon Black Jaguar Land RoverseehariNo ratings yet
- Session4 Automotive Front End DesignDocument76 pagesSession4 Automotive Front End DesignShivprasad SavadattiNo ratings yet
- Calculate Wheel Arch Clearance for Fender DesignDocument3 pagesCalculate Wheel Arch Clearance for Fender DesignHari TejNo ratings yet
- BumperDocument33 pagesBumperAbhishek VermaNo ratings yet
- Slam TestDocument17 pagesSlam Testtoyota952No ratings yet
- Bumper Design Enhancement Through Crash AnalysisDocument9 pagesBumper Design Enhancement Through Crash AnalysisSanthosh KumarNo ratings yet
- Methods For BIW Part FormabilityDocument1 pageMethods For BIW Part FormabilityAvneet MaanNo ratings yet
- Automotive Body Gap and Flushness CourseDocument5 pagesAutomotive Body Gap and Flushness Courseyasar jawaidNo ratings yet
- Thermoforming Design Guide (GE Plastics) PDFDocument57 pagesThermoforming Design Guide (GE Plastics) PDFAlexis Andrés Durán OyanederNo ratings yet
- Auto Noise Vibration Harshness Analysis Full VehicleDocument5 pagesAuto Noise Vibration Harshness Analysis Full VehicleManeesh M KaimalNo ratings yet
- BumperDocument3 pagesBumperkerrenNo ratings yet
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SNo ratings yet
- Automotive Instrument PanelsDocument59 pagesAutomotive Instrument PanelsGirijesh Patel100% (1)
- 008 Selection of Alternative Material For Car Roof PanelDocument10 pages008 Selection of Alternative Material For Car Roof PanelyasinNo ratings yet
- Rail Interiors Magazine-2011Document84 pagesRail Interiors Magazine-2011Jaijith ...100% (2)
- Front Roof Rail Reinforcement DesignDocument19 pagesFront Roof Rail Reinforcement Designomkar sarkarNo ratings yet
- Rack and Pinion Steering DesigningDocument19 pagesRack and Pinion Steering DesigningAudrian Louven Realubit Sabado0% (2)
- RCAR Bumper Barrier Model For RCAR Structural TestDocument8 pagesRCAR Bumper Barrier Model For RCAR Structural Testtrev3rNo ratings yet
- Scratch Resistance Test BSENISO15182001Document14 pagesScratch Resistance Test BSENISO15182001Jose Antonio Lucero CruzNo ratings yet
- Pedestrian Protection Challenges For SUVs in IndiaDocument4 pagesPedestrian Protection Challenges For SUVs in Indiaanmol6237No ratings yet
- Snap - Fits Design Guide by DistrupolDocument4 pagesSnap - Fits Design Guide by DistrupolNeleNo ratings yet
- To Calculate The Wheel Arc Area of Fender and Prove Whether The Car Will Pass The Standards or Not by Using The European StandardDocument8 pagesTo Calculate The Wheel Arc Area of Fender and Prove Whether The Car Will Pass The Standards or Not by Using The European Standardharish ragavendranNo ratings yet
- Samsung NX Teamcenter Case StudyDocument2 pagesSamsung NX Teamcenter Case StudySehar AdilNo ratings yet
- Automotive Workshop On BiW-Structures PDFDocument41 pagesAutomotive Workshop On BiW-Structures PDFArvind KatyayanNo ratings yet
- 2.4 Assembly ManualDocument139 pages2.4 Assembly Manualgustavo dlsNo ratings yet
- Kautex K3DDocument8 pagesKautex K3DAmitava DattaNo ratings yet
- 5 Vehicle CrashworthinessDocument17 pages5 Vehicle CrashworthinessTaqiuddin MohammedNo ratings yet
- Automotive & BIW - 231212 - 121616Document100 pagesAutomotive & BIW - 231212 - 121616Kasturi Venkata Mohana RaoNo ratings yet
- Tata Technologies Automotive BrochureDocument8 pagesTata Technologies Automotive Brochuresunil481No ratings yet
- Ravi Resume PDFDocument2 pagesRavi Resume PDFRavi Prakash M PNo ratings yet
- Surface RoughnessDocument132 pagesSurface Roughnessagung dpNo ratings yet
- Harness SealingDocument30 pagesHarness Sealingpapipapii100% (1)
- Bumper BeamDocument4 pagesBumper BeamJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Modern AutomativeDocument32 pagesModern Automativeabhishekratkale38No ratings yet
- Analysis of Case HERO CYCLEDocument5 pagesAnalysis of Case HERO CYCLEMohit Malviya0% (1)
- Session1 Introduction Automotive Design and ProcessDocument36 pagesSession1 Introduction Automotive Design and ProcessFocus stNo ratings yet
- BIW Parts AnatomyDocument3 pagesBIW Parts AnatomyArthi EswaranNo ratings yet
- 4 Automotive Door Design and StructuralDocument7 pages4 Automotive Door Design and StructuralRahul JainNo ratings yet
- Pedestrian Safety ANSA mETA v2Document3 pagesPedestrian Safety ANSA mETA v2samisdr3946No ratings yet
- Linear Vibration Welding Design GuideDocument2 pagesLinear Vibration Welding Design GuideguptaashishNo ratings yet
- Plastic Material Selection GuideDocument2 pagesPlastic Material Selection GuideGopinath VeNo ratings yet
- Joining Methods For PlasticsDocument48 pagesJoining Methods For PlasticsML Deshmukh100% (1)
- NX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsDocument4 pagesNX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsSmartlearning TechnologyNo ratings yet
- ProterraDocument15 pagesProterraDigendra RathoreNo ratings yet
- Plastics Material Selection Criteria: BY N.Mohan Kumar Cipet ChennaiDocument16 pagesPlastics Material Selection Criteria: BY N.Mohan Kumar Cipet ChennaisouravNo ratings yet
- Vehicle Body Engineering: Body Terminology, Visibility & SpaceDocument36 pagesVehicle Body Engineering: Body Terminology, Visibility & SpaceB. selvababuNo ratings yet
- Door Load CasesDocument1 pageDoor Load CasesJabastin CharlesNo ratings yet
- Snap fit design guideDocument20 pagesSnap fit design guideBolos BrownNo ratings yet
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainFrom EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo ratings yet
- Scan 0000Document1 pageScan 0000Ali JavedNo ratings yet
- Solving Physics Problems Involving Integrals And Angular QuantitiesDocument11 pagesSolving Physics Problems Involving Integrals And Angular QuantitiesAli JavedNo ratings yet
- CalcDocument19 pagesCalcAli JavedNo ratings yet
- Tex Refcard A4 PDFDocument2 pagesTex Refcard A4 PDFAkis Kleanthis ManolopoulosNo ratings yet
- AIAA MeshlessDocument14 pagesAIAA MeshlessAli JavedNo ratings yet
- Question No 2: Let Us Consider ThatDocument9 pagesQuestion No 2: Let Us Consider ThatAli JavedNo ratings yet
- Treatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Document5 pagesTreatment of Fruit Juice Concentrate Wastewater by Electrocoagulation - Optimization of COD Removal (#400881) - 455944Victoria LeahNo ratings yet
- To The OneDocument8 pagesTo The OnePizzaCowNo ratings yet
- PERSONS Finals Reviewer Chi 0809Document153 pagesPERSONS Finals Reviewer Chi 0809Erika Angela GalceranNo ratings yet
- wch13 01 Rms 20230817Document24 pageswch13 01 Rms 20230817halcieeschNo ratings yet
- Universal Basic IncomeDocument31 pagesUniversal Basic IncomeumairahmedbaigNo ratings yet
- Synthesis, Experimental and Theoretical Characterizations of A NewDocument7 pagesSynthesis, Experimental and Theoretical Characterizations of A NewWail MadridNo ratings yet
- Jounce Therapeutics Company Events and Start DatesDocument48 pagesJounce Therapeutics Company Events and Start DatesEquity NestNo ratings yet
- Critical Criminal Justice IssuesDocument132 pagesCritical Criminal Justice IssuesAnnamarella Amurao CardinezNo ratings yet
- Ensure Even Preload with Proper Tightening Tools and SequenceDocument2 pagesEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNo ratings yet
- Retail Management PPT1Document14 pagesRetail Management PPT1Srilekha GubbalaNo ratings yet
- Chapter 3 - CT&VT - Part 1Document63 pagesChapter 3 - CT&VT - Part 1zhafran100% (1)
- AAR Maintenance 001Document3 pagesAAR Maintenance 001prakash reddyNo ratings yet
- Catherineresume 2Document3 pagesCatherineresume 2api-302133133No ratings yet
- g21 Gluta MsdsDocument3 pagesg21 Gluta Msdsiza100% (1)
- EO On Ban of Fireworks (Integrated)Document2 pagesEO On Ban of Fireworks (Integrated)Mario Roldan Jr.No ratings yet
- Cot 1 Vital SignsDocument22 pagesCot 1 Vital Signscristine g. magatNo ratings yet
- Job Satisfaction RRLDocument39 pagesJob Satisfaction RRLMarie Tiffany100% (1)
- The Danger of Microwave TechnologyDocument16 pagesThe Danger of Microwave Technologyrey_hadesNo ratings yet
- GCSDocument20 pagesGCSnicole aligno100% (2)
- Case Report on Right Knee FuruncleDocument47 pagesCase Report on Right Knee Furuncle馮宥忻No ratings yet
- B.Sc. (AGRICULTURE) HORTICULTURE SYLLABUSDocument31 pagesB.Sc. (AGRICULTURE) HORTICULTURE SYLLABUSgur jazzNo ratings yet
- Diagnostic and Statistical Manual of Mental Disorders: Distinction From ICD Pre-DSM-1 (1840-1949)Document25 pagesDiagnostic and Statistical Manual of Mental Disorders: Distinction From ICD Pre-DSM-1 (1840-1949)Unggul YudhaNo ratings yet
- Hinduism Today April May June 2015Document43 pagesHinduism Today April May June 2015jpmahadevNo ratings yet
- Pictorial History of AOTADocument5 pagesPictorial History of AOTAThe American Occupational Therapy Association0% (4)
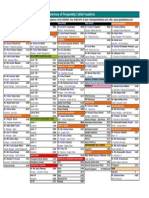
- Directory of Frequently Called Numbers: Maj. Sheikh RahmanDocument1 pageDirectory of Frequently Called Numbers: Maj. Sheikh RahmanEdward Ebb BonnoNo ratings yet
- Week 6 Blood and Tissue FlagellatesDocument7 pagesWeek 6 Blood and Tissue FlagellatesaemancarpioNo ratings yet
- Material Safety Data Sheet: WWW - Smartlab.co - IdDocument8 pagesMaterial Safety Data Sheet: WWW - Smartlab.co - Idlalan suparlanNo ratings yet
- Funds Flow Statement ExplainedDocument76 pagesFunds Flow Statement Explainedthella deva prasad0% (1)
- History of The Stethoscope PDFDocument10 pagesHistory of The Stethoscope PDFjmad2427No ratings yet
- Live Performance Award Ma000081 Pay GuideDocument48 pagesLive Performance Award Ma000081 Pay GuideDan LijndersNo ratings yet