You might also like
- Gas de Hassi RDocument2 pagesGas de Hassi RAlexander Alfredo Mamani ChambillaNo ratings yet
- SELEXOLDocument3 pagesSELEXOLJessicaNo ratings yet
- Reformación Del Gas NaturalDocument3 pagesReformación Del Gas NaturalRindolfo Barra RoaNo ratings yet
- Gas de SintesisDocument25 pagesGas de SintesisjggjNo ratings yet
- Endulzamiento GN (Dsagn) GpsaDocument24 pagesEndulzamiento GN (Dsagn) Gpsacarlos arredondo100% (1)
- Proceso MtoDocument15 pagesProceso MtoDannes Bustillos100% (2)
- OxidaciónDocument50 pagesOxidaciónChristian Condori CameronNo ratings yet
- UreaDocument17 pagesUreaJuanYupanquiBNo ratings yet
- Síntesis y propiedades del metanolDocument2 pagesSíntesis y propiedades del metanolJose Maria Herrera SaraviaNo ratings yet
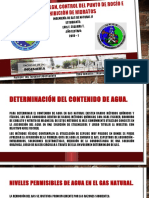
- Determinación del contenido de agua en gas naturalDocument72 pagesDeterminación del contenido de agua en gas naturalLuis SegarraNo ratings yet
- Manual de MHC InteractivoDocument202 pagesManual de MHC InteractivoEduardNo ratings yet
- Solubilidad de polímeros en función de su estructuraDocument14 pagesSolubilidad de polímeros en función de su estructuraSergio Lazarte MercadoNo ratings yet
- Examen de Segundo Turso sobre Legislación de HidrocarburosDocument2 pagesExamen de Segundo Turso sobre Legislación de HidrocarburosSachiel NightroadNo ratings yet
- Cracking Catalitico, HidrocrakingDocument5 pagesCracking Catalitico, HidrocrakingJoshua RoseroNo ratings yet
- Cracking Catalítico FluidoDocument20 pagesCracking Catalítico FluidoHenry HurtadoNo ratings yet
- Trabajo de Mod 5 G.N.Document47 pagesTrabajo de Mod 5 G.N.Evio Gutierrez BasualtoNo ratings yet
- TesisDocument77 pagesTesisministerio juventud100% (1)
- Borrador para Exposicion OlefinasDocument28 pagesBorrador para Exposicion Olefinasedward_barreto2100% (1)
- Metano Con Vapor de AguaDocument21 pagesMetano Con Vapor de AguaFlor Ayma GuzmánNo ratings yet
- Procesos de endulzamiento del gas naturalDocument62 pagesProcesos de endulzamiento del gas naturalAlvaro Alcides Surco AruquipaNo ratings yet
- HidratosDocument30 pagesHidratosMERARI ESTUDILLO RUEDANo ratings yet
- CORROSIÓN EN PLANTAS DE ENDULZAMIENTODocument27 pagesCORROSIÓN EN PLANTAS DE ENDULZAMIENTOJhoss MateoNo ratings yet
- Acetaldehído A Partir de EtilenoDocument1 pageAcetaldehído A Partir de EtilenoAndres Felipe Chaux MayorNo ratings yet
- File 135bc2086d 2408 Ejemplo 2 Planos 2 BFD PFD Pid 2012 Modo de CompatibilidadDocument52 pagesFile 135bc2086d 2408 Ejemplo 2 Planos 2 BFD PFD Pid 2012 Modo de Compatibilidadrx10feidaoNo ratings yet
- Plantas CriogenicasDocument12 pagesPlantas CriogenicasMayra Advincula VilcaraNo ratings yet
- Procesos Selexol y Girbotol 1Document10 pagesProcesos Selexol y Girbotol 1Andrea GarciaNo ratings yet
- R2U3 - 01 - Prediccion y Comportamiento Del ReservorioDocument58 pagesR2U3 - 01 - Prediccion y Comportamiento Del ReservorioFreddy Soto RieraNo ratings yet
- Gas de SintesisDocument196 pagesGas de SintesisMarisol Arriaga GonzalesNo ratings yet
- Paquetes de Producción de Etilbenceno - PDFDocument21 pagesPaquetes de Producción de Etilbenceno - PDFYaneth Guzman MendozaNo ratings yet
- Endulzamiento Por Aminas ExpoDocument11 pagesEndulzamiento Por Aminas ExpoLuisa AmayaNo ratings yet
- Gas de SíntesisDocument12 pagesGas de Síntesisbfreitessr100% (1)
- Simulación Del Proceso de Endulzamiento Del Gas Natural Por Medio Del Solvente AminaDocument53 pagesSimulación Del Proceso de Endulzamiento Del Gas Natural Por Medio Del Solvente Aminaadrian ospino canteroNo ratings yet
- Proceso de Refinacion Del CrudoDocument13 pagesProceso de Refinacion Del CrudoJhonnVillarroelOrellanaNo ratings yet
- Isomerización - AlquilaciónDocument15 pagesIsomerización - AlquilaciónGreysi N. Moreno CedeñoNo ratings yet
- Informe CyclarDocument13 pagesInforme CyclarjorgejorjaisNo ratings yet
- TurboDocument8 pagesTurboAlex RivasNo ratings yet
- Guía Procesos de Refinación Del PetróleoDocument10 pagesGuía Procesos de Refinación Del PetróleoJhon Freiman AriasNo ratings yet
- Producción de Gas de SíntesisDocument11 pagesProducción de Gas de SíntesisJosmary Romero100% (1)
- Ejercicios de Fraccionamiento Del Gas NaDocument14 pagesEjercicios de Fraccionamiento Del Gas Najose miguel aguilar saucedoNo ratings yet
- Diagramas de FasesDocument11 pagesDiagramas de FasesLuis Fernando Quiroz IbañezNo ratings yet
- Proceso y Esquema de Refino.Document20 pagesProceso y Esquema de Refino.Soledad AlanocaNo ratings yet
- Davy ProcessDocument20 pagesDavy ProcessJose Octavio TacaNo ratings yet
- 5 - .CAPITULO N °3 PROCESOS DE REFINACION (1°parte) PDFDocument9 pages5 - .CAPITULO N °3 PROCESOS DE REFINACION (1°parte) PDFNicandroGonzalesNo ratings yet
- Destilacion Del CrudoDocument13 pagesDestilacion Del CrudoSaùl RsNo ratings yet
- Producción de diesel, gasolina y GLP en BoliviaDocument5 pagesProducción de diesel, gasolina y GLP en BoliviaYamilito GarnicaNo ratings yet
- Perfil de Proyecto de Grado Sintesis de MetanolDocument20 pagesPerfil de Proyecto de Grado Sintesis de MetanolJonathan Martinez Vacaflor86% (7)
- Presentacion ToyoDocument14 pagesPresentacion ToyoAlexander Rodriguez PeralesNo ratings yet
- Perfil Proyecto UltimoDocument48 pagesPerfil Proyecto UltimoWIGER MADRIDNo ratings yet
- IsomerizacionDocument38 pagesIsomerizacionjosNo ratings yet
- CarburantesDocument39 pagesCarburantesNoe Ibarra CondoriNo ratings yet
- Monografía JAVIER EDUARDO LÓPEZ CARRILLODocument44 pagesMonografía JAVIER EDUARDO LÓPEZ CARRILLOLiliana ZabalaNo ratings yet
- Deshidratación Del Gas NaturalDocument20 pagesDeshidratación Del Gas NaturalBetzaLicyChavezNo ratings yet
- Presentacion Consola 1 Dcu - CGPDocument60 pagesPresentacion Consola 1 Dcu - CGPClaudia Williams DuvergerNo ratings yet
- Obtención metanol a partir metanoDocument2 pagesObtención metanol a partir metanoEliana J Yazo CNo ratings yet
- Trabajo Final LurgiDocument12 pagesTrabajo Final LurgiFlor Ayma Guzmán100% (1)
- Apuntes para Industrialización Del Petróleo y El Gas 11º Clase 2019Document19 pagesApuntes para Industrialización Del Petróleo y El Gas 11º Clase 2019Ivan TuratiNo ratings yet
- Metanol y FormaldehidoDocument22 pagesMetanol y FormaldehidoVania BaradiNo ratings yet
- Desulfurizador elimina azufre de corrientes de gasDocument3 pagesDesulfurizador elimina azufre de corrientes de gasEliott Villanueva OchoaNo ratings yet
- Relacion Entre El Hidrogeno y El MetanoDocument2 pagesRelacion Entre El Hidrogeno y El MetanoAngelitoye100% (2)
- Tablas S InglesDocument15 pagesTablas S InglesManuel IrigoyenNo ratings yet
- 2022 Fo Tabla TLV Actualizada GasesDocument1 page2022 Fo Tabla TLV Actualizada GasesJOSE CALVONo ratings yet
- Tec Quick Select Guide - Na - EsDocument12 pagesTec Quick Select Guide - Na - Estrujilloe1012No ratings yet
- Proceso de fabricación de bicarbonato de sodio a partir de calizaDocument1 pageProceso de fabricación de bicarbonato de sodio a partir de calizacarolinaNo ratings yet
- PROPILENODocument2 pagesPROPILENOA-K WorldNo ratings yet
- Act 2 Balance - MateriaDocument8 pagesAct 2 Balance - MateriaRobinson AlvarezNo ratings yet
- ABC Compressors Catalogo CORPORATIVO - EspañolDocument12 pagesABC Compressors Catalogo CORPORATIVO - EspañolAndres Bernal OrtizNo ratings yet
- Manual de Limpieza y Desinfeccion Del Sistema de AguaDocument7 pagesManual de Limpieza y Desinfeccion Del Sistema de AguaSistema ElectricoNo ratings yet
- SEÑALIZACIONDocument17 pagesSEÑALIZACIONDiiaNita ToLozaNo ratings yet
- Inventario de Consignación Quesqui 405Document20 pagesInventario de Consignación Quesqui 405Ernesto CamachoNo ratings yet
- Hojas de Vida EquiposDocument13 pagesHojas de Vida EquiposAMERIKARNo ratings yet
- Encuesta PreviaDocument15 pagesEncuesta Previaharol gomezNo ratings yet
- Serviacoples Y Mangueras Del Llano LtdaDocument200 pagesServiacoples Y Mangueras Del Llano Ltdacamilo parrNo ratings yet
- Gas Natural GeologiaDocument30 pagesGas Natural GeologiaDanna CastilloNo ratings yet
- Proyecto de Laboratorio de SimulacionDocument33 pagesProyecto de Laboratorio de SimulacionIsrael Flores MamaniNo ratings yet
- WEG Guia para Atmosferas Explosivas 50076341 Brochure Spanish WebDocument1 pageWEG Guia para Atmosferas Explosivas 50076341 Brochure Spanish WebsguariniNo ratings yet
- Proceso de Obtencion de Amoniaco A Partir Del Gas Natural TerminadoDocument19 pagesProceso de Obtencion de Amoniaco A Partir Del Gas Natural TerminadoYara Katerin Ibañez Peña80% (5)
- Boquillas y accesorios para soldadura y corteDocument10 pagesBoquillas y accesorios para soldadura y corteFAVIANNo ratings yet
- TALLER 2 MineriaDocument2 pagesTALLER 2 MineriaCatalina VegaNo ratings yet
- PROYECTO-Planta-Amoniaco-Urea ACTUALIZADO PARCIALDocument15 pagesPROYECTO-Planta-Amoniaco-Urea ACTUALIZADO PARCIALMarco A. Castillo LudeñaNo ratings yet
- Mariana Flores EX FINALDocument3 pagesMariana Flores EX FINALrichardNo ratings yet
- Metodo de Correlacion de R. BukacekDocument7 pagesMetodo de Correlacion de R. BukacekPaola Alcalá UgarteNo ratings yet
- ProcesoDocument15 pagesProcesoantonyNo ratings yet
- INFORME Etileno-Proceso LindeDocument8 pagesINFORME Etileno-Proceso LindedanielNo ratings yet
- TRABAJO 1 PPT Quimica Del Gas NaturalDocument35 pagesTRABAJO 1 PPT Quimica Del Gas NaturalEsmeralda GuzmanNo ratings yet
- Consecutivo de EquiposDocument11 pagesConsecutivo de EquiposNestor MoralesNo ratings yet
- Tecnologías de Licuefacción Del Gas NaturalDocument4 pagesTecnologías de Licuefacción Del Gas NaturalMaria Fernanda Vargas RiosNo ratings yet
- Comp Hidrocarburos Mercado Interno Expresado Dolares PDFDocument1 pageComp Hidrocarburos Mercado Interno Expresado Dolares PDFCurso LogicaNo ratings yet
- Actividad de Evaluación 2.5. Preguntas Con RespuestasDocument4 pagesActividad de Evaluación 2.5. Preguntas Con RespuestasLITZY LISBETH PALOMARES DE LA ROSANo ratings yet
- Centrales Carboeléctricas: Energia de CarbónDocument23 pagesCentrales Carboeléctricas: Energia de CarbónJose Maximiliano Nzang Sima NkeneNo ratings yet