You might also like
- Welding ProcedureDocument990 pagesWelding Procedurefayaz ahmadNo ratings yet
- Chemical Elements Pocket Guide: Detailed Summary of the Periodic TableFrom EverandChemical Elements Pocket Guide: Detailed Summary of the Periodic TableNo ratings yet
- LalalaDocument20 pagesLalalaAneechNo ratings yet
- Elements characteristics tableDocument1 pageElements characteristics tableSAUDNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Sea Water: Submitted byDocument9 pagesSea Water: Submitted bykushal NeupaneNo ratings yet
- Analysis of the New Metals: Titanium, Zirconium, Hafnium, Niobium, Tantalum, Tungsten and Their AlloysFrom EverandAnalysis of the New Metals: Titanium, Zirconium, Hafnium, Niobium, Tantalum, Tungsten and Their AlloysNo ratings yet
- Find Atomic Weight of Hydrogen from Table of ElementsDocument1 pageFind Atomic Weight of Hydrogen from Table of ElementsRasyidahNo ratings yet
- Oxidation State R RDocument13 pagesOxidation State R RManolo DavidNo ratings yet
- Convert XRF Data Element %Document8 pagesConvert XRF Data Element %manas773No ratings yet
- Periodic FlashCardsDocument20 pagesPeriodic FlashCardsAnonymous BPFIMnCdNo ratings yet
- Converter Atomic Percent To Weight PercentDocument6 pagesConverter Atomic Percent To Weight Percentdiegomez84No ratings yet
- Atomic Mass and the Mole ConceptDocument4 pagesAtomic Mass and the Mole ConceptS.packialakshmiNo ratings yet
- FIS Chemistry Data BookletDocument11 pagesFIS Chemistry Data BookletRafi YdNo ratings yet
- Elementary Principles of Chemical Processes 3-1-1Document3 pagesElementary Principles of Chemical Processes 3-1-1Tine TritippayanipaNo ratings yet
- Rata-Rata Kandungan Unsur Pada Kerak BumiDocument4 pagesRata-Rata Kandungan Unsur Pada Kerak BumiolgaNo ratings yet
- Corrosion Mipa 10Document17 pagesCorrosion Mipa 10Shofwa AnnisaaNo ratings yet
- (Catherine Housecroft, Alan G. Sharpe) Inorganic 4 Nd Ed (2) -المنهجDocument301 pages(Catherine Housecroft, Alan G. Sharpe) Inorganic 4 Nd Ed (2) -المنهجKhalid AlsheetanNo ratings yet
- Chemistry Formulas - List of Chemistry FormulasDocument34 pagesChemistry Formulas - List of Chemistry FormulasGirdhar TiwariNo ratings yet
- Metal Melting Point ChartDocument1 pageMetal Melting Point ChartAbdullah IsmailNo ratings yet
- Abundance of Elements in Earth's CrustDocument4 pagesAbundance of Elements in Earth's CrustWaluyo Jati SoemowidagdoNo ratings yet
- Physical Properties of Various Metals and Alloys (Melting Points, DensitiesDocument2 pagesPhysical Properties of Various Metals and Alloys (Melting Points, Densitiesshyam sundarNo ratings yet
- Abundance of Elements in Earth's CrustDocument4 pagesAbundance of Elements in Earth's CrustFreddy LarenasNo ratings yet
- Edexcel AS Chemistry (Hodder) Data FilesDocument20 pagesEdexcel AS Chemistry (Hodder) Data Filesdiscordsammy2No ratings yet
- Radio AtomiDocument2 pagesRadio AtomiArmando AzuajeNo ratings yet
- Dados Termodinâmicos FinalDocument149 pagesDados Termodinâmicos FinalAlmerindo JuniorNo ratings yet
- Dados Termodinâmicos - FinalDocument157 pagesDados Termodinâmicos - FinalAlmerindo JuniorNo ratings yet
- Normalization v17Document11 pagesNormalization v17prayag527No ratings yet
- Chemistry Form 5: Data and Formula in ChemistryDocument3 pagesChemistry Form 5: Data and Formula in Chemistry汤思慧No ratings yet
- 1 Appendix A. Properties of The Elements: HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHDocument4 pages1 Appendix A. Properties of The Elements: HHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHHtarek moahmoud khalifaNo ratings yet
- Atomic NumberDocument5 pagesAtomic NumberRD QuibrarNo ratings yet
- Download Inorganic Chemistry 7Th Edition Mark Weller full chapterDocument67 pagesDownload Inorganic Chemistry 7Th Edition Mark Weller full chapterrobert.johnson900100% (2)
- Guyp SK015 22-23Document7 pagesGuyp SK015 22-23Farena LazimNo ratings yet
- Changing From Element WT% To Oxide WT%Document11 pagesChanging From Element WT% To Oxide WT%Reuben De BruynNo ratings yet
- OREAS 194 Certificate PDFDocument9 pagesOREAS 194 Certificate PDFAndhika Manggal Putra PNo ratings yet
- E Book ProfesorDocument40 pagesE Book ProfesorRiniNo ratings yet
- Enter Your Volume Here : Weight in Grams No Metal Weight No. Metal Weight NoDocument3 pagesEnter Your Volume Here : Weight in Grams No Metal Weight No. Metal Weight Noharsh karelNo ratings yet
- 2019 Atomic WeightsDocument7 pages2019 Atomic WeightsMirella PopescuNo ratings yet
- Cations PPM As Caco3 Anions PPMDocument9 pagesCations PPM As Caco3 Anions PPMkpranjal15No ratings yet
- Sk025 - Chemistry 2 Student Version - 230414 - 085331Document197 pagesSk025 - Chemistry 2 Student Version - 230414 - 085331Maiha HarunaNo ratings yet
- Lectures1 3Document19 pagesLectures1 3jimmycart159No ratings yet
- Electronegativity (Allen Scale)Document2 pagesElectronegativity (Allen Scale)YourMotherNo ratings yet
- H He Li Be: Hydrogen Helium Lithium BerylliumDocument15 pagesH He Li Be: Hydrogen Helium Lithium BerylliumAvery CarreonNo ratings yet
- Atomic Number Symbol Name Atomic Weight (Amu, G/mol)Document5 pagesAtomic Number Symbol Name Atomic Weight (Amu, G/mol)Strata GamingNo ratings yet
- Appendix ADocument6 pagesAppendix ATuấn Nghĩa NguyễnNo ratings yet
- Learning Outcomes N FormulasDocument6 pagesLearning Outcomes N FormulaskalvenaNo ratings yet
- Physical Chemistry 3th CastellanDocument1,038 pagesPhysical Chemistry 3th CastellanPablo Gallardo94% (18)
- Abundance of Elements in EarthDocument6 pagesAbundance of Elements in EarthtaxxolNo ratings yet
- The Elements, Sorted by Atomic Number: Atomic Number Symbol Name Atomic Mass (Amu, G/mol)Document4 pagesThe Elements, Sorted by Atomic Number: Atomic Number Symbol Name Atomic Mass (Amu, G/mol)Kurt Navales NacarioNo ratings yet
- Elements by Atomic MassDocument4 pagesElements by Atomic MassHaider AliNo ratings yet
- 1.1table - Mineral ChemistryDocument3 pages1.1table - Mineral Chemistryjako_kcNo ratings yet
- OREAS 181 CertificateDocument10 pagesOREAS 181 CertificaterusdiansyahNo ratings yet
- Metallurgy Short NotesDocument8 pagesMetallurgy Short NotesTerabaap AayaNo ratings yet
- Selected Solubility Product Constants at 25°CDocument1 pageSelected Solubility Product Constants at 25°CJampier32No ratings yet
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- Melting Point - Wikipedia PDFDocument51 pagesMelting Point - Wikipedia PDFKishore KumarNo ratings yet
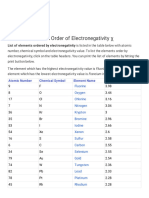
- List of Elements in Order of Electronegativity χDocument4 pagesList of Elements in Order of Electronegativity χkumarlavesh469No ratings yet
- CAPE® Chemistry Data BookletDocument10 pagesCAPE® Chemistry Data BookletDeochand BridgemohanNo ratings yet
- John Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JDocument12 pagesJohn Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JFrances Ann TevesNo ratings yet
- Built - in BeamsDocument23 pagesBuilt - in BeamsMalingha SamuelNo ratings yet
- Social Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityDocument9 pagesSocial Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityJewel PascuaNo ratings yet
- CMC Ready ReckonerxlsxDocument3 pagesCMC Ready ReckonerxlsxShalaniNo ratings yet
- 1.2 - Venn Diagram and Complement of A SetDocument6 pages1.2 - Venn Diagram and Complement of A SetKaden YeoNo ratings yet
- House Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Document4 pagesHouse Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Raphael Eyitayor TyNo ratings yet
- Inside Animator PDFDocument484 pagesInside Animator PDFdonkey slapNo ratings yet
- MID TERM Question Paper SETTLEMENT PLANNING - SEC CDocument1 pageMID TERM Question Paper SETTLEMENT PLANNING - SEC CSHASHWAT GUPTANo ratings yet
- Simply Put - ENT EAR LECTURE NOTESDocument48 pagesSimply Put - ENT EAR LECTURE NOTESCedric KyekyeNo ratings yet
- Unit-1: Introduction: Question BankDocument12 pagesUnit-1: Introduction: Question BankAmit BharadwajNo ratings yet
- Honda Wave Parts Manual enDocument61 pagesHonda Wave Parts Manual enMurat Kaykun86% (94)
- Marine Engineering 1921Document908 pagesMarine Engineering 1921Samuel Sneddon-Nelmes0% (1)
- Manual Analizador Fluoruro HachDocument92 pagesManual Analizador Fluoruro HachAitor de IsusiNo ratings yet
- Reader's Digest (November 2021)Document172 pagesReader's Digest (November 2021)Sha MohebNo ratings yet
- FS2004 - The Aircraft - CFG FileDocument5 pagesFS2004 - The Aircraft - CFG FiletumbNo ratings yet
- Portfolio Artifact Entry Form - Ostp Standard 3Document1 pagePortfolio Artifact Entry Form - Ostp Standard 3api-253007574No ratings yet
- Oxford Digital Marketing Programme ProspectusDocument12 pagesOxford Digital Marketing Programme ProspectusLeonard AbellaNo ratings yet
- Progressive Myoclonic Epilepsies - Practical Neurology 2015. MalekDocument8 pagesProgressive Myoclonic Epilepsies - Practical Neurology 2015. MalekchintanNo ratings yet
- 3ccc PDFDocument20 pages3ccc PDFKaka KunNo ratings yet
- WSP Global EnvironmentDocument20 pagesWSP Global EnvironmentOrcunNo ratings yet
- Intro To Gas DynamicsDocument8 pagesIntro To Gas DynamicsMSK65No ratings yet
- Personalised MedicineDocument25 pagesPersonalised MedicineRevanti MukherjeeNo ratings yet
- Towards A Human Resource Development Ontology Combining Competence Management and Technology-Enhanced Workplace LearningDocument21 pagesTowards A Human Resource Development Ontology Combining Competence Management and Technology-Enhanced Workplace LearningTommy SiddiqNo ratings yet
- Why Genentech Is 1Document7 pagesWhy Genentech Is 1panmongolsNo ratings yet
- 2023 Test Series-1Document2 pages2023 Test Series-1Touheed AhmadNo ratings yet
- System: Boehringer Mannheim/Hitachi AnalysisDocument20 pagesSystem: Boehringer Mannheim/Hitachi Analysismaran.suguNo ratings yet
- How Psychology Has Changed Over TimeDocument2 pagesHow Psychology Has Changed Over TimeMaedot HaddisNo ratings yet
- Quality Management in Digital ImagingDocument71 pagesQuality Management in Digital ImagingKampus Atro Bali0% (1)
- Assignment 2 - Weather DerivativeDocument8 pagesAssignment 2 - Weather DerivativeBrow SimonNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Recognizing and Responding to Normalization of DevianceFrom EverandRecognizing and Responding to Normalization of DevianceNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet