You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Group70 PDFDocument40 pagesGroup70 PDFphuocloi82No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Manual - Autotrol Magnum CVDocument86 pagesManual - Autotrol Magnum CVGreg ReynekeNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- RPP Mekanika TerapanDocument6 pagesRPP Mekanika Terapandedik83No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Water Supply and Sewage Disposal PDFDocument192 pagesWater Supply and Sewage Disposal PDFKushtrim MalaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Koshin Pumps Seh 80x Koshin Seh80tDocument1 pageKoshin Pumps Seh 80x Koshin Seh80tmichaelmangaaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- SHEET1 - Pipe Friction - 2023-2024Document2 pagesSHEET1 - Pipe Friction - 2023-2024pyoussef109No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A B CD E F G H I J: Notes NotesDocument1 pageA B CD E F G H I J: Notes NotesNORTSEN ALBERTNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 04 - Demand Mode Landing Valve in at BasementDocument9 pages04 - Demand Mode Landing Valve in at BasementShappan Abd AllhaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Module 5: Activity No. 2: P D D Q 150 GPM P PDocument4 pagesModule 5: Activity No. 2: P D D Q 150 GPM P PLeyzer MalumayNo ratings yet
- Sun Hydraulics CWEL Technical SpecificationsDocument1 pageSun Hydraulics CWEL Technical SpecificationsJustinNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pump - Suction Side System DesignDocument9 pagesPump - Suction Side System Designashumishra007100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Serv1852 - 02 - TXT4 Bombas Principales y Grupos de Valvula PDFDocument29 pagesServ1852 - 02 - TXT4 Bombas Principales y Grupos de Valvula PDFnilton acNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Catalogue ElektrogasDocument24 pagesCatalogue ElektrogasLucas IwaniszynNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- DALPRODocument13 pagesDALPROIrzha AdiwiraNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Viking Xtreme: Extreme EnvironmentsDocument17 pagesViking Xtreme: Extreme EnvironmentsAnibal Jose Cruz LarezNo ratings yet
- PUMP SIZING COMPUTATION (ENGR. ENAD) RevisedDocument6 pagesPUMP SIZING COMPUTATION (ENGR. ENAD) RevisedMahusay Neil DominicNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Hydraulic System of ZJ70DBS Drilling Rig User ManualDocument33 pagesHydraulic System of ZJ70DBS Drilling Rig User ManualAhmed MagdNo ratings yet
- La1153, La1353 9y011 17290Document109 pagesLa1153, La1353 9y011 17290Juan CarlosNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- SD 16 eDocument20 pagesSD 16 eseaqu3stNo ratings yet
- Prefill Valve: RE 20478, Edition: 2017-12, Bosch Rexroth AGDocument20 pagesPrefill Valve: RE 20478, Edition: 2017-12, Bosch Rexroth AGBademianNo ratings yet
- Sistema HidraulicoDocument4 pagesSistema Hidraulicojulio peña limaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pantalla Anterior Bienvenido: Cr080vbesDocument3 pagesPantalla Anterior Bienvenido: Cr080vbesJuan Pablo Virreyra TriguerosNo ratings yet
- Illustrated Spare Part List FOR: Kirloskar Oil Engines LimitedDocument61 pagesIllustrated Spare Part List FOR: Kirloskar Oil Engines LimitedDarshan MakwanaNo ratings yet
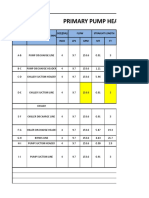
- 12.primary Pump Head CalculationDocument4 pages12.primary Pump Head CalculationZain ShariffNo ratings yet
- Swimline Hydrotools Sand Filter SystemDocument12 pagesSwimline Hydrotools Sand Filter SystemKimNo ratings yet
- Hyd ScheDocument2 pagesHyd SchechanlinNo ratings yet
- Siba Field Development Project: Punch List Form (PLF)Document2 pagesSiba Field Development Project: Punch List Form (PLF)Midha NeerNo ratings yet
- SK Oil LOPC Taskforce Updates: © 2016 Petroliam Nasional Berhad (Petronas)Document9 pagesSK Oil LOPC Taskforce Updates: © 2016 Petroliam Nasional Berhad (Petronas)AmyNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Replacement Parts For WKM Gate Valves: Model M 2,000 - 5,000 PSI WPDocument2 pagesReplacement Parts For WKM Gate Valves: Model M 2,000 - 5,000 PSI WPmantilla7No ratings yet
- Lab Report Assessment Rubrics: Total (%)Document12 pagesLab Report Assessment Rubrics: Total (%)huhhdNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)