You might also like
- 10 Secrets To A Great BodyDocument16 pages10 Secrets To A Great BodyimrancenakkNo ratings yet
- The Self-Taught ProgrammerDocument299 pagesThe Self-Taught Programmerimrancenakk100% (1)
- Design Calculations For AgitatorsDocument5 pagesDesign Calculations For AgitatorsimrancenakkNo ratings yet
- Agitator Vessel (Design&Costing)Document34 pagesAgitator Vessel (Design&Costing)imrancenakk100% (2)
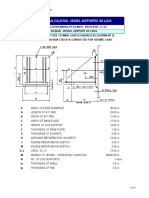
- Lug Support DesignDocument11 pagesLug Support Designimrancenakk100% (6)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- NSPM 12 Guidelines Guidelines For Assessment, Audit and Accreditation of Fumigation Agencies For Undertaking Methyl Bromide FumigationDocument46 pagesNSPM 12 Guidelines Guidelines For Assessment, Audit and Accreditation of Fumigation Agencies For Undertaking Methyl Bromide FumigationimrancenakkNo ratings yet
- Sample design calculation for skirt support of vertical columnDocument8 pagesSample design calculation for skirt support of vertical columnimrancenakk100% (2)
- Shaft DeflectionDocument15 pagesShaft Deflectionfreek_jamesNo ratings yet
- NSK CAT E1102m B304-325Document11 pagesNSK CAT E1102m B304-325dassoumennNo ratings yet
- Castor Wheel CatalogueDocument12 pagesCastor Wheel CatalogueimrancenakkNo ratings yet
- Solitons in Elastic SolidsDocument9 pagesSolitons in Elastic SolidsimrancenakkNo ratings yet
- Valves & Fittings Catalog 2015Document20 pagesValves & Fittings Catalog 2015imrancenakkNo ratings yet
- A Thermo-Viscoelastic-Viscoplastic-Viscodamage Constitutive Model Forasphaltic MaterialsDocument17 pagesA Thermo-Viscoelastic-Viscoplastic-Viscodamage Constitutive Model Forasphaltic MaterialsimrancenakkNo ratings yet
- Towards Optimization of Patch Shape On The Performance of Bonded Composite Repair Using FEMDocument11 pagesTowards Optimization of Patch Shape On The Performance of Bonded Composite Repair Using FEMimrancenakkNo ratings yet
- Assessment of Local Strain Field in Adhesive Layer of An Unsymmetrically Repaired CFRP Panel Using Digital Image CorrelationDocument13 pagesAssessment of Local Strain Field in Adhesive Layer of An Unsymmetrically Repaired CFRP Panel Using Digital Image CorrelationimrancenakkNo ratings yet
- A Continuum Damage Mechanics Framework For Modeling Micro-Damage HealingDocument22 pagesA Continuum Damage Mechanics Framework For Modeling Micro-Damage HealingimrancenakkNo ratings yet
- Problem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewDocument1 pageProblem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Problem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewDocument2 pagesProblem 04 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Rectilinear Translation - Moving Vessel - Advance Engineering Mathematics ReviewDocument2 pagesRectilinear Translation - Moving Vessel - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Problem 03 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewDocument2 pagesProblem 03 - Bernoulli's Energy Theorem - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Manometers - Advance Engineering Mathematics ReviewDocument2 pagesManometers - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Energy and Head - Advance Engineering Mathematics ReviewDocument4 pagesEnergy and Head - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Relative Equilibrium of Liquids - Advance Engineering Mathematics ReviewDocument1 pageRelative Equilibrium of Liquids - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 02 Pressure On The Face of A Dam - Advance Engineering Mathematics ReviewDocument1 page02 Pressure On The Face of A Dam - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Discharge - Flow Rate - Advance Engineering Mathematics ReviewDocument2 pagesDischarge - Flow Rate - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- Analysis of Gravity Dam - Advance Engineering Mathematics ReviewDocument3 pagesAnalysis of Gravity Dam - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 05 Depth of Water in Which Pressure Is 200 Kpa - Advance Engineering Mathematics ReviewDocument1 page05 Depth of Water in Which Pressure Is 200 Kpa - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- 03 Pressure Below The Surface of The Ocean - Advance Engineering Mathematics ReviewDocument1 page03 Pressure Below The Surface of The Ocean - Advance Engineering Mathematics ReviewimrancenakkNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)