You might also like
- 50 Ways To Balance MagicDocument11 pages50 Ways To Balance MagicRodolfo AlencarNo ratings yet
- Download 12,000 Shed PlansDocument27 pagesDownload 12,000 Shed PlansRadu_IS100% (2)
- The ABC's of P' Type MotorsDocument28 pagesThe ABC's of P' Type MotorsnysretNo ratings yet
- 2019 IL and Federal Pharmacy Law Review PDFDocument176 pages2019 IL and Federal Pharmacy Law Review PDFAnonymous 3YNJfYNQ100% (5)
- For ElectricalDocument45 pagesFor Electricalpadala harishnathNo ratings yet
- Duct Installation of Fiber Optic Cable PDFDocument9 pagesDuct Installation of Fiber Optic Cable PDFnecmettinsengunNo ratings yet
- Guidelines To Electrical Wiring Around Your HomeDocument38 pagesGuidelines To Electrical Wiring Around Your HomevozoscribdNo ratings yet
- Licensing & Registration Rules - Engineering - Indonesia - CCS 65 PDFDocument11 pagesLicensing & Registration Rules - Engineering - Indonesia - CCS 65 PDFbidangciptakaryaNo ratings yet
- 2017 GRND BND Part 1Document81 pages2017 GRND BND Part 1Lucio Loyloy Sanchez100% (1)
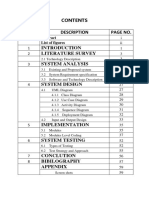
- Table of Contents for Project Report on System Analysis and DesignDocument2 pagesTable of Contents for Project Report on System Analysis and DesignNaveen KumarNo ratings yet
- 4e4a 7671 4E4A TABLEDocument1 page4e4a 7671 4E4A TABLEiqkhanukNo ratings yet
- Plant Engineering 2006sepDocument5 pagesPlant Engineering 2006sepRamco33No ratings yet
- Mitigating The Effect of Voltage Sags On Contactors in Industrial Plant and SubstationsDocument4 pagesMitigating The Effect of Voltage Sags On Contactors in Industrial Plant and SubstationsarisNo ratings yet
- Chapter 4 - Applying Constraints and Dimensions - 2024Document37 pagesChapter 4 - Applying Constraints and Dimensions - 2024DINESH TIWARINo ratings yet
- Isometer Bender PDFDocument40 pagesIsometer Bender PDFpttung0% (1)
- Judges - God's War Against HumanismDocument347 pagesJudges - God's War Against HumanismgypsylanternNo ratings yet
- Professional Builder - Agosto 2014Document32 pagesProfessional Builder - Agosto 2014ValNo ratings yet
- Gantt ChartDocument5 pagesGantt ChartunseenladdNo ratings yet
- Sl. No. Description Page No.: List of FiguresDocument1 pageSl. No. Description Page No.: List of FiguresARSHEEYA BONo ratings yet
- Optical and Microwave Technologies for Telecommunication NetworksFrom EverandOptical and Microwave Technologies for Telecommunication NetworksNo ratings yet
- Power Mig 210 PDFDocument104 pagesPower Mig 210 PDFDannielOrellanaNo ratings yet
- Air Circuit Breakers Technical SpecsDocument28 pagesAir Circuit Breakers Technical SpecsDerargh100% (1)
- Electrical Fault AnalysisDocument44 pagesElectrical Fault AnalysisprotectionworkNo ratings yet
- 140g td100 - en PDocument128 pages140g td100 - en PionutenacheNo ratings yet
- Ex Cable GlandsDocument18 pagesEx Cable GlandsAntonis BafatakisNo ratings yet
- Theory of Electrical1Document15 pagesTheory of Electrical1Pradeep Kumar KamarajNo ratings yet
- Chapter1. Electrical Installations Standards and RegulationsDocument29 pagesChapter1. Electrical Installations Standards and RegulationsHashem ZohbiNo ratings yet
- Occupational Safety and Health Administration: Safely Installing, Maintaining and Inspecting Cable TraysDocument14 pagesOccupational Safety and Health Administration: Safely Installing, Maintaining and Inspecting Cable TrayselmerNo ratings yet
- B2PLUS UNIT 6 Test Answer Key HighDocument2 pagesB2PLUS UNIT 6 Test Answer Key HighАндрій НікітінNo ratings yet
- Bs 76712018 Model Forms Minor Electrical Installation Works CertificateDocument4 pagesBs 76712018 Model Forms Minor Electrical Installation Works Certificatehany mohamedNo ratings yet
- Project Report On Discontinuous Puf Panels Using Cyclopentane As A Blowing AgentDocument6 pagesProject Report On Discontinuous Puf Panels Using Cyclopentane As A Blowing AgentEIRI Board of Consultants and PublishersNo ratings yet
- Breaker 3vt3 PDFDocument66 pagesBreaker 3vt3 PDFMIGUEL ROMERONo ratings yet
- Tips in Estimating TOTAL LENGHT OF CABLES IN ELECTRICAL INSTALLATIONDocument2 pagesTips in Estimating TOTAL LENGHT OF CABLES IN ELECTRICAL INSTALLATIONcrescente galendezNo ratings yet
- 01 - Process Control IntroDocument16 pages01 - Process Control IntroqaNo ratings yet
- Checklist 012 Electrical InstallationsDocument2 pagesChecklist 012 Electrical InstallationsAli KayaNo ratings yet
- Domestic Electrical WiringDocument4 pagesDomestic Electrical WiringSyed Showkath AliNo ratings yet
- 2365 Unit 305: Electrical Systems Design: Handout 22: Managing ProjectsDocument2 pages2365 Unit 305: Electrical Systems Design: Handout 22: Managing ProjectsSSNo ratings yet
- Types of Electrical Wires & JointsDocument8 pagesTypes of Electrical Wires & JointsShimpy MaheshwariNo ratings yet
- User Manual PDFDocument11 pagesUser Manual PDFjoel Jacob castellanosNo ratings yet
- IEC 61439 Forms of Internal SeparationDocument6 pagesIEC 61439 Forms of Internal Separationsopan sa100% (1)
- FM & HM Lab Lab ManualDocument75 pagesFM & HM Lab Lab ManualRajib DasNo ratings yet
- Introduction of CablesDocument14 pagesIntroduction of CablesRanganath SriNo ratings yet
- 16126Document13 pages16126uddinnadeemNo ratings yet
- PPT - England PDFDocument48 pagesPPT - England PDF7esabat7033No ratings yet
- Visual Electrical Safety ChecklistDocument2 pagesVisual Electrical Safety ChecklistAhmed Zahran100% (1)
- Calculate Cable Size and Voltage Drop Electrical Notes Articles PDFDocument10 pagesCalculate Cable Size and Voltage Drop Electrical Notes Articles PDFRavi SharmaNo ratings yet
- Installationguide T484 120510 UkDocument44 pagesInstallationguide T484 120510 UkBesugoNo ratings yet
- Electrical Wiring Practical 1Document12 pagesElectrical Wiring Practical 1liza zainuddinNo ratings yet
- Lightning Strike and Surge CounterDocument2 pagesLightning Strike and Surge Countersampath muthunayakeNo ratings yet
- Clad MetalsDocument16 pagesClad MetalsVenkateswaran KrishnamurthyNo ratings yet
- NCI - LV Cables CatalogueDocument55 pagesNCI - LV Cables Catalogues50% (2)
- PCS-9691 - X - Instruction Manual - EN - Overseas General - X - R1.00Document290 pagesPCS-9691 - X - Instruction Manual - EN - Overseas General - X - R1.00ahmadokkyNo ratings yet
- Philosophy of Engineering: What It Is and Why It MattersDocument38 pagesPhilosophy of Engineering: What It Is and Why It MattersDaniel Alejandro Delgado ArcilaNo ratings yet
- Kind of PlugDocument6 pagesKind of PlugLintang RurilestariNo ratings yet
- Copper-Clad Aluminum Bar For Electrical Purposes (Bus Bar)Document5 pagesCopper-Clad Aluminum Bar For Electrical Purposes (Bus Bar)Tuanbk NguyenNo ratings yet
- Vigilon Repeat Panel (EN/BS) : VIG-RPT-72Document10 pagesVigilon Repeat Panel (EN/BS) : VIG-RPT-72Mitsubishi FA Riyadh-Saudi ArabiaNo ratings yet
- S-AAA-CAB-GEN (Rev.0-2011)Document35 pagesS-AAA-CAB-GEN (Rev.0-2011)Karuppu SamyNo ratings yet
- Cable SwagingDocument3 pagesCable SwagingRajesh Kumar100% (1)
- Module 4 Cable JointingDocument39 pagesModule 4 Cable JointingGirma Abebe BNo ratings yet
- 2178CL-S Series F/O Splice Case: InstructionDocument13 pages2178CL-S Series F/O Splice Case: InstructionHữu Khánh NguyễnNo ratings yet
- Flow Tube and Pressure WorkDocument3 pagesFlow Tube and Pressure WorkCARLOSELSOARESNo ratings yet
- Gland SelectionDocument8 pagesGland SelectionJignesh ParmarNo ratings yet
- Application Note Fiber Optic Cable InstalllationDocument7 pagesApplication Note Fiber Optic Cable InstalllationAbduBuserNo ratings yet
- Complete Approval List by FSSAIDocument16 pagesComplete Approval List by FSSAIAnkush Pandey100% (1)
- OsmanabadDocument5 pagesOsmanabadKirankumar MutnaliNo ratings yet
- How To Oven and Sun Dry Meat and ProduceDocument12 pagesHow To Oven and Sun Dry Meat and ProduceLes BennettNo ratings yet
- BBRC4103 - Research MethodologyDocument14 pagesBBRC4103 - Research MethodologySimon RajNo ratings yet
- New ALS MADRASAH COMBINEDDocument6 pagesNew ALS MADRASAH COMBINEDJane BaysaNo ratings yet
- Template - Time in ManufacturingDocument2 pagesTemplate - Time in ManufacturingVero RoaNo ratings yet
- HCCM System Technical Specification v1Document12 pagesHCCM System Technical Specification v1Ankita ChowdhuryNo ratings yet
- Socio-cultural influences on educationDocument4 pagesSocio-cultural influences on educationofelia acostaNo ratings yet
- YSUUSYs NiCd Battery RepairDocument6 pagesYSUUSYs NiCd Battery Repairrwesseldyk50% (2)
- Explanation of Four Ahadeeth From Imaam Al-Bukhaaree's Al-Adab-Ul-MufradDocument4 pagesExplanation of Four Ahadeeth From Imaam Al-Bukhaaree's Al-Adab-Ul-MufradMountainofknowledgeNo ratings yet
- Parking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFDocument2 pagesParking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFmonsNo ratings yet
- Comparing Financial Performance of Conventional and Islamic BanksDocument9 pagesComparing Financial Performance of Conventional and Islamic BanksIkbal HardiyantoNo ratings yet
- Teaching Support Untuk Managemen HRDocument102 pagesTeaching Support Untuk Managemen HRFernando FmchpNo ratings yet
- Jeremy Hughes ReviewDocument5 pagesJeremy Hughes ReviewgracecavNo ratings yet
- SIM7020 Series - HTTP (S) - Application Note - V1.04Document15 pagesSIM7020 Series - HTTP (S) - Application Note - V1.04Vinicius BarozziNo ratings yet
- Financial Services : An OverviewDocument15 pagesFinancial Services : An OverviewAnirudh JainNo ratings yet
- Magnets Catalog 2001Document20 pagesMagnets Catalog 2001geckx100% (2)
- Amna Hameed: ObjectiveDocument2 pagesAmna Hameed: ObjectiveSabrina GandapurNo ratings yet
- Air Con LouvresDocument1 pageAir Con LouvresChung May LynnNo ratings yet
- Clustering Social Network GraphsDocument12 pagesClustering Social Network GraphsRáhùl SréédhãrNo ratings yet
- Monthly Business ReviewDocument36 pagesMonthly Business Reviewmdipu5_948971128No ratings yet
- Mini Centre CatalogDocument26 pagesMini Centre CatalogJohn EarleyNo ratings yet
- Process of Producting High Carbon Ferro ChromeDocument5 pagesProcess of Producting High Carbon Ferro ChromeSantosh Kumar MahtoNo ratings yet