You might also like
- 25 Omni X Tube Bending GuideDocument15 pages25 Omni X Tube Bending GuideMartin SilisqueNo ratings yet
- Metal Joining Methods and Hand ToolsDocument28 pagesMetal Joining Methods and Hand ToolsLinda FondoNo ratings yet
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- TUBE BENDING DESIGN GUIDEDocument24 pagesTUBE BENDING DESIGN GUIDEYasmin 2021No ratings yet
- Sheet Metal Cabinet Construction Patent from 1948Document8 pagesSheet Metal Cabinet Construction Patent from 1948jemanuelv100% (1)
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- Guide Designing For Tube BendingDocument24 pagesGuide Designing For Tube BendingDennis van der HamNo ratings yet
- Rigid Sportster Frame Assembly GuideDocument14 pagesRigid Sportster Frame Assembly GuideMalcolm DiamondNo ratings yet
- Tube BendingDocument104 pagesTube Bendingvishal80% (5)
- Tube Bending Formulas GuideDocument3 pagesTube Bending Formulas GuideJordan MosesNo ratings yet
- Tube Bending GuideDocument35 pagesTube Bending Guidejozomar0% (1)
- Fluid Lines FittingsDocument61 pagesFluid Lines FittingsVy ThoaiNo ratings yet
- Single screw actuated pivoted clampDocument2 pagesSingle screw actuated pivoted clampdevheadbot100% (1)
- Bracket DesignDocument7 pagesBracket DesignRocky VijayNo ratings yet
- U Tube BendDocument1 pageU Tube BendMangesh BanaleNo ratings yet
- TFB Tube Bending ManualDocument41 pagesTFB Tube Bending ManualS M Arif Hussain100% (3)
- Manual L.E. 225Document28 pagesManual L.E. 225rurouni7No ratings yet
- Youngsters T Bucket Frame Plans V1 0Document24 pagesYoungsters T Bucket Frame Plans V1 0weirdbennyNo ratings yet
- Sheet Metal Round Fitting FabricationDocument11 pagesSheet Metal Round Fitting Fabricationhaneefaparokot100% (3)
- Sutton Tools L343 Engineers Black Book - 3rd Edition 235 PagesDocument3 pagesSutton Tools L343 Engineers Black Book - 3rd Edition 235 PagesPloop2000No ratings yet
- Index Mil SpecDocument13 pagesIndex Mil SpecantblyNo ratings yet
- Autocad DXF CodesDocument270 pagesAutocad DXF CodesMárcio BussNo ratings yet
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoNo ratings yet
- Chapter 6 - Assembly DrawingsDocument87 pagesChapter 6 - Assembly DrawingsAnonymous ohCM2ktv100% (1)
- Fluid Power Lab-2011 BatchDocument8 pagesFluid Power Lab-2011 BatchMangesh JoshiNo ratings yet
- ThreadsDocument62 pagesThreadsAyush SinghNo ratings yet
- Mechanical Properties For Steel FastenersDocument7 pagesMechanical Properties For Steel FastenersepriyonoNo ratings yet
- Flux Cored Arc Welding I (Gas Shielded)Document38 pagesFlux Cored Arc Welding I (Gas Shielded)greatsteelNo ratings yet
- Shop Data - Fitting Layout For HVACDocument2 pagesShop Data - Fitting Layout For HVACDaniel AustinNo ratings yet
- Loctite 26221 Datasheet PDFDocument24 pagesLoctite 26221 Datasheet PDFLena BatboldNo ratings yet
- 71-77 Dies AccessoriesDocument7 pages71-77 Dies Accessoriesradio-chaserNo ratings yet
- Benchcrafted Tail Vise Installation GuideDocument22 pagesBenchcrafted Tail Vise Installation GuideIulian MihaiNo ratings yet
- CBH Vertical Tubing BenderDocument17 pagesCBH Vertical Tubing BenderRagos Segundo100% (1)
- Tube Bending Seminar GuideDocument48 pagesTube Bending Seminar GuidehopkhtnNo ratings yet
- The Basics of Applying Bend FunctionsDocument18 pagesThe Basics of Applying Bend Functionssssf-dobojNo ratings yet
- Lap Joint Stub End PDFDocument2 pagesLap Joint Stub End PDFBowo Edhi WibowoNo ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
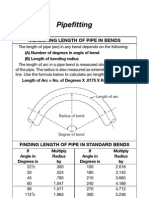
- Measuring Length of Pipe in BendsDocument1 pageMeasuring Length of Pipe in Bendsamacathot06100% (1)
- Tube Bending CalculationsDocument2 pagesTube Bending CalculationsEWheelerFKNo ratings yet
- Plasma Operations ManualDocument27 pagesPlasma Operations ManualMyk DeVroedeNo ratings yet
- Piping FabricationDocument3 pagesPiping FabricationNa100% (2)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985From EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNo ratings yet
- Multi Point Cutting Tool Design PDFDocument73 pagesMulti Point Cutting Tool Design PDFsrutiiNo ratings yet
- Automobile Lab ManualDocument61 pagesAutomobile Lab Manualnirmalkr33% (3)
- Quality Tool Holders PartnerDocument81 pagesQuality Tool Holders PartnerbrineytoolingNo ratings yet
- 1.list of Experiments.: S/no Remark 1 2 3 4 5 6 7 8Document23 pages1.list of Experiments.: S/no Remark 1 2 3 4 5 6 7 8Md. Osman AliNo ratings yet
- Selecting A Tube Cutting ProcessDocument13 pagesSelecting A Tube Cutting ProcessTomás BonelloNo ratings yet
- Basic Power Tools Coommonly Used in The Fabrication TradeDocument12 pagesBasic Power Tools Coommonly Used in The Fabrication TradeRaphaelNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- Ipe Lab Report 1-1Document16 pagesIpe Lab Report 1-1Sourav SutradharNo ratings yet
- Mach 1 Machine Shop TheoryDocument11 pagesMach 1 Machine Shop TheoryBernie OrtegaNo ratings yet
- Driil CollersDocument15 pagesDriil Collersamol modakNo ratings yet
- Aircraft FastenerDocument91 pagesAircraft FastenerPrasanthNo ratings yet
- Bending and Forming of TubingDocument2 pagesBending and Forming of TubingcavnqnNo ratings yet
- Weatherford School: Alexandria University Student Chapter of The AapgDocument15 pagesWeatherford School: Alexandria University Student Chapter of The Aapgmoussa mrzgNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument47 pagesCh-6 Reaming, Boring, BroachingAnkush AhirraoNo ratings yet
- Drilling and Thread CuttingDocument11 pagesDrilling and Thread CuttingSami SamiNo ratings yet
- Presentation: Project (Blanking Tool)Document30 pagesPresentation: Project (Blanking Tool)Dilshad S FaisalNo ratings yet
- Wing Twist and DihedralDocument4 pagesWing Twist and DihedralchiragNo ratings yet
- TorsionDocument3 pagesTorsionTannyVaneNo ratings yet
- CNH-FIAT-NEW HOLLAND Tractor Components CatalogueDocument523 pagesCNH-FIAT-NEW HOLLAND Tractor Components Catalogueomni_parts100% (2)
- Tangerine Visual Identity Guide Initial DraftDocument4 pagesTangerine Visual Identity Guide Initial DraftFrederick FullonNo ratings yet
- NDIR Type Infrared Gas Analyzer Type ZKJ-3Document97 pagesNDIR Type Infrared Gas Analyzer Type ZKJ-3Yoga SanNo ratings yet
- ROR coding standards guide for clean codeDocument2 pagesROR coding standards guide for clean codeHarish KashyapNo ratings yet
- Vernacular HungarianDocument51 pagesVernacular HungariandeltagNo ratings yet
- Automatic Sliding Door InstructionsDocument20 pagesAutomatic Sliding Door Instructionsname familyNo ratings yet
- An Lift2 0001v140en Use of Frenic Lift Sto Inputs in Elevator ApplicationsDocument8 pagesAn Lift2 0001v140en Use of Frenic Lift Sto Inputs in Elevator ApplicationsMileNo ratings yet
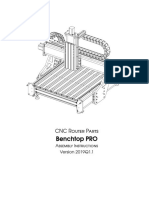
- CRP900 Benchtop PRO Assembly Instructions v2019Q1 1Document86 pagesCRP900 Benchtop PRO Assembly Instructions v2019Q1 1glamura100% (1)
- BTW69 1200Document5 pagesBTW69 1200GiraldoCarpioRamosNo ratings yet
- Chapter 2 - Robot KinematicsDocument35 pagesChapter 2 - Robot KinematicsRaman KumarNo ratings yet
- Arihant AIEEE PhysicsDocument376 pagesArihant AIEEE PhysicsYouTibe100% (3)
- Amman Master PlanDocument205 pagesAmman Master Planomaroyoun100% (9)
- 2015 Dodge Grand Caravan SE 3.6L, V6, Gas, VIN GDocument6 pages2015 Dodge Grand Caravan SE 3.6L, V6, Gas, VIN GRafael Zuñiga TellezNo ratings yet
- Valmet HP Cleaning System For Pulp FiltersDocument2 pagesValmet HP Cleaning System For Pulp FiltersnotengofffNo ratings yet
- Charles Correa 1Document21 pagesCharles Correa 1NupurAgrawalNo ratings yet
- Aluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-AlalloyDocument12 pagesAluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-Alalloybrunoab89No ratings yet
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaNo ratings yet
- Santosh ResumeDocument4 pagesSantosh ResumeSantosh KumarNo ratings yet
- 1999 Ford Ranger Owner's ManualDocument216 pages1999 Ford Ranger Owner's Manualtacosoft100% (6)
- Preparing Ni-Ti Wire Samples for MicroscopyDocument8 pagesPreparing Ni-Ti Wire Samples for MicroscopyLevent öncelNo ratings yet
- MORT & H Bituminous Construction RatesDocument8 pagesMORT & H Bituminous Construction Ratessrikky123No ratings yet
- GM-MS45 hydraulic valve technical specificationsDocument21 pagesGM-MS45 hydraulic valve technical specificationsDUVAN GARNICANo ratings yet
- Cost of QualityDocument14 pagesCost of QualitySreenath HtaneersNo ratings yet
- Lect 1Document57 pagesLect 1Sai Ram BachuNo ratings yet
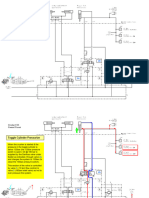
- Toggle Ram - CSS Ram Valve SetupDocument6 pagesToggle Ram - CSS Ram Valve Setupsassine khouryNo ratings yet
- TSC List of Correspondents 201711 PDFDocument180 pagesTSC List of Correspondents 201711 PDFbaroon1234No ratings yet
- Chapter 1 Balancing of Rotating Masses: Sr. No. QuestionsDocument20 pagesChapter 1 Balancing of Rotating Masses: Sr. No. QuestionsKashyap ChauhanNo ratings yet
- Earthquake Resistant Design PDFDocument5 pagesEarthquake Resistant Design PDFgavisita123No ratings yet