You might also like
- Method Statement For Jet GroutingDocument2 pagesMethod Statement For Jet GroutingAlsonChin0% (1)
- Method Statement: Standard Penetration Test (SPT)Document9 pagesMethod Statement: Standard Penetration Test (SPT)AlsonChinNo ratings yet
- BORNEO GEOTECHNICAL TRIAL MIX FOR 300MM DIAMETER MICROPILE GROUTDocument1 pageBORNEO GEOTECHNICAL TRIAL MIX FOR 300MM DIAMETER MICROPILE GROUTAlsonChin100% (2)
- Calculation Kentledge Design (I Beam)Document11 pagesCalculation Kentledge Design (I Beam)AlsonChinNo ratings yet
- MS Pile Head Cutting Works - Inner Ring Rev1 30.9.2020Document10 pagesMS Pile Head Cutting Works - Inner Ring Rev1 30.9.2020AlsonChinNo ratings yet
- SLTMethod Statement R1Document9 pagesSLTMethod Statement R1AlsonChinNo ratings yet
- Method Statement For GunitingDocument2 pagesMethod Statement For GunitingAlsonChin100% (1)
- Method Statement For Grout ColumnDocument1 pageMethod Statement For Grout ColumnAlsonChin100% (1)
- Method Statement Horizontal DrainDocument1 pageMethod Statement Horizontal DrainAlsonChin100% (1)
- Company Profile 2018Document85 pagesCompany Profile 2018AlsonChinNo ratings yet
- Design 250MM Micropile (Rev.1) 10-3-21Document9 pagesDesign 250MM Micropile (Rev.1) 10-3-21AlsonChin100% (2)
- Sg. Paloh - Tower Crane On P9 Rev 2 (25-5-2020)Document14 pagesSg. Paloh - Tower Crane On P9 Rev 2 (25-5-2020)AlsonChin100% (1)
- TDE2 - Pile Friction DesignDocument1 pageTDE2 - Pile Friction DesignAlsonChinNo ratings yet
- PITMethod Statement R1Document7 pagesPITMethod Statement R1AlsonChinNo ratings yet
- PDAMethod Statement R1Document11 pagesPDAMethod Statement R1AlsonChinNo ratings yet
- Method Statement For StatnamicDocument15 pagesMethod Statement For StatnamicMohd ZulhaidyNo ratings yet
- Bringing Quality Higher with CONQUAS ImplementationDocument86 pagesBringing Quality Higher with CONQUAS ImplementationAlsonChinNo ratings yet
- Proposed Inner Ring Road Bored Piling Method StatementDocument21 pagesProposed Inner Ring Road Bored Piling Method StatementAlsonChin100% (1)
- N 27 Chemical Grouting ResultDocument2 pagesN 27 Chemical Grouting ResultAlsonChinNo ratings yet
- The Proposed Construction and Completion of Maktab Rendah Sains Mara (MRSM) On Lot 1229, Block 37, Kenema Land District, Bintulu, SarawakDocument5 pagesThe Proposed Construction and Completion of Maktab Rendah Sains Mara (MRSM) On Lot 1229, Block 37, Kenema Land District, Bintulu, SarawakAlsonChinNo ratings yet
- MS Remedial Spun Pile A2p6Document29 pagesMS Remedial Spun Pile A2p6AlsonChinNo ratings yet
- Method Statement For StatnamicDocument15 pagesMethod Statement For StatnamicMohd ZulhaidyNo ratings yet
- Eccentric Check (26-05-18) - AlsonDocument32 pagesEccentric Check (26-05-18) - AlsonAlsonChinNo ratings yet
- Micropile Design ReportDocument9 pagesMicropile Design ReportAlsonChinNo ratings yet
- Retaining Wall DesignDocument6 pagesRetaining Wall DesignAlsonChinNo ratings yet
- 300mm Microhtbar RevDocument2 pages300mm Microhtbar RevAlsonChinNo ratings yet
- Bored Pile Design Based on Mayerhoff FormulaDocument2 pagesBored Pile Design Based on Mayerhoff FormulaAlsonChinNo ratings yet
- Pileset - 1500mm Steel PileDocument23 pagesPileset - 1500mm Steel PileAlsonChinNo ratings yet
- Pileset - 1500mm Steel PileDocument23 pagesPileset - 1500mm Steel PileAlsonChinNo ratings yet
- MS Remedial WorksDocument6 pagesMS Remedial WorksAlsonChinNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Look at The Picture Carefully. Rearrange The Words To Form Correct SentencesDocument6 pagesLook at The Picture Carefully. Rearrange The Words To Form Correct SentencesAdy PutraNo ratings yet
- Manufacturing Technology (ME461) Lecture1Document39 pagesManufacturing Technology (ME461) Lecture1Rishabh JainNo ratings yet
- ResumeDocument2 pagesResumekoduruabhinavNo ratings yet
- Project: Water Supply Layout Finals Drawn By: 20141142805 Date: 10/11/2018 Sheet No. 1 of 2Document1 pageProject: Water Supply Layout Finals Drawn By: 20141142805 Date: 10/11/2018 Sheet No. 1 of 2Jabber Reyes AmborNo ratings yet
- Ordinary Portland Cement, 33 Grade - Specification: Indian StandardDocument12 pagesOrdinary Portland Cement, 33 Grade - Specification: Indian StandardAmbrishNo ratings yet
- 3 Spaces Nov 09Document62 pages3 Spaces Nov 09Somy ElseNo ratings yet
- SCC Development, Applications and InvestigationsDocument5 pagesSCC Development, Applications and InvestigationslauravoineagNo ratings yet
- ETH Names DivisionsDocument10 pagesETH Names Divisionsichigo_bleach00No ratings yet
- Acp 400020180910102625Document2 pagesAcp 400020180910102625Sofyan Andika YusufNo ratings yet
- Dwg. No. 63170016 - ER-15Document1 pageDwg. No. 63170016 - ER-15GiantcanaNo ratings yet
- Bowing Styles in Irish Fiddle Playing Vol 1 - David LythDocument58 pagesBowing Styles in Irish Fiddle Playing Vol 1 - David LythEmma Harry100% (1)
- Insulation ProductsDocument1 pageInsulation ProductsDygoPalNo ratings yet
- Din en 1561 - en - 1997-08Document21 pagesDin en 1561 - en - 1997-08AlissonFernandes17No ratings yet
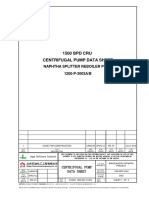
- D16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)Document3 pagesD16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)anwar sadatNo ratings yet
- Unethical Business Pratices in Corporates: March 2016Document13 pagesUnethical Business Pratices in Corporates: March 2016Manju Nadh ChakravadhanulaNo ratings yet
- Hitachi SetFree MiniVRF 0120LRDocument52 pagesHitachi SetFree MiniVRF 0120LRAhmed AzadNo ratings yet
- Reaction Paper The Flight From ConversationDocument4 pagesReaction Paper The Flight From ConversationJoe NasalitaNo ratings yet
- Concord IPL Commercial Incline Vertical Platform Lift SearchableDocument92 pagesConcord IPL Commercial Incline Vertical Platform Lift SearchableHongquan SuNo ratings yet
- Course Overview CSC 1707 Maths For ComputingDocument16 pagesCourse Overview CSC 1707 Maths For ComputingSarah JNo ratings yet
- Stepper Motor 57HS8430A4D8 / NEMA 23 3ADocument2 pagesStepper Motor 57HS8430A4D8 / NEMA 23 3AMuhammad Ghiyats MukminNo ratings yet
- History and Evolution of Hybrid VehiclesDocument24 pagesHistory and Evolution of Hybrid VehiclesShrvan HirdeNo ratings yet
- Tesla CSRDocument15 pagesTesla CSRM.Bhaskar0% (1)
- Feature Setup Description: Software Basic Data Mcs - TCBCDocument77 pagesFeature Setup Description: Software Basic Data Mcs - TCBCAlexis MauricioNo ratings yet
- Secure Email Transaction SystemDocument32 pagesSecure Email Transaction SystemGautam Sharma100% (1)
- HDDTB 15 PDFDocument4 pagesHDDTB 15 PDFdakidofdaboomNo ratings yet
- HGS HSM SL 20 007 - Adjustment of Valve ClearanceDocument66 pagesHGS HSM SL 20 007 - Adjustment of Valve Clearanceajshsu5682No ratings yet
- BK - Scrum and CMMIDocument132 pagesBK - Scrum and CMMIcoolgoroNo ratings yet
- Understanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryDocument21 pagesUnderstanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryRidzuan DolahNo ratings yet
- F. M. 1Document3 pagesF. M. 1Aashish PardeshiNo ratings yet
- BNI Vision April 2023 Roster BookDocument16 pagesBNI Vision April 2023 Roster BookTushar MohiteNo ratings yet