You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- AISC Steel Design Guide 21 Welded ConnectionsDocument334 pagesAISC Steel Design Guide 21 Welded ConnectionsMarlon Villarreal100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- WPS PQR Smaw + Fcaw D1.1Document8 pagesWPS PQR Smaw + Fcaw D1.1Yhuto W. Putra100% (3)
- Road Design & ConstructionDocument157 pagesRoad Design & ConstructionSekichi Yamada80% (10)
- Rejection Analysis - in HouseDocument24 pagesRejection Analysis - in Housesuresh kumar100% (1)
- Wood Finishing-2017Document13 pagesWood Finishing-2017PauloSilvaNo ratings yet
- Cement ConsumptionDocument4 pagesCement ConsumptionKapil Verma100% (11)
- Hyperion Wire Drawing GuideDocument76 pagesHyperion Wire Drawing GuideMuhammad SaadNo ratings yet
- BIOGEN Fluid - GBDocument2 pagesBIOGEN Fluid - GBMassimiliano VolaNo ratings yet
- Metal and Energy Tech Report, August 13Document2 pagesMetal and Energy Tech Report, August 13Angel BrokingNo ratings yet
- ISSF The Ferritic Solution EnglishDocument68 pagesISSF The Ferritic Solution EnglishdhurushaNo ratings yet
- SCRDocument5 pagesSCRpramod_tryNo ratings yet
- Biogas PurificationDocument5 pagesBiogas PurificationHarsh GutgutiaNo ratings yet
- Bestweld Steel System SDN Bhd-ComprofDocument2 pagesBestweld Steel System SDN Bhd-ComprofAbdul KarimNo ratings yet
- Biotile 2015 IN - (EN) PDFDocument4 pagesBiotile 2015 IN - (EN) PDFBijaya RaulaNo ratings yet
- Ceramic IndustriesDocument9 pagesCeramic Industriesد.حاتممرقهNo ratings yet
- Horizontal Shaftwall Duct and Ceiling Assemblies: Description DetailsDocument2 pagesHorizontal Shaftwall Duct and Ceiling Assemblies: Description DetailsVan LLiNo ratings yet
- IspeesifikeeshiniiDocument28 pagesIspeesifikeeshiniisolomonNo ratings yet
- Experimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MDocument8 pagesExperimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MPayam ShivaNo ratings yet
- Plasco Overview by Plasco LTD - Mwanza PresentationsDocument28 pagesPlasco Overview by Plasco LTD - Mwanza PresentationsSaravanan100% (1)
- BasicDocument3 pagesBasicvivek singhNo ratings yet
- Lindquist1997 PDFDocument2 pagesLindquist1997 PDFFausto SalazarNo ratings yet
- Construction and Building Materials: Yasumichi Koshiro, Kenichi IchiseDocument7 pagesConstruction and Building Materials: Yasumichi Koshiro, Kenichi IchiseSaad UllahNo ratings yet
- EFNARC-Test Method For Tenacity and Residual StrengthDocument48 pagesEFNARC-Test Method For Tenacity and Residual StrengthPamela SanabriaNo ratings yet
- Electrical Downhole Cable: ApplicationsDocument3 pagesElectrical Downhole Cable: ApplicationsAndrea VarasNo ratings yet
- Cable 07rn8-f 750v Epr-Cpe Blue-ElcosubDocument2 pagesCable 07rn8-f 750v Epr-Cpe Blue-ElcosubMiguel MontalvánNo ratings yet
- Shiva Home - DCFDocument2 pagesShiva Home - DCFshyamsundar_ceNo ratings yet
- CRCM Manual 2 9 16Document33 pagesCRCM Manual 2 9 16Kamagara Roland AndrewNo ratings yet
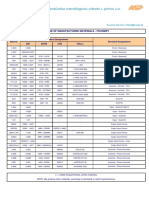
- Range of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard DesignationsDocument3 pagesRange of Manufactured Materials - Foundry: DIN Astm UNS Others Material Standard Designations Standard Designationskeyur1109No ratings yet
- Chemsheets GCSE 1094 Reacting Mass Calculations 2Document2 pagesChemsheets GCSE 1094 Reacting Mass Calculations 2THNo ratings yet
- IKO EPDM Brochure Nov18Document34 pagesIKO EPDM Brochure Nov18fandy sipataNo ratings yet