You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Productivity Enhancement of Solar Still Desalination by Different MethodsDocument5 pagesProductivity Enhancement of Solar Still Desalination by Different MethodsDrEmadEl-SaidNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Technical Description: Interfilt Filtration System Automatic Gravity Filter SK SeriesDocument14 pagesTechnical Description: Interfilt Filtration System Automatic Gravity Filter SK SeriesOscar AbarcaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Blitz Kit InstructionsDocument4 pagesBlitz Kit InstructionsMichael WoodNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Data Center Best PracticesDocument28 pagesData Center Best Practicesmnt617683% (6)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Heat Transfer Analysis of Roller Quench System in Continuous Annealing LineDocument8 pagesHeat Transfer Analysis of Roller Quench System in Continuous Annealing LineSrikanth SrikantiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ecology Tutorials PDFDocument4 pagesEcology Tutorials PDFSandeep MehtaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Side Stream Filter For Cooling TowersDocument4 pagesSide Stream Filter For Cooling TowersdkmauryaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- FWC Utility System Optimisation FINALDocument12 pagesFWC Utility System Optimisation FINALrieza_fNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Fresh Water Geberator and Osmosis ProcessesDocument62 pagesFresh Water Geberator and Osmosis ProcessesSuhas KassaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Chemistry Challenges in Geothermal Power Generation - Ian Richardson Et AlDocument18 pagesChemistry Challenges in Geothermal Power Generation - Ian Richardson Et AlMwangi MuraguriNo ratings yet
- Hazard and Operability (HAZOP) & Hazard Analysis TrainingDocument106 pagesHazard and Operability (HAZOP) & Hazard Analysis TrainingShainu Govindankutty100% (8)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Gek 28075Document20 pagesGek 28075leaw81No ratings yet
- DCWT PowderDocument2 pagesDCWT PowderNeeraj KumarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Gölcük VET Scenario - Oil Tempereture HighDocument1 pageGölcük VET Scenario - Oil Tempereture HighCantekin CeNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- D3370 Sampling Water From Closed ConduitsDocument11 pagesD3370 Sampling Water From Closed ConduitsBalas43100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Atc 105Document4 pagesAtc 105Siva Sankara Narayanan SubramanianNo ratings yet
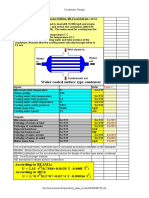
- Condenser DesignDocument2 pagesCondenser DesignRahul ChandrawarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Brochures - x-AV3 - GX2 - DX2Document16 pagesBrochures - x-AV3 - GX2 - DX2hector tosarNo ratings yet
- Common Causes of Over Pressure in Pressure VesselDocument5 pagesCommon Causes of Over Pressure in Pressure VesselToniNo ratings yet
- Cooling Towers Information PackageDocument25 pagesCooling Towers Information Packagemdawg467No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Water Quality For ChillersDocument24 pagesWater Quality For ChillersBaha Abdulhaleem Alsalieby75% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 3D Trasar Solid Cooling Water Analyzer Panel: DescriptionDocument6 pages3D Trasar Solid Cooling Water Analyzer Panel: DescriptionGabriel ZorattiNo ratings yet
- Cooling TowerDocument60 pagesCooling Towerkumar sandeep100% (1)
- Treatment and Corrosion Control of Cooling WaterDocument57 pagesTreatment and Corrosion Control of Cooling Waterlonelystar19No ratings yet
- E Manual CRX2900A-W 5300A-WEDocument77 pagesE Manual CRX2900A-W 5300A-WEAgeng A. PooNo ratings yet
- Ion Exchange IndiaDocument8 pagesIon Exchange IndiaAseem Vivek MasihNo ratings yet
- Food Engineering 2Document37 pagesFood Engineering 2Bảo ĐoànNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- 46 26mcDocument315 pages46 26mcAnthony DavisNo ratings yet
- LS32 Parts Manual 88298001-624 MNK Tro Bay PDFDocument53 pagesLS32 Parts Manual 88298001-624 MNK Tro Bay PDFAnh Vo0% (1)
- HYFRA Echilly Brochure - ENDocument8 pagesHYFRA Echilly Brochure - ENsaiful IslamNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)