You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Partial Defoliation of Vitis Vinifera L. Cv. Cabernet SauvignonDocument9 pagesPartial Defoliation of Vitis Vinifera L. Cv. Cabernet Sauvignon1ab4cNo ratings yet
- Amaryllidaceae Family Guide with Endemic Philippine SpeciesDocument28 pagesAmaryllidaceae Family Guide with Endemic Philippine SpeciesMa-anJaneDiamos100% (1)
- Lab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Document17 pagesLab 9-Measurement of Filtrate Loss and Mud Cake Thickness of Drilling Mud Sample Using Dead Weight Hydraulic Filter Press Considering API Standard.Sunny BbaNo ratings yet
- 4 6051111060339957657Document361 pages4 6051111060339957657Oviedo OviedoNo ratings yet
- Undas Deployment PadsDocument15 pagesUndas Deployment PadsVic NairaNo ratings yet
- Volume 1Document168 pagesVolume 1lalitendu jenaNo ratings yet
- 01 01Document232 pages01 01Muhammad Al-MshariNo ratings yet
- Chambal Cable Stayed Bridge Connecting ShoresDocument6 pagesChambal Cable Stayed Bridge Connecting Shoresafzal taiNo ratings yet
- Peugeot 206 Fuse Diagram PDFDocument6 pagesPeugeot 206 Fuse Diagram PDFDedi dwi susanto100% (2)
- Mole Concept: Chemfile Mini-Guide To Problem SolvingDocument18 pagesMole Concept: Chemfile Mini-Guide To Problem SolvingNaren ParasharNo ratings yet
- Plant Cell Culture: Genetic Information and Cellular MachineryDocument18 pagesPlant Cell Culture: Genetic Information and Cellular MachineryYudikaNo ratings yet
- Abnegation Faction:: Clothing Is Gray and Simple. The OnlyDocument7 pagesAbnegation Faction:: Clothing Is Gray and Simple. The OnlylethaagathaNo ratings yet
- Terminal Tractors and Trailers 6.1Document7 pagesTerminal Tractors and Trailers 6.1lephuongdongNo ratings yet
- Treating Thyroid Emergencies: Myxedema Coma and Thyroid StormDocument17 pagesTreating Thyroid Emergencies: Myxedema Coma and Thyroid StormMarlon UlloaNo ratings yet
- CHAPTER 15 Managing Current AssetsDocument26 pagesCHAPTER 15 Managing Current AssetsAhsanNo ratings yet
- Final TLE9 Nail Care9 Q1 Module 3Document20 pagesFinal TLE9 Nail Care9 Q1 Module 3Ma. Andrea LagmanNo ratings yet
- Somali Guideline of InvestorsDocument9 pagesSomali Guideline of InvestorsABDULLAHI HAGAR FARAH HERSI STUDENTNo ratings yet
- Test Units and Accessories: Sinteso™Document22 pagesTest Units and Accessories: Sinteso™Imad QsnNo ratings yet
- SafewayDocument70 pagesSafewayhampshireiiiNo ratings yet
- EMI InstructionsDocument2 pagesEMI InstructionsAKSHAY ANANDNo ratings yet
- 3000 CalorieDocument10 pages3000 CalorieNIKHILNo ratings yet
- Edinburgh Postnatal Depression Scale. Detection of Postnatal Depression. Development of The 10-ItemDocument6 pagesEdinburgh Postnatal Depression Scale. Detection of Postnatal Depression. Development of The 10-ItemKyze LQNo ratings yet
- Pakistan List of Approved Panel PhysicianssDocument5 pagesPakistan List of Approved Panel PhysicianssGulzar Ahmad RawnNo ratings yet
- The Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Document137 pagesThe Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Rifki TriAditiya PutraNo ratings yet
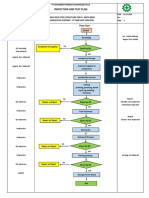
- Inspection and Test Plan: Flow Chart Start IncomingDocument1 pageInspection and Test Plan: Flow Chart Start IncomingSinden AyuNo ratings yet
- Variable Displacement Engines: The Magic of Cylinder DeactivationDocument3 pagesVariable Displacement Engines: The Magic of Cylinder DeactivationdinuNo ratings yet
- Diploma Pharmacy First Year - Hap - MCQSDocument13 pagesDiploma Pharmacy First Year - Hap - MCQSAnitha Mary Dambale91% (33)
- 3.SAFA AOCS 4th Ed Ce 2-66 1994Document6 pages3.SAFA AOCS 4th Ed Ce 2-66 1994Rofiyanti WibowoNo ratings yet
- Impact of Dairy Subsidies in NepalDocument123 pagesImpact of Dairy Subsidies in NepalGaurav PradhanNo ratings yet
- Kuan Yin 100 Divine Lots InterpretationDocument30 pagesKuan Yin 100 Divine Lots InterpretationEsperanza Theiss100% (2)