CESUMAR - CENTRO UNIVERSITÁRIO DE MARINGÁ
CENTRO DE TECNOLOGIA
DEPTO. DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO
CURSO DE ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL
CONTROLADORES LÓGICOS PROGRAMÁVEIS
SINTONIA DE CONTROLADORES PID
MARINGÁ,PR., AGOSTO/2007
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 1
1- INTRODUÇÃO
1.1- DEFINIÇÕES
• SISTEMA
É uma disposição, conjunto ou coleção de partes conectadas ou relacionadas de
tal maneira a formarem um todo.
Outra definição: "que propiciem a consecução de algum fim lógico a partir dessas
interações conjuntas".
Ou ainda, "Cada componente se relaciona pelo menos com alguns outros, direta ou
indiretamente, de modo mais ou menos estável, dentro de um determinado período de
tempo, formando uma rede causal".
Pode ser físico, biológico, econômico, etc.
Entrada Saída
Sistema
• CONTROLE
Estuda como agir sobre um dado sistema de modo a obter um resultado arbitrariamente
especificado. Pode se ainda definir controle como sendo o processo de fazer com que
uma variável do sistema atinja um valor desejado, chamado de valor de referência (por
exemplo, variável = temperatura)
• CONTROLADOR
Dispositivo utilizado para a obtenção do controle de um sistema.
• SISTEMA DE CONTROLE
Conjunto formado pelo sistema a ser controlado e o controlador.
• SISTEMA DE CONTROLE A MALHA ABERTA
É aquele em que a saída ou resposta não possui nenhuma influência sobre a
entrada.
Resposta
desejada Saída
Dispositivo
Sistema
de atuação
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 2
• SISTEMA DE CONTROLE A MALHA FECHADA
É aquele em que a saída ou resposta influencia a entrada do sistema.
Resposta Sinal de controle
desejada (Variável manipulada) Saída
(Set Point) (Variável de Processo)
MV
SP Comparação Controlador Sistema PV
Dispositivo
de medida
Sensor + Transmissor
1.2- EXEMPLOS
• Ser humano tentando pegar um objeto
Controlador Sistema Posição
Posição olhos
do objeto + da mão
Cérebro Braço e mão
-
• Controle de temperatura de uma sala
Termostato Controlador Sistema Temperatura
Temperatura
desejada + Ar presente
Condicionado Sala
-
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 3
• Controle do nível de um reservatório
Controlador Sistema Nível
Nível
desejado + de água
Bomba Reservatório
-
Bóia
1.3- CONTROLE DE PROCESSOS INDUSTRIAIS
Nas últimas décadas houve uma verdadeira revolução nos equipamentos de
instrumentação. Quarenta anos atrás, muitos equipamentos eram mecânicos e
pneumáticos. Existiam tubos entre ligando os equipamentos do processo e a sala de
controle. Atualmente, os sistemas de controle são distribuídos com microprocessadores
controlando muitas malhas simultaneamente.
A despeito destas mudanças, os conceitos básicos de sistemas de controle e
algoritmos de controle permanecem essencialmente os mesmos. Agora é mais fácil
implementar estruturas de controle, pois basta reprogramar um computador. A tarefa
dos engenheiros de controle é a mesma: projetar um sistema de controle que atenda às
especificações, seja estável, robusto.
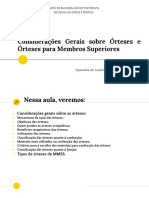
A figura abaixo mostra os principais elementos de um sistema de controle típico
de um processo industrial:
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 4
SetPoint
SP Variável
Manipulada Variável de
MV Processo
Controlador Processo PV
Elemento final
de controle temperatura
pressão
nível
vazão
Transmissor Sensor
tensão mecânica
elétrica deslocamento
pneumática tensão elétrica
hidráulica impedância
O sistema de malha fechada é composto por um sensor que detecta a variável de
processo (PV), um transmissor que converte o sinal do sensor em um sinal adequado
(um sinal do tipo ar pressurizado em sistemas pneumáticos ou um sinal elétrico em
sistemas eletrônicos) e o transmite para um controlador que compara o valor da variável
de processo (PV) com o valor do Set Point (SP) desejado e produz um sinal de controle
apropriado e um elemento final de controle que muda a variável manipulada (MV).
Usualmente o elemento final de controle é uma válvula de controle operada por ar que
abre e fecha modificando uma razão de fluxo.
O sensor, transmissor e válvula de controle estão localizados fisicamente no
campo, onde está o processo. O controlador é usualmente localizado em um painel ou
computador em uma sala de comando distante do processo. A ligação entre o painel e o
campo é feita através de sinais elétricos que são enviados do transmissor para o
controlador e do controlador para o elemento final de controle.
Os equipamentos de controle utilizados em plantas químicas ou em plantas
típicas da área de petróleo são analógicos (de pressão ou eletrônicos) ou digitais. Os
sistemas analógicos utilizam sinais de ar pressurizado (3 a 15 psi) ou sinais de
corrente/tensão (4-20 mA, 10-50 mA, 0-10 VDC). Sistemas pneumáticos transmitem
sinais através de pequenos tubos, enquanto sistemas eletrônicos usam fios.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 5
Visto que muitas válvulas são ainda acionadas por ar pressurizado, sinais de
corrente são usualmente convertidos para ar pressurizado. Um conversor I/P (corrente
para pressão) é usado para converter sinais de 4-20 mA em sinais de 3-15 psi.
Um controlador industrial possui um modo de operação manual (malha aberta)
ou automático (malha fechada). Durante a partida ou em condições anormais, o
operador do processo pode utilizar o modo de operação manual, determinando a
abertura da válvula de controle, independentemente do controlador. O chaveamento é
usualmente feito no painel de controle ou no computador.
Além disso, o ganho do controlador pode ser feito negativo ou positivo
selecionando-se entre ação direta e reversa do controlador. Um ganho positivo resulta
em uma saída do controlador decrescendo a medida que a variável do processo cresce
(ação reversa). Já um ganho negativo resulta em uma saída do controlador crescendo a
medida que a variável do processo cresce (ação direta). A escolha correta entre ação
direta e reversa depende da ação do transmissor (que é usualmente direta), da ação da
válvula (ar para abrir, AO, ou ar para fechar, AC) e do efeito da variável manipulada
(MV) na variável de processo (PV). A idéia fundamental a ser seguida para a escolha
correta da ação do controlador, é que a ação tomada pelo controlador deve levar a
variável de processo (PV) a se aproximar do Set Point (SP).
Em resumo, um controlador industrial deve possuir as seguintes características:
1. Indicar o valor da Variável de Processo (PV): o sinal que chega do transmissor
2. Indicar o valor do sinal enviado para a válvula: a saída do controlador (usualmente
nominada MV)
3. Indicar o Set Point (SP)
4. Ter um chave para selecionar entre modo manual ou automático
5. Ter uma forma de alterar o valor do SetPoint quando o controlador está em
automático
6. Ter uma forma de alterar o sinal para a válvula quando o controlador está em manual
7. Ter um modo de seleção entre ações direta e reversa do controlador
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 6
1.4- PROBLEMAS DE CONTROLE EM ENGENHARIA
Sistema
Modelo
Matemático
Análise
Baseado nas especificações
Projeto
de desempenho
Implementação
7- CONTROLADORES PID
7.1- INTRODUÇÃO
r(t) + e(t) c(t)
Controlador u(t)
Planta
Série
-
Controlador Elementos
de Realimentação de Medida
• Controladores Série
Em geral, o projeto de controladores série é mais simples que o de controladores
(compensadores) por realimentação. Entretanto, normalmente exige amplificadores
adicionais para aumentar o ganho do sistema.
Exemplos:
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 7
- controladores não-lineares: relé, relé com histerese, etc.
- controladores lineares: combinação das ações PID (Proporcional, Integral,
Derivativa), atraso de fase, avanço de fase.
• Controladores por Realimentação
Em geral, o número de componentes necessários na compensação por
realimentação será menor que o número de componentes na compensação série.
Exemplos:
- Realimentação tacométrica, realimentação dos estados.
7.2- AÇÕES DE CONTROLE PID
a) Controle Proporcional (P)
u ( t ) = Ke( t ) ; U(s) = KE (s)
onde e(t)= r(t) - y(t) = SP - PV
- O controlador proporcional é um amplificador com ganho ajustável (K).
- O aumento do ganho K, diminui o erro de regime.
- Em geral, o aumento de K torna o sistema mais oscilatório, podendo desestabilizá-lo.
- Melhora o regime e piora o transitório, sendo bastante limitado.
Ex:
r(t) + c(t)
1
K
Ts+1
-
1
Para entrada degrau unitário ⇒ ess =
1+ K
O erro será nulo somente para K → 00, o que nem sempre é possível.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 8
Muitos instrumentos usam um termo alternativo, Banda Proporcional (PB), ao
invés do ganho:
100
PB =
K
O termo Banda Proporcional se refere à faixa sobre a qual o erro deve variar
para que a saída do controlador (MV) excurcione em toda a sua faixa.
O ganho do controlador pode ser feito positivo ou negativo. Um ganho positivo
resulta em uma saída do controlador (MV) diminuindo quando a variável de processo
(PV) está crescendo (ação REVERSA). Para um ganho negativo a saída do controlador
(MV) diminui quando a variável de processo (PV) está cresce (ação DIRETA). O sinal
correto depende da ação do transmissor (usualmente direta), da ação do válvula (ar-
para-abrir-AO ou ar-para-fechar-AC) e do efeito do sinal de controle (CS) na variável
de processo (PV).
Como exemplo suponha o processo de temperatura da saída de um trocador de
calor mostrado na figura abaixo:
Neste caso, a ação correta do controlador é a ação REVERSA (ganho positivo),
pois todas as outras ações envolvidas são positivas.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 9
b) Controlador Proporcional + Integral (PI)
A ação integral do controlador move a variável de controle (CS) baseada na
integral no tempo do erro
t
1
u ( t ) = K pe( t ) + ∫ e(τ)dτ
τi 0
Ki
U ( s) = K p E ( s) + E ( s)
s
K
U ( s ) = E ( s ) K p + i
s
U ( s) K
= Kp + i
E ( s) s
1
onde K i = e τi é o time integrativo ou tempo de reset com unidade da ordem de
τi
minutos.
- Zera o erro de regime, pois aumenta o tipo do sistema em 1 unidade.
- É utilizado quando temos resposta transitória aceitável e resposta em regime
insatisfatória.
- Adiciona um pólo em p=0 e um zero em z= - Ki/Kp
- Como aumenta a ordem do sistema, temos possibilidade de instabilidade diferentes do
sistema original. Pode degradar o desempenho do controlador em malha fechada.
Ex:
PI
r(t) + e(t) K c(t)
Kp + i 1
s Ts+1
-
1
Para entrada degrau unitário ⇒ e ss = =0
1+ ∞
Muitos controladores são calibrados em minutos (ou minutos/repetição, um
termo que origina-se do teste de colocar o controlador em um erro fixo e verificar
quanto tempo a ação integral leva para produzir a mesma mudança na saída do
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 10
controlador que o controlador proporcional tem com ganho 1; a integral repete a ação do
controlador proporcional).
c) Controlador Proporcional + Derivativo (PD)
d
u ( t ) = K p e( t ) + τ d e( t )
dt
U ( s ) = (K p + K d s )E ( s )
U ( s)
= (K p + K d s )
E ( s)
onde Kd= τd é a constante derivativa em minutos.
- Leva em conta a taxa de variação do erro
- É utilizado quando temos resposta em regime aceitável e resposta transitória
insatisfatória.
- Adiciona um zero em z= - Kp/Kd
- Introduz um efeito de antecipação no sistema, fazendo com que o mesmo reaja não
somente à magnitude do sinal de erro, como também à sua tendência para o instante
futuro, iniciando, assim, uma ação corretiva mais cedo
- A ação derivativa tem a desvantagem de amplificar os sinais de ruído, o que pode
causar um efeito de saturação nos atuadores do sistema.
Ex:
PD
r(t) + e(t) 1 c(t)
Kp + Kd s
Js 2
-
C(s) (K p + K d s )
= 2
R (s) Js + K d s + K p
d) Controlador Proporcional + Integral + Derivativo (PID)
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 11
2
K U(s) K d s + K p s + K i
U(s) = K p + i + K d s E(s) ⇒ =
s E(s) s
- É utilizado quando temos resposta transitória e em regime insatisfatórias.
- Adiciona um pólo em p=0 e 2 zeros, que dependem dos parâmetros do controlador.
A ação derivativa pode ser usada sobre o sinal de erro (SP-PV) ou sobre a
variável de processo (PV). Usualmente é usada sobre esta última. Além disso,
geralmente a ação derivativa é separada da ação PI (veja figura abaixo).
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 12
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 13
A ARTE DE SINTONIZAR CONTROLADORES
As técnicas descritas até este ponto todas têm certa fundamentação teórica.
A classe de métodos que se baseia na curva de resposta do processo se fundamenta na
idéia de inversão da solução da equação diferencial do processo.
A classe de métodos baseados na dessintonização em relação ao ponto crítico de
oscilações sustentadas foi desenvolvida a partir de critérios precisos sobre a resposta do
processo com controlador. Os critérios precisos que podem nortear o desenvolvimento
de diferentes métodos dessa classe se fundamentam na rapidez do sistema (rising time,
settling time) ou na extensão do comportamento do sistema (overshoot, decay ratio,
offset).
Em particular, o método de Ziegler-Nichols foi baseado numa taxa de decaimento
conveniente aplicada a um conjunto grande de controladores industriais. Alternativas
mais conservativas ou mais agressivas podem ser propostas.
Os métodos baseados em desempenho ótimo é uma aplicação da idéia de pesquisa do
mínimo de funções de várias variáveis.
Há, entretanto, um caráter fortemente prático, heurístico, na tarefa de sintonizar
controladores. Esse caráter já aparece em alguns itens dos próprios métodos científicos,
que exigem decisões variadas sobre margens de segurança, desempenho requerido do
controlador, condições típicas da planta e erros toleráveis. Mas o caráter prático é
definidor de toda uma classe de regras de sintonia. Algumas regras práticas já se
tornaram clássicas:
• sempre que possível, usar controlador apenas proporcional;
• sempre que possível, usar valores baixos para ação integral (elevado reset-time);
• evitar o uso da ação derivativa. No caso de processos químicos, a ação derivativa fica
restrita quase que somente a poucos casos de controle de temperatura, uma vez que essa
variável apresenta normalmente dinâmica lenta. Assim mesmo, a ação derivativa é
usada com extrema parcimônia e com forte filtro na variável controlada. Na prática
industrial, as malhas de controle com ação derivativa dificilmente ultrapassam 5% do
total de malhas da unidade;
• em controle de nível, procurar usar apenas ação proporcional e, quando possível, com
banda morta. Esse talvez seja o caso mais comum de sintonia inadequada que se
encontra nas plantas químicas. Ainda é muito comum o uso de um controle exagerado
de nível, ou seja, manipular excessivamente vazão de retirada de líquido do fundo de
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 14
equipamentos (torres, principalmente) para manter o nível de líquido no fundo
excessivamente estável. Isso pode ser um problema porque, normalmente, o líquido
retirado é carga de outro equipamento a jusante. Nesses casos, controle de nível muito
rigoroso em uma parte do processo implica em variação excessiva da carga do outro
equipamento, cujo controle fica difícil. Em muitos casos, off-set ou ações muito lentas
em controle de nível não representam grande problema de fato, e a agressividade do
controlador de nível é fruto de uma cultura imprópria de operação da planta;
• em controle de vazão, não usar ação derivativa e usar ação integral atenuada.
Outras regras existem, particulares para cada caso. Recordando-se a grande quantidade
de controladores mais elaborados que a eletrônica e a informática viabilizaram nos dias
de hoje, percebe-se a ausência de muitos métodos científicos para sintonizar itens
comuns como controladores com transições (ação de controle dividida entre vários
atuadores ou chaveamento dentre diversas variáveis controladas) e controladores
antecipatórios, que usam sempre alguma forma de modelo do processo.
Um item importante que ainda hoje é fortemente dependente de regras práticas de
sintonia é o de controle robusto. Como já se comentou, tempos de residência e ganhos
(sensibilidade) do processo variam fortemente e os controladores requerem ressintonia
com certa freqüência. Uma forma de atenuar esse retrabalho é a de encontrar uma
solução aproximadamente de compromisso para os ajustes do controlador, ou seja,
sintonizá-lo para atender de maneira minimamente satisfatória a uma grande faixa de
condições operacionais. As tentativas teóricas para solução desse problema são um
esforço em andamento (e bastante, por assim dizer, complexas) e a realidade atual ainda
é a da prática de regras particulares, caso a caso, para atender a essa necessidade.
Sintonizar controladores é uma arte. Parte-se das ferramentas teóricas disponíveis. Com
elas, faz-se o esforço máximo de análise das diferentes situações práticas a serem
atendidas. Ao final, decretam-se refinamentos oriundos da experiência prática com o
sistema em questão. Essa etapa final é importante (em muitos casos é a única
disponível) e deixa claro o lado empírico do assunto.
9. CONCLUSÃO
A maioria das referências da literatura de controle de processos químicos ressalta a
superioridade dos métodos científicos, de base teórica, em relação aos métodos de
tentativa e erro para sintonia de controladores.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 15
Os métodos científicos são importantes. Eles são fruto de um esforço gigantesco no
sentido de técnicas mais perfeitas, esforço esse que, entre nós, consome recursos de
inteligências brilhantes e idealistas. Seu resultado é a grande quantidade de ferramentas
hoje disponíveis para os técnicos da indústria.
Entretanto, o conhecimento heurístico, que ingenuamente poderia ser rotulado como
predisposição à tentativa e erro, é ainda muito importante. Sintonia é um ajuste de
sensibilidade, e a sensibilidade desejada e desejável é algo que varia muito no espaço e
no tempo. Todas as receitas cartesianas e determinísticas são sempre bem acolhidas,
mas uma última análise heurística é essencial antes de viabilizar valores a serem
carregados num controlador. Essa análise é essencial sob o ponto de vista de
desempenho do controlador e sob o ponto de vista de segurança operacional.
A extensão de uma automação precisa ser um pouco relativizada com a medida humana,
que ainda é a medida de todas as coisas. No caso de sintonia de controladores, essa
relativização pode ser feita através da compreensão do valor do esforço na ciência de
sintonia e também do valor inestimável de uma experiência prática disponível e
pulverizada pelos órgãos operacionais do parque produtivo. O treinamento contínuo da
mão-de-obra (propiciando-lhe, inclusive, sempre mais excelência na ciência de sintonia)
e a promoção de uma atuante gerência do conhecimento (knowledge management)
podem ser uma rota interessante para alavancar uma área que tem caráter científico mas,
sobretudo, caráter de uma verdadeira arte.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 16
FAMÍLIA MICROLOGIX ALLEN-BRADLEY
A Equação PID
Onde:
KC = GANHO PROPORCIONAL
E = ERRO = |SP-PV|
TI = TEMPO INTEGRAL
TD = TEMPO DERIVATIVO
PV = VARIÁVEL DE PROCESSO
BIAS = POLARIZAÇÃO À FRENTE (FEEDFORWARD)
O termo derivativo (taxa) suaviza o sinal através de um filtro passa-baixas. A freqüência
de corte do filtro é 16 vezes maior que a freqüência de quebra do termo derivativo.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 17
PID - FORNECIMENTO DE PARÂMETROS
Instrução PID em uma linha.
A instrução PID não permite valores de ponto flutuante para nenhum de seus
parâmetros. Portanto, se você tentar mover um de ponto flutuante para um dos
parâmetros PID usando lógica de contatos, ocorre uma conversão de ponto flutuante-
para-inteiro.
Bloco de controle - um arquivo que armazena os dados necessários para operar a
instrução. O comprimento do arquivo é fixo em 23 palavras e deve ser fornecido como
um endereço de arquivo inteiro. Não grave em endereços de bloco de controle com
outras instruções no seu programa. Apenas o ponto pré-programado e os seguintes
sinalizadores de instrução PID podem ser ativados ou zerados por seu programa de
contatos:
SP (ponto pré-programado) Palavra 2 do bloco de controle
TM (bit de modo temporizado) Palavra 0 do bloco de controle, bit 0
AM (bit auto/manual) Palavra 0 do bloco de controle, bit 1
CM (bit modo de controle) Palavra 0 do bloco de controle, bit 2
OL (bit ativar limitação de saída) Palavra 0 do bloco de controle, bit 3
Aviso! Não altere o estado de nenhum valor de bloco de controle PID a menos que você
entenda completamente sua função e efeitos relacionados em seu processo. Uma
operação inesperada pode resultar em possíveis danos ao equipamento e/ou ferimentos
pessoais.
Obs. Utilize um arquivo de dados exclusivo para conter os blocos de controle PID.
Isso evita reutilização acidental dos endereços do bloco de controle PID por outras
instruções no seu programa.
Variável de Processo PV
O endereço de elemento que armazena o valor de entrada do processo.
Esse endereço pode ser o local da palavra de entrada analógica onde o
valor do A/D de entrada é armazenado. Esse valor também pode ser um
valor inteiro se você preferir pré-escalar seu valor de entrada para a faixa
0-16383.
Variável de Controle CV
O endereço de elemento que armazena a saída da instrução PID. A faixa
do valor de saída vai de 0 a 16383, em que 16383 é 100% do valor ON.
Esse normalmente é um valor inteiro, e você pode escalar a faixa de
saída PID para a faixa analógica específica que seu aplicativo requer.
Essa instrução de saída é usada para controlar propriedades físicas como temperatura,
pressão, nível de líquido ou taxa de fluxo de malha do processo.
A instrução PID normalmente controla um malha fechada usando entradas de um
módulo de entrada analógico e fornecendo uma saída para um módulo de saída
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 18
analógico como uma resposta a uma variável de processo mantida efetivamente em
determinado ponto pré-programado.
A equação PID controla o processo enviando um sinal de saída ao atuador. Quanto
maior o erro entre o ponto pré-programado e a entrada da variável de processo, maior o
sinal de saída e vice versa. Um valor adicional (alimentar à frente ou polarização) pode
ser adicionado à saída de controle como um patamar. O resultado do cálculo PID
(variável de controle) irá dirigir a variável de processo que você está controlando, para o
ponto pré-programado.
A instrução PID pode ser operada em modo temporizado ou modo STI. No modo
temporizado a instrução atualiza sua saída periodicamente a uma taxa selecionada pelo
usuário. No modo STI a instrução deve ser colocada em uma sub-rotina de interrupção
STI. Então ela atualiza sua saída a cada vez que a sub-rotina STI é varrida. O intervalo
de tempo STI e a taxa de atualização do laço PID devem ser da mesma ordem para que
a equação seja executada adequadamente.
Fornecimento de Parâmetros
Arquivo PID - Especifica um arquivo PID. Se você ainda não tiver definido um tipo de
arquivo PD entre os seus arquivos de dados, ele será criado para você. O comprimento
do arquivo é fixo de 23 palavras. O arquivo PD substitui o antigo bloco de controle de
arquivo de inteiros.
Variável de Processo PV - O endereço de elemento que armazena o valor de entrada do
processo. Esse endereço pode ser o local da palavra de entrada analógica onde o valor
do A/D de entrada é armazenado. Você também pode fornecer um endereço inteiro se
escolher pré-escalar seu valor de entrada para a faixa 0-16383.
Variável de Controle CV - O endereço de elemento que armazena a saída PID. A faixa
do valor de saída vai de 0 a 16383, com 16383 sendo 100% do valor "ON". Esse
normalmente é um valor inteiro, e você pode escalar a faixa de saída PID para a faixa
analógica particular que seu aplicativo requerer.
A Palavra de Controle 0, bits 7 (DA - bit de Ação de Taxa Derivativa) e 4 (RG - bit
Redefinir e Realçar Taxa de Ganho)
Em lógica de contatos de Relé, o acesso à palavra mais significativa (Palavras de
controle 18 e 20 somente é permitido através de um acesso de palavra dupla da palavra
menos significativa).
Ao usar o controlador Micrologix 1500, as associações de palavra/bit aplicam-se ao
layout de arquivo PD. Os sub-elementos 0 - 16, 21 e 22 são endereçáveis por palavra
e/ou bit via lógica de contato de relé. Os sub-elementos 17 e 19 são endereçáveis por
palavra dupla e/ou bit via lógica de contato de relé.
Layout do bloco de controle:
15 14 13 12 11 10 9 8 7 6 5 4
3 2 1 0
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 19
Palavra 0 EN DN PV SP LL UL DB DA TF
SC RG OL CM AM TM
Os indicadores de status associados à instrução PID aparecem como marcadores do lado
direito da tela Configuração PID. Acesse esta tela ao clicar em Tela de Configuração na
instrução PID.
Bit de Modo de Tempo TM (palavra 0, bit 0)
Especifica o modo PID. É ativado quando o modo TEMPORIZADO está
em efeito. É zerado quando o modo STI está em efeito. Este bit pode ser
ativado ou zerado por instruções no programa de contatos.
AM Bit Automático/Manual (palavra 0, bit 1)
Especifica a operação automática quando zerada e a operação manual
quando ativada. Este bit pode ser ativado ou zerado por instruções no
programa de contatos.
CM Bit de Modo de Controle (palavra 0, bit 2)
Este bit é zerado se o controle for E=SP-PV. É ativado se o controle for
E=PV-SP. Este bit pode ser ativado ou zerado por instruções no
programa de contatos.
OL Bit de Limitar Saída Ativado (palavra 0, bit 3)
Este bit é ativado quando você tiver optado para limitar a variável de
controle. Este bit pode ser ativado ou zerado por instruções no programa
de contatos.
RG Bit de Melhoramento de Redefinição e da Taxa de Ganho (palavra 0, bit 4)
Quando ativado, este bit faz com que o valor de Redefinir
Minuto/Repetição assim como o multiplicador de ganho sejam
melhorados por um fator de 10 (redefinir multiplicador de 0,01 e
multiplicador de ganho de 0,01).Quando zero, este bit permite que o
valor de Redefinição de Minutos/Repetição e o valor do Multiplicador de
Ganho sejam elevados nas mesmas unidades da instrução PID do 5/02
(multiplicador de redefinição de 0,1 e multiplicador de ganho de
0,1).Note que o Multiplicador de Taxa não é afetado por esta seleção.
SC Sinalizador de Escala de Ponto Pré-programado (palavra 0, bit 5)
É zero quando são especificados os valores de escala dos pontos pré-
programados.
TF - Tempo de Atualização de Circuito Muito Rápido (palavra 0, bit 6)
Este bit é ativado pelo algoritmo PID se o tempo de atualização de
circuito especificado não puder ser atingido pelo programa dado (devido
a limitações de tempo de varredura).Se este bit estiver ativado, tente
corrigir o problema ao atualizar o seu circuito PID a uma taxa mais lenta
ou ao mover a instrução PID para uma rotina de interrupção STI. Os
ganhos de redefinição e de taxa estarão errados se a instrução operar com
este bit ativado.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 20
DA Bit de Ação de Derivado (Taxa) (palavra 0, bit 7)
Quando ativado, este bit faz com que seja avaliado o cálculo do Derivado
(Taxa) sobre o erro em vez de sobre a PV. Quando zero, este bit permite
que os cálculos do Derivado (Taxa) sejam avaliados da mesma maneira
que a instrução PID do 5/02 (onde o derivado é realizado sobre a PV).
DB Erro de Zona Morta (palavra 0, bit 8)
Definido quando a variável de processo está dentro da faixa da zona
morta ao cruzar com 0.
UL Alarme de Saída, Limite Superior (palavra 0, bit 9)
Definido quando o CV de saída de controle calculado excede o limite CV
superior.
LL Alarme de Saída, Limite Inferior (palavra 0, bit 10)
Definido quando CV de saída de controle calculado é menor que o limite
CV inferior.
SP Ponto Pré-programado Fora da Faixa (palavra 0, bit 11)
Definido quando o ponto pré-programado excede o valor máximo
escalado ou é menor que o valor mínimo escalado.
PV Variável de Processo Fora da Faixa (palavra 0, bit 12)
Definido quando a variável de processo não escalada (ou não processada)
excede 16383 ou é menos que zero.
DN PID Concluído (palavra 0, bit 13)
Este bit é ativado em varreduras onde é computado o algoritmo PID. É
computado à taxa de atualização do circuito.
EN PID Ativado (palavra 0, bit 15)
Este bit é ativado enquanto a linha da instrução PID estiver ativada.
Palavra 1 Sub Código de Erro PID (MSB)
Palavra 2 Ponto pré-programado SP
O ponto de controle desejado da variável do processo.
Digite um valor entre 1 e 16383 ou dentro da faixa válida escalada.
Digite este valor por meio do programa de contatos na terceira palavra no
bloco de controle (palavra 2).
Palavra 3 Ganho Kc
Este é o ganho proporcional.
Faixa de Valores: 0 a 32767.
O valor do ganho varia de 0 a 3276.7 (quando o bit RG = 0), ou 0 a
327.67 (quando RG = 1).
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 21
Em geral, defina este ganho na metade do valor necessário para causar a
oscilação da saída quando os termos de redefinição e taxa estiverem
definidos em zero.
Palavra 4 Redefinir Ti
Este é o ganho integral.
Digite um valor que represente os minutos.
A faixa válida é de 0 a 32767.
O valor de Reset Ti varia de 0 a 3276.7 (quando o bit RG = 0), ou 327.67
(quando RG = 1) minutos por repetição.
Em geral, defina o tempo de redefinição para equivaler ao período
natural medido na Calibragem de ganho acima.
Colocando-se o valor 1 adiciona o termo máximo integral à equação PID.
Palavra 5 Taxa Td
Este é o termo derivativo.
Digite um valor que represente os minutos.
a faixa válida é de 0 a 32767.
O valor ajustado varia de 0 a 327.67 minutos. Obs.: Esta palavra não é
afetada pelo bit RG (Redefinição e Faixa de Ganho).
Em geral, defina este valor para 1/8 do tempo integral acima.
Palavra 6 Polarização à Frente
A faixa válida é de -16383 a 16383 quando não se utiliza variáveis escaladas.
Palavra 7 Ponto Pré-programado Máximo (Smax)
A faixa válida é de -32768 a +32767.
Se o ponto pré-programado deve carregar unidades de engenharia, isto
corresponde ao valor do ponto pré-programado em unidades de
engenharia quando a entrada de controle for 16383.
Palavra 8 Ponto Pré-programado Mínimo (Smin)
A faixa válida é de -32768 a +32767.
Se o ponto pré-programado deve carregar unidades de engenharia, então
este parâmetro corresponde ao valor do ponto pré-programado em
unidades de engenharia quando a entrada de controle for zero.
Palavra 9 Banda morta
Zona Morta Digite um valor de 0 até o máximo escalado ou entre 0 e
16383 quando não houver escala. Esta zona morta estende-se acima e
abaixo do ponto pré-programado no valor especificado. A zona morta é
inserida no cruzamento de zero da variável de processo PV e o ponto
pré-programado SP. Isto significa que a zona morta só é efetivada depois
que a variável de processo PV entrar na zona morta e também passar
através do ponto pré-programado.
Palavra 10 APENAS PARA USO INTERNO - NÃO ALTERE!!
Palavra 11 Saída Máxima (CV%).
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 22
Se Limitar Saída CV for Sim, o valor que você digitar será a
porcentagem máxima de saída que a variável de controle CV atingirá. Se
CV exceder este máximo, CV será ativado no valor que você digitou, e o
bit de alarme de limite superior (UL) de saída será ativado. Se Limitar
Saída CV for Não, o valor que você digitar determinará quando será
ativado o bit de alarme de limite superior de saída. Se CV exceder este
valor máximo, o bit de alarme de limite superior (UL) de saída será
ativado.
Palavra 12 Saída Mínima (CV%)
Se Limitar Saída CV for Sim, o valor que você digitar será a
porcentagem mínima de saída que a variável de controle CV atingirá. Se
CV cair abaixo deste valor mínimo. CV será definido no valor que você
digitou e o bit de alarme de limite inferior (LL) de saída será ativado.Se
Limitar Saída CV for Não, o valor que você digitar determinará quando
será ativado o bit de alarme de limite inferior de saída. Se CV cair abaixo
deste valor mínimo, CV será definido no valor que você digitou e o bit
de alarme de limite inferior (LL) de saída será ativado.
Palavra 13 Atualização Circuito
Faixa de valores de 1 a 1024.
Digite um valor que represente os segundos. Este é o intervalo de tempo
entre cálculos de PID. O valor é indicado em intervalos de 0,01
segundos. Em geral, digite um tempo de atualização de circuito entre
cinco e dez vezes mais rápido que o período natural da carga
(determinado ao definir os parâmetros de redefinição e taxa em zero e,
em seguida, ao aumentar o ganho até que a saída comece a oscilar). No
modo STI, este valor precisa equivaler ao valor do intervalo de tempo
STI S:30.
Palavra 14 Variável de Processo Escalada
(Não editável - somente para visualização.)
Este é o valor escalado da Variável de Processo (a entrada analógica).
Sem escala, a faixa desse valor é 0–16383. Caso contrário, a faixa tem
escala mínima (palavra 8) até máxima (palavra 7).
Palavra 15 Erro de Escala SE
(Não editável - somente para visualização.)
Este é o erro escalado conforme selecionado pelo parâmetro de modo de
controle. Ao utilizar um processador 5/03, 5/04 ou 5/05, os erros
escalados acima de 32767 ou abaixo de -32768 não podem ser
representados.
Palavra 16 CV% de Saída (0-100%)
Saída Controle CV (%)
Digite um valor entre 0 e 16383 somente se você tiver selecionado o
modo manual. Permite alterar a % da variável de controle de saída.
Palavra 17 Soma Integral MSW Soma Integral MSW do Micro 1500
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 23
Palavra 18 Soma Integral LSW Soma Integral LSW do Micro 1500
Palavra 19 Termo Derivado Alterado (palavra menos significativa)
Palavra 20 Termo Derivado Alterado (palavra mais significativa)
Palavra 21 Hora da Última Atualização
Palavra 22 Valor Anterior do Ponto Pré-programado
Parâmetros de Ajuste
Modo de Controle Selecione E = SP - PV (Ação Reversa) ou E = PV -
SP (Ação Direta).
A ação reversa causa um aumento no CV de saída quando o PV de
entrada é menor que o ponto SP pré-programado (por exemplo, em uma
aplicação de aquecimento).
A ação direta causa um aumento no CV de saída quando o PV de entrada
é maior que o ponto SP pré-programado (por exemplo, em uma aplicação
de resfriamento).
Controle PID Selecione Automático ou Manual. Auto indica que o PID controla a
saída. (Palavra 0, bit 1 está limpo.) Manual indica que o usuário define a saída. (Palavra
0, bit 1 é ativado.)
CV Saída Limite Selecione Sim ou Não. Selecionar Sim limita a saída aos
valores mínimo e máximo. Selecionar Não não aplica limites à saída.
Modo Data/Hora Selecione Temporizado ou STI. Com o modo Temporizado
selecionado, o PID atualiza a sua saída na taxa especificada no parâmetro de atualização
de circuito.Ao utilizar o modo temporizado, o tempo de varredura do seu processador
deve ser pelo menos dez vezes mais rápido que o tempo de atualização de circuito para
evitar imprecisões ou distúrbios de temporização.
Com o modo STI selecionado, o PID atualiza a sua saída a cada varredura. Ao
selecionar STI, a instrução PID deve ser programada em uma sub-rotina de STI de
interrupção, e a rotina STI deve possuir um intervalo de tempo equivalente à definição
do parâmetro de atualização do circuito PID. Defina o período STI na palavra S:3.0.
Alguns bons conselhos quando utilizar os blocos PID:
1) Nunca coloque condições no mesmo ramo em que o bloco PID estiver posicionado.
Quando a condição é tornada verdadeira (e habilita o PID), o PID vai entender esteve
sempre da mesma maneira de que quando foi desabilitado e vai tentar responder a
condições que não mais existem. Isto pode produzir resultados indesejados. Se desejar
desabilitar o bloco PID, coloque o bloco em modo manual e atuve o valor de CVP para
onde deseja..
2) O bloco PID pode ser executado como STI ou "Timed'. Utilize o modo STI se
precisar de uma resposta MUITO rápida (isto é, mais rápida do que 4x o ciclo de leitura
do CLP), ou utilize o modo "Timed" se menos que isso for satisfatório (alteração na
variável de controle CV maior do que 4x o ciclo de varredura do CLP) O valor padrão
(default) é STI.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 24
3) A variável de processo (PV) (endereço fornecido no bloco PID) DEVE ser escalada
na faixa de 0 a 16383. Se o módulo de entrada estiver programado como "Scaled for
PID", pode se acessa-lo diretamente. Caso contrário ou se estiver programado como
"Raw/Proportional", deve se utilizar o bloco SCP para fazer a escala de conversão..
4) A variável de controle (endereço fornecido no bloco PID) deve ser escalada na faixa
de 0 a 16383. Pode se necessitar do bloco SCP para converter os valores para a faixa
desejada de saída.
5) A família Micrologix utiliza o tipo de dados PD, então o ponto de operação desejado
(setpoint) deverá ser endereçado como PDxx:y.SPS.
6) Se desejar visualizar os valores do PID em unidades de engenharia "Enginerring
units", coloque os fatores de escala do módulo de entrada nos campos MAXS e MINS.
Por exemplo, se o transmissor de temperatura atua na faixa de -220 to +760,
PDxx.y.MINS deverá ser -220. Fazendo isto pode ser mover o valor desejado de
operação (setpoint) a partir do sistema supervisório para a variável .SPS. Se desejar
maior resolução no seu controle PID (detectar pequenas variações), use MINS=0,
MAXS=16383, e escale o valor desejado de operação (setpoint) adequadamente..
7) Certifique-se de que exista algum ganho proporcional quando começar ou o bloco
PID não fará nada. Pode até mesmo fazer com que o CLP entre em falha.
REFERÊNCIAS:
SPANDRIL, RENATO, SINTONIA DE CONTROLADORES REGULATÓRIOS, Bol.
téc. Petrobras, Rio de Janeiro, 46 (3/4): pp. 383 – 410, jul./dez., 2003.
MAITELLI, ANDRÉ LAURINDO , 2001, SISTEMAS DE CONTROLE I - NOTAS
DE AULA - UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE.
Prof. Claiton M. Franchi e Prof. Valter L. A. Camargo 25
You might also like
- Relações entre folhas, árvores e orixásDocument4 pagesRelações entre folhas, árvores e orixásCamila Neri97% (36)
- Licantropos: Habilidades e Poderes de uma Raca MalditaDocument4 pagesLicantropos: Habilidades e Poderes de uma Raca MalditaBruno FallerNo ratings yet
- Manual de Cultivo de Orquídeas em TroncosDocument10 pagesManual de Cultivo de Orquídeas em TroncosFabricio MenezesNo ratings yet
- Apostila FerramentariaDocument124 pagesApostila FerramentariaEduardo Lucas Pinto100% (3)
- 1.1. Gestão Corrente e Gestão Estratégica Características Das Decisões EstratégicasDocument10 pages1.1. Gestão Corrente e Gestão Estratégica Características Das Decisões Estratégicasfarida100% (1)
- Catálogo LoucoDocument64 pagesCatálogo LoucoHenrique GalvaoNo ratings yet
- Instrumentacaobasica2 PDFDocument242 pagesInstrumentacaobasica2 PDFSergio Gomes Ferreira100% (5)
- Instrumentacaobasica2 PDFDocument242 pagesInstrumentacaobasica2 PDFSergio Gomes Ferreira100% (5)
- Ferramentas e itens de segurança do veículoDocument246 pagesFerramentas e itens de segurança do veículoLuiz VictorNo ratings yet
- Questionário Alimentação SaudávelDocument2 pagesQuestionário Alimentação SaudávelMartaAndreiaSousaNo ratings yet
- Interpretação Clínica Do EasDocument57 pagesInterpretação Clínica Do EasAlanSantosNo ratings yet
- Introducao A EletrotecnicaDocument18 pagesIntroducao A EletrotecnicarodrigoferdinandiNo ratings yet
- Introducao A EletrotecnicaDocument18 pagesIntroducao A EletrotecnicarodrigoferdinandiNo ratings yet
- Fispq Alcool Liq Q-Ótimo 46°Document12 pagesFispq Alcool Liq Q-Ótimo 46°KLEVERSONNo ratings yet
- A história da escravidão no Brasil contada por Sinhá-MoçaDocument213 pagesA história da escravidão no Brasil contada por Sinhá-MoçaLUCAS DE CAMPOS SILVA100% (1)
- Instrumentação Basica1 PDFDocument123 pagesInstrumentação Basica1 PDFsancosta777No ratings yet
- Diagrama LogicoDocument6 pagesDiagrama LogicoNoelSilvaNo ratings yet
- Diagrama LogicoDocument6 pagesDiagrama LogicoNoelSilvaNo ratings yet
- Fy303 SmarDocument92 pagesFy303 SmarrodrigoferdinandiNo ratings yet
- LD 303 SmarDocument70 pagesLD 303 SmarrodrigoferdinandiNo ratings yet
- PROJETO - PRELIMINAR Documentação Basica InstrumentaçãoDocument28 pagesPROJETO - PRELIMINAR Documentação Basica InstrumentaçãoTonny Hercules NascimentoNo ratings yet
- As Primeiras Comunidades Da Península IbéricaDocument39 pagesAs Primeiras Comunidades Da Península IbéricaAna Victor100% (1)
- Medição de temperatura com TT303Document56 pagesMedição de temperatura com TT303Tarciseo AlvesNo ratings yet
- PAF e FABDocument34 pagesPAF e FABmaiconfreire100% (1)
- Introducao Fundamentos de EletrotecnicaDocument5 pagesIntroducao Fundamentos de EletrotecnicaHelder OliveiraNo ratings yet
- Geracao Transmissao e Distribuicao de Energia EletricaDocument14 pagesGeracao Transmissao e Distribuicao de Energia EletricaCarol MartinsNo ratings yet
- CoachingDocument20 pagesCoachingrodrigoferdinandiNo ratings yet
- Projeto de Automação - 10 - PROJETOS FIELDBUSDocument30 pagesProjeto de Automação - 10 - PROJETOS FIELDBUSrodrigoferdinandiNo ratings yet
- Projeto de Automação - 05 - NORMASDocument11 pagesProjeto de Automação - 05 - NORMASrodrigoferdinandiNo ratings yet
- Livro Robotica - CarraraDocument80 pagesLivro Robotica - CarrararodrigoferdinandiNo ratings yet
- Projeto de Automação - 08 - DETALHAMENTO PROJETODocument36 pagesProjeto de Automação - 08 - DETALHAMENTO PROJETOrodrigoferdinandiNo ratings yet
- Proj Eto de Automação - 09 - Projetos Com CLPDocument26 pagesProj Eto de Automação - 09 - Projetos Com CLProdrigoferdinandiNo ratings yet
- Projeto de Automação - 04 - SIMBOLOGIADocument19 pagesProjeto de Automação - 04 - SIMBOLOGIArodrigoferdinandiNo ratings yet
- Profibus 3Document23 pagesProfibus 3rodrigoferdinandiNo ratings yet
- Profibus 5Document24 pagesProfibus 5rodrigoferdinandiNo ratings yet
- Profibus 4Document19 pagesProfibus 4rodrigoferdinandiNo ratings yet
- Autor: Constantino Seixas Filho UFMG - DepartamentoDocument28 pagesAutor: Constantino Seixas Filho UFMG - DepartamentovismarqueNo ratings yet
- Profibus 1Document13 pagesProfibus 1rodrigoferdinandiNo ratings yet
- Profibus 2Document24 pagesProfibus 2rodrigoferdinandiNo ratings yet
- Controle PID Teoria e CálculosDocument10 pagesControle PID Teoria e CálculosLeandro CamposNo ratings yet
- Blocos de FuncaoProfibus SMARDocument42 pagesBlocos de FuncaoProfibus SMARrodrigoferdinandiNo ratings yet
- Manual Weg InversorDocument107 pagesManual Weg Inversoraeciofmneves75% (4)
- NR 10, 11 e 16 Apresenta - oDocument61 pagesNR 10, 11 e 16 Apresenta - odeliopinhoNo ratings yet
- Considerações Gerais Sobre Órteses e Órteses para Membros SuperioresDocument48 pagesConsiderações Gerais Sobre Órteses e Órteses para Membros SuperioresEmmanuelle AliceNo ratings yet
- Os paralelos na obra de TolstóiDocument6 pagesOs paralelos na obra de TolstóiGuilherme PezzenteNo ratings yet
- Biografia do artista polonês Tadeusz KantorDocument2 pagesBiografia do artista polonês Tadeusz KantorJanaína AlvesNo ratings yet
- Mek-Metil Etil Cetona - Onu1193 - FispqDocument11 pagesMek-Metil Etil Cetona - Onu1193 - FispqMatheus SantosNo ratings yet
- Curriculo Aldo Michel NovoDocument4 pagesCurriculo Aldo Michel NovoALDO MICHELNo ratings yet
- PDF Da Aula 03 DIREITO APLICADO AO AGRONEGOCIODocument31 pagesPDF Da Aula 03 DIREITO APLICADO AO AGRONEGOCIOGEONo ratings yet
- Lubrificantes Utilizados Nos Equipamentos Hyster, Yale e Utilev.Document1 pageLubrificantes Utilizados Nos Equipamentos Hyster, Yale e Utilev.Fábio Kelly SantanaNo ratings yet
- ACFrOgBlNKJXACvHBRXZ4-mZwBtMFZ6Wb2c4OZRAczG2fDVkdPx5A6mu3OUsWnXrIF9fYBuwLYdS2dtt0LJ8c UJTUWvwLWi wjnniTXZmMZ-RElVucLBKsZ2QXb6JM 2Document9 pagesACFrOgBlNKJXACvHBRXZ4-mZwBtMFZ6Wb2c4OZRAczG2fDVkdPx5A6mu3OUsWnXrIF9fYBuwLYdS2dtt0LJ8c UJTUWvwLWi wjnniTXZmMZ-RElVucLBKsZ2QXb6JM 2silas lopesNo ratings yet
- Microanatomia de órgãos e tecidosDocument27 pagesMicroanatomia de órgãos e tecidosMartinha NunesNo ratings yet
- Receita Caldo Verde - TudoGostosoDocument2 pagesReceita Caldo Verde - TudoGostosodreamer_beeNo ratings yet
- Precipitações Intensas Portugal 1000anosDocument17 pagesPrecipitações Intensas Portugal 1000anosdanisoftwareNo ratings yet
- Introdução à Probabilidade e EstatísticaDocument56 pagesIntrodução à Probabilidade e Estatísticaze pegadinhaNo ratings yet
- Quest IIDocument4 pagesQuest IIana paula almeidaNo ratings yet
- Mulheres na docência de História da UCSDocument43 pagesMulheres na docência de História da UCSCaroline CapelliniNo ratings yet
- 0012P19021001DM AprenderJuntosDocument508 pages0012P19021001DM AprenderJuntosMirian Pereira FerreiraNo ratings yet
- FBR Manual Do Proprietario RangerDocument451 pagesFBR Manual Do Proprietario RangerMauricio LimaNo ratings yet
- Evolução histórica da sustentabilidade na arquitetura e urbanismoDocument9 pagesEvolução histórica da sustentabilidade na arquitetura e urbanismoDaiane SantanaNo ratings yet