You might also like
- Global Warming and the Power of Garbage - A Radical Concept for Cost-Effective CO2 ReductionFrom EverandGlobal Warming and the Power of Garbage - A Radical Concept for Cost-Effective CO2 ReductionNo ratings yet
- SPE 166261 Distributed-Flux Burners Improve Life of Firetubes and Process Throughput in Heater TreatersDocument11 pagesSPE 166261 Distributed-Flux Burners Improve Life of Firetubes and Process Throughput in Heater TreatersDavid HerreraNo ratings yet
- Role of Moisture in by Product Coke OvensDocument2 pagesRole of Moisture in by Product Coke OvensasnandyNo ratings yet
- FuelDocument2 pagesFuelponthirumaranNo ratings yet
- Coping With Coal Quality Impacts On Power Plant Operation and MaintenanceDocument3 pagesCoping With Coal Quality Impacts On Power Plant Operation and MaintenancemkgchemNo ratings yet
- Air Pollution Control in The Steel IndustryDocument5 pagesAir Pollution Control in The Steel IndustryK naveen reddyNo ratings yet
- Coal GasificationDocument17 pagesCoal GasificationSaroj KumarNo ratings yet
- Chap 21 PDFDocument28 pagesChap 21 PDFnelson escuderoNo ratings yet
- An Introduction To Fire Heaters Part 1 PDFDocument7 pagesAn Introduction To Fire Heaters Part 1 PDFoswaldoNo ratings yet
- An Introduction To Fire Heaters Part 1Document7 pagesAn Introduction To Fire Heaters Part 1Atharva OfficeNo ratings yet
- Incineration-Environment Group AssignmentDocument5 pagesIncineration-Environment Group AssignmentGary Chen100% (1)
- 01.prevention and Safe Clearing of Ash Build-Up in Boiler Bottom Ash HoppersDocument13 pages01.prevention and Safe Clearing of Ash Build-Up in Boiler Bottom Ash Hopperssekhar_ntpc100% (1)
- Biomass Energy Remedy or Safety NightmareDocument5 pagesBiomass Energy Remedy or Safety NightmaremohsinamanNo ratings yet
- Coal Bed Methane Basics: Illustration of Cleats, Large To TinyDocument9 pagesCoal Bed Methane Basics: Illustration of Cleats, Large To TinyHcene HcenNo ratings yet
- Adaro Coal Handling ManualDocument15 pagesAdaro Coal Handling ManualKroya HunNo ratings yet
- Coal Gasification and Coal CharacterizationDocument10 pagesCoal Gasification and Coal CharacterizationAnunay JainNo ratings yet
- Achieving Sustainability With Lightweight AggregatesDocument5 pagesAchieving Sustainability With Lightweight Aggregatesjuan diazNo ratings yet
- The Analysis and Solutions For 1025t/h Boiler Water Wall CokingDocument5 pagesThe Analysis and Solutions For 1025t/h Boiler Water Wall CokingTino FerinandaNo ratings yet
- Hydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonDocument31 pagesHydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonHa M ZaNo ratings yet
- Literature Review On The Effects of Wet Coal On Power GenerationDocument3 pagesLiterature Review On The Effects of Wet Coal On Power GenerationInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Flue Gas Heat Recovery in Power Plants, Part IIDocument11 pagesFlue Gas Heat Recovery in Power Plants, Part IIknsaravanaNo ratings yet
- Mechanical StokersDocument6 pagesMechanical StokersAnonymous mRBbdopMKfNo ratings yet
- Coal PowGenerationDocument14 pagesCoal PowGenerationBryan CherryNo ratings yet
- LRC DryerDocument6 pagesLRC DryeriimcaemdwNo ratings yet
- Block 3 Module 1Document8 pagesBlock 3 Module 1Sandra FerrellNo ratings yet
- IEA The Status of Large Scale Biomass FiringDocument88 pagesIEA The Status of Large Scale Biomass Firinggakguk100% (1)
- Methane Gas, Which Has Been Adsorption CapacityDocument13 pagesMethane Gas, Which Has Been Adsorption Capacitymohamad alamehNo ratings yet
- Role of Various Factors On Coal CombustionDocument51 pagesRole of Various Factors On Coal CombustionAbhijeet DuttaNo ratings yet
- Coal TechnologyDocument3 pagesCoal TechnologyMel FNo ratings yet
- Ellison 1981Document13 pagesEllison 1981ChanaNo ratings yet
- Chap 21fuel Ash Effect On Boiler DesignDocument0 pagesChap 21fuel Ash Effect On Boiler DesignAnkon MukherjeeNo ratings yet
- NCBMPaper 2007Document10 pagesNCBMPaper 2007Mazhar choudharyNo ratings yet
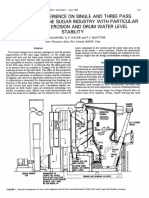
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNo ratings yet
- The Soot and Scale Problems: IssueDocument12 pagesThe Soot and Scale Problems: IssuebjaabdouNo ratings yet
- Coal Bed Methane .: Methane Absorbed Hydrogen Sulfide Its Occurrence Sandstone AdsorptionDocument57 pagesCoal Bed Methane .: Methane Absorbed Hydrogen Sulfide Its Occurrence Sandstone AdsorptionUtkNo ratings yet
- Chapter 1finalDocument4 pagesChapter 1finalJesson Pasaol BaelNo ratings yet
- SP Comb Factors&StagesDocument25 pagesSP Comb Factors&Stagessjain_818574No ratings yet
- Solid Fuels (Module-1) : IntroductionDocument161 pagesSolid Fuels (Module-1) : Introductionaditya yadavNo ratings yet
- Chapter 2. Wood Carbonisation and The Products It YieldsDocument10 pagesChapter 2. Wood Carbonisation and The Products It YieldsKalidhas YogarajanNo ratings yet
- How Different Forms of Energy Are HarnessedDocument6 pagesHow Different Forms of Energy Are HarnessedMary JuntillaNo ratings yet
- Assignment I: Mahima Baid (220CH1630) Aayush Chaturvedi (220CH1162)Document9 pagesAssignment I: Mahima Baid (220CH1630) Aayush Chaturvedi (220CH1162)MAHIMA BAIDNo ratings yet
- Combustion TuningDocument9 pagesCombustion TuningRamakrishnan NatarajanNo ratings yet
- A Review On Steam Coal Analysis - MoistureDocument10 pagesA Review On Steam Coal Analysis - MoistureYunita SariNo ratings yet
- Environmental Impacts: GasificationDocument14 pagesEnvironmental Impacts: GasificationSana RasheedNo ratings yet
- Pet Coke Fuel Experience in Rotary KilnDocument7 pagesPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- Fine Coal Drying and Plant Profitability: October 2012Document15 pagesFine Coal Drying and Plant Profitability: October 2012Adi Gunawan PrasetiaNo ratings yet
- A Review On Boiler Depositionfoulage Prevention AnDocument7 pagesA Review On Boiler Depositionfoulage Prevention An최승원No ratings yet
- Chapter 2 Definitions, Units & Measures (Ajay)Document6 pagesChapter 2 Definitions, Units & Measures (Ajay)VanrajNo ratings yet
- Using Gas If Ication To Process Ms WDocument2 pagesUsing Gas If Ication To Process Ms WRodolfo Barbosa Young100% (1)
- Energy Technology: Processing of Solid FuelsDocument30 pagesEnergy Technology: Processing of Solid FuelsParth PatelNo ratings yet
- Ten Rules For Energy Efficient, Cost Effective Brick Firing: A Guide For Brickmakers and Field-WorkersDocument6 pagesTen Rules For Energy Efficient, Cost Effective Brick Firing: A Guide For Brickmakers and Field-WorkersSubhadeep DasNo ratings yet
- KilnDocument20 pagesKilnzabira50% (2)
- Tar RemovalDocument4 pagesTar Removalashier dave calulotNo ratings yet
- Coal Fire Risk: What Is Spontaneous Combustion?Document6 pagesCoal Fire Risk: What Is Spontaneous Combustion?sumitmaihan81100% (1)
- Sustainability at Jaipur Drivyavati RiverDocument13 pagesSustainability at Jaipur Drivyavati RiverAnkur BarsainyaNo ratings yet
- Bottom Ash: Mayur Bapodara Murtaza Kolsawala Parth Javiya Taher NalawalaDocument13 pagesBottom Ash: Mayur Bapodara Murtaza Kolsawala Parth Javiya Taher NalawalaMayur BapodaraNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Dummy Block Lubrication Best PracticesDocument6 pagesDummy Block Lubrication Best PracticesLeonel Velasquez100% (1)
- S-101 Shoring Layout & DetailsDocument1 pageS-101 Shoring Layout & Detailsjibeesh cmNo ratings yet
- Internship ReportDocument40 pagesInternship ReportHassan Abib BasalNo ratings yet
- 35 MLD WTP EstimateDocument78 pages35 MLD WTP EstimateaneeshmeloottuNo ratings yet
- Electrochlor Ination System Operating and MaintenanceDocument50 pagesElectrochlor Ination System Operating and Maintenancejarbas.otoni75% (4)
- Unearthed - Environmental History of Independent IndiaDocument234 pagesUnearthed - Environmental History of Independent IndiaAbhinav GuptaNo ratings yet
- 38 Frog Frog ShamanismDocument1 page38 Frog Frog ShamanismАлександра АнквицNo ratings yet
- A Method Validation For Determination of Gross AlphaDocument8 pagesA Method Validation For Determination of Gross AlphaPataki SandorNo ratings yet
- WMG Study Guide PDFDocument247 pagesWMG Study Guide PDFMohammad Asef WardakNo ratings yet
- Final Tceq Industrial Wastewater Permit ApplicationDocument202 pagesFinal Tceq Industrial Wastewater Permit ApplicationRyan GarzaNo ratings yet
- Manual CE5I WRE 22501 031020Document52 pagesManual CE5I WRE 22501 031020v adamNo ratings yet
- Guide On Energy Efficient Refrigerator-V.2Document6 pagesGuide On Energy Efficient Refrigerator-V.2Ar Hussain MojahidNo ratings yet
- Sensor Conductividad Con-BtaDocument4 pagesSensor Conductividad Con-BtaMayerly Giraldo AvilaNo ratings yet
- Ramthal Drip Irrigation Project, Ramthal, KarnatakaDocument2 pagesRamthal Drip Irrigation Project, Ramthal, Karnatakakuhelika ghoshNo ratings yet
- Hindoos (Vol. 1)Document438 pagesHindoos (Vol. 1)siddaganga B.EdNo ratings yet
- Progress Up To 231117Document103 pagesProgress Up To 231117Anonymous UUw70xirblNo ratings yet
- Solar-Operated Submersible Pump System: GermanyDocument7 pagesSolar-Operated Submersible Pump System: GermanyIvan RetamaNo ratings yet
- What Is Solid Waste ManagementDocument2 pagesWhat Is Solid Waste ManagementSaira RandhawaNo ratings yet
- BIDAR Brochure 2012Document35 pagesBIDAR Brochure 2012maheshanischithaNo ratings yet
- Yangpu Riverfront South Section Phase IIDocument49 pagesYangpu Riverfront South Section Phase IIJitenra KhatriNo ratings yet
- CO LAV WC WC WC FD FD LAV: Scale 1: 100 M Scale 1: 100 MDocument1 pageCO LAV WC WC WC FD FD LAV: Scale 1: 100 M Scale 1: 100 MFritz NatividadNo ratings yet
- Equilibrium Review Packet - KEYDocument12 pagesEquilibrium Review Packet - KEYRené A. BarreraNo ratings yet
- Guidelines For New Dev Projects Issue 5 - Update 2020Document12 pagesGuidelines For New Dev Projects Issue 5 - Update 2020Mubashir KhanNo ratings yet
- HVAC Design Sourcebook PDFDocument398 pagesHVAC Design Sourcebook PDFChris Ekirapa100% (1)
- Notes:: Details Cast Iron Catch Basin With Side InletsDocument1 pageNotes:: Details Cast Iron Catch Basin With Side InletsJorge Garcia0% (1)
- SPCC Blue BrochDocument10 pagesSPCC Blue BrochDylan RamasamyNo ratings yet
- EF Final Sept 15Document170 pagesEF Final Sept 15Bobby MccormickNo ratings yet
- Dairy IndustryDocument63 pagesDairy IndustryRB CreationNo ratings yet
- Ce 6001 Hydrology Question Bank: S. No Questions Year BT Crite Ria Unit - I Part ADocument27 pagesCe 6001 Hydrology Question Bank: S. No Questions Year BT Crite Ria Unit - I Part ADr.Suriya SaravananNo ratings yet
- Mangrove Conservation TechniquesDocument4 pagesMangrove Conservation TechniquesIsabbela JodhaNo ratings yet