You might also like
- BF Cast House Product & DesignDocument50 pagesBF Cast House Product & DesignHara Prasad MurtyNo ratings yet
- Stainless Steel AOD Operation and Slag Optimisation PDFDocument41 pagesStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNo ratings yet
- Gouda Refractories Brochure WEbDocument16 pagesGouda Refractories Brochure WEbjsszep jNo ratings yet
- Assignment 1 DESA 1004 - Paulo Ricardo Rangel Maciel PimentaDocument4 pagesAssignment 1 DESA 1004 - Paulo Ricardo Rangel Maciel PimentaPaulo PimentaNo ratings yet
- Float Glass RefractoryDocument4 pagesFloat Glass RefractorySans SenNo ratings yet
- Dokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerDocument8 pagesDokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerjulianoducaNo ratings yet
- Specification HGRM-30 GRADEDocument1 pageSpecification HGRM-30 GRADESanjayNo ratings yet
- REFERENCES OF BLAST FURNACE REPAIRDocument6 pagesREFERENCES OF BLAST FURNACE REPAIRNishant BandaruNo ratings yet
- Granshot Iron Granulation Technology: Raw Materials and IronmakingDocument4 pagesGranshot Iron Granulation Technology: Raw Materials and IronmakingROWHEITNo ratings yet
- Almatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionDocument15 pagesAlmatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionSaptarshi SenguptaNo ratings yet
- Ladle Refractories Web 2017 PDFDocument12 pagesLadle Refractories Web 2017 PDFrivrsideNo ratings yet
- " Analysis of Parameters For Casting Ductile Iron Pipe: A Dissertation Phase-I Presentation OnDocument34 pages" Analysis of Parameters For Casting Ductile Iron Pipe: A Dissertation Phase-I Presentation OnAnonymous l5PQDDkNo ratings yet
- Optimization of Tap Hole Concept in JSPL BFDocument9 pagesOptimization of Tap Hole Concept in JSPL BFSaumit PalNo ratings yet
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocument8 pagesSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarNo ratings yet
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDocument2 pagesAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNo ratings yet
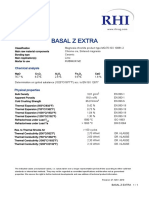
- Basal Z Extra: Chemical AnalysisDocument1 pageBasal Z Extra: Chemical Analysismahreza189No ratings yet
- Refractory Use and Consumption in North American Cement IndustryDocument33 pagesRefractory Use and Consumption in North American Cement IndustrygldiasNo ratings yet
- Cvs General Presantation 09Document69 pagesCvs General Presantation 09dertas6641100% (1)
- The Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDocument9 pagesThe Roles of Fine Silica and Reactive Alumina and Their Interactions With Calcium Aluminates in Refractory CastablesDick ManNo ratings yet
- FHS Ladle Installation Manual Incld OPI - 10.5.2018Document28 pagesFHS Ladle Installation Manual Incld OPI - 10.5.2018Nguyễn ChungNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- AGC YourGlassDocument404 pagesAGC YourGlassRufee AlphansoNo ratings yet
- Fused and Sintered AluminaDocument7 pagesFused and Sintered AluminaSaragadam DilsriNo ratings yet
- EAF Refractory Performance at Pacific SteelDocument11 pagesEAF Refractory Performance at Pacific SteelSaragadam DilsriNo ratings yet
- Alumina Brick RESCODocument2 pagesAlumina Brick RESCOgems_gce074325No ratings yet
- Anode Baking Furnaces Refractory SolutionsDocument3 pagesAnode Baking Furnaces Refractory SolutionsuvsarathiNo ratings yet
- New Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablesDocument6 pagesNew Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablespetemberNo ratings yet
- Ladle Refractory Monitoring WebDocument6 pagesLadle Refractory Monitoring WebsusantaNo ratings yet
- MonolithicRefractory PDFDocument2 pagesMonolithicRefractory PDFmevaNo ratings yet
- Critical Analysis of Tap Hole Length and its Impact on Blast Furnace LifeDocument24 pagesCritical Analysis of Tap Hole Length and its Impact on Blast Furnace Liferavish8888No ratings yet
- Refractory Castable DewateringDocument6 pagesRefractory Castable DewateringJarek PlaszczycaNo ratings yet
- Lecture 15: Application of Refractory MaterialsDocument7 pagesLecture 15: Application of Refractory MaterialsMiguel Kühnert FrichenbruderNo ratings yet
- Glass 4 - 5 11 - 2015Document70 pagesGlass 4 - 5 11 - 2015Laxman KumarNo ratings yet
- Productive Recycling of BOF Sludge in Integrated PlantDocument5 pagesProductive Recycling of BOF Sludge in Integrated PlantJorge MadiasNo ratings yet
- Refractory Lining Project Corrected (Chapter 1)Document7 pagesRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNo ratings yet
- Blast Furnace BF Refractory Lining PatternDocument5 pagesBlast Furnace BF Refractory Lining PatternSarthakShangariNo ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Continuous Casting Fluid Flow ControlDocument73 pagesContinuous Casting Fluid Flow ControlPrakash SarangiNo ratings yet
- A Study On Indian Refractories IndustryDocument10 pagesA Study On Indian Refractories IndustryMahesh BuffettNo ratings yet
- Carbon Pick-Up IF Steels PDFDocument3 pagesCarbon Pick-Up IF Steels PDFAnonymous jYdzzw6No ratings yet
- Proposal For Coal GasificationDocument7 pagesProposal For Coal GasificationDeepakGawasNo ratings yet
- Cif Purge Plug Systems en 3Document3 pagesCif Purge Plug Systems en 3abdeljalil elbadrNo ratings yet
- Aluminum Furnace-Resco PDFDocument4 pagesAluminum Furnace-Resco PDFmanuel CairesNo ratings yet
- 85% High Alumina Refractory Brick Specs: Brand Properties DL-87WDocument2 pages85% High Alumina Refractory Brick Specs: Brand Properties DL-87WHasan Ash100% (1)
- Linings - Nf-E.pdf - Downloadasset Vesuvius PDFDocument8 pagesLinings - Nf-E.pdf - Downloadasset Vesuvius PDFpungkiNo ratings yet
- E 12Document121 pagesE 12sadhuNo ratings yet
- Blast Furnace Tap Hole and Tapping of The FurnaceDocument11 pagesBlast Furnace Tap Hole and Tapping of The Furnaceprashant mishraNo ratings yet
- Project Report PDFDocument33 pagesProject Report PDFGAUTAM KUMAR BHATTACHARYANo ratings yet
- Strollberg LEO WorkshopDocument54 pagesStrollberg LEO WorkshopBinod Kumar PadhiNo ratings yet
- Urcast Shac Ev 0 3 CLDocument1 pageUrcast Shac Ev 0 3 CLmahreza189No ratings yet
- Refractory Product Catalogue - VINAREF - EnglishDocument34 pagesRefractory Product Catalogue - VINAREF - EnglishBao Quoc NguyenNo ratings yet
- Mill ScaleDocument6 pagesMill ScaleJhovanny RendónNo ratings yet
- Blast Furnace Slag B. InggrisDocument8 pagesBlast Furnace Slag B. InggrisBayuPrasetyaPNo ratings yet
- Hot Green Sand ProblemsDocument5 pagesHot Green Sand ProblemsbvphimanshuNo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604No ratings yet
- UnitDocument78 pagesUnitMohammed Khalid HakeemNo ratings yet
- MgAl2O4 spinel improves MgO-C refractory propertiesDocument51 pagesMgAl2O4 spinel improves MgO-C refractory propertiesSandip KumarNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- Modelling Urban Areas in Dam-Break Flood-Wave Numerical SimulationsDocument14 pagesModelling Urban Areas in Dam-Break Flood-Wave Numerical SimulationsDaru Nurisma PramuktiNo ratings yet
- Rectilinear Motion and Rotating VesselDocument4 pagesRectilinear Motion and Rotating VesselJack PresadoNo ratings yet
- Basic ChemistryDocument14 pagesBasic ChemistryPitherNo ratings yet
- Kinematics of Machinery: Motion and AnalysisDocument29 pagesKinematics of Machinery: Motion and AnalysisShashank SinghNo ratings yet
- Ashish PPT 2Document9 pagesAshish PPT 2Ankit JaglanNo ratings yet
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDocument3 pagesSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailNo ratings yet
- Design Considerations of High Voltage AnDocument114 pagesDesign Considerations of High Voltage AnEL BRIGHLINo ratings yet
- Mock Tests 20 20 Class 9 Science SampleDocument13 pagesMock Tests 20 20 Class 9 Science SamplesrilathaNo ratings yet
- 2 B.tech Biotechnology 27 38Document38 pages2 B.tech Biotechnology 27 38Anju GuptaNo ratings yet
- cO2CH4 Permselective GassensorDocument5 pagescO2CH4 Permselective GassensorKartik RamasubramanianNo ratings yet
- LM 08Document38 pagesLM 08Tôi Là Đăng TèoNo ratings yet
- Bridge Design Report - Docx 150Document17 pagesBridge Design Report - Docx 150nephembaniNo ratings yet
- Physics SL Paper 3 TZ2Document20 pagesPhysics SL Paper 3 TZ2Dongjean SeoNo ratings yet
- Chemical BondingDocument6 pagesChemical BondingNoongju AbdullahNo ratings yet
- Mini Project ReportDocument37 pagesMini Project ReportPRAVIN KUMAR NNo ratings yet
- Precast BeamDocument8 pagesPrecast BeamMahmoud ShakerNo ratings yet
- Guide To CMSDocument46 pagesGuide To CMSecdtcenterNo ratings yet
- T3-Revision-Internal-ResistanceDocument22 pagesT3-Revision-Internal-Resistancejordan2gardnerNo ratings yet
- Glazed Aluminum Curtain Walls (Thermawall SM 2600)Document12 pagesGlazed Aluminum Curtain Walls (Thermawall SM 2600)RsjBugtongNo ratings yet
- Motion 1Document3 pagesMotion 1Fenil ShahNo ratings yet
- Wiring DiagramDocument24 pagesWiring DiagramReji Raju0% (1)
- Activated Carbon From Cherry StonesDocument6 pagesActivated Carbon From Cherry StonesQussay AhmedNo ratings yet
- Saikat SaraniDocument11 pagesSaikat SaraniPartha GangopadhyayNo ratings yet
- Company Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsDocument33 pagesCompany Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsSathish KumarNo ratings yet
- Improve Steel Quality with Electromagnetic StirrersDocument4 pagesImprove Steel Quality with Electromagnetic Stirrerst_pradipNo ratings yet
- The Theory of Engineering DrawingDocument370 pagesThe Theory of Engineering Drawingcocotess100% (1)
- Soil Nail Wall - Soil Nailing - Deep ExcavationDocument7 pagesSoil Nail Wall - Soil Nailing - Deep ExcavationAlok Mehta0% (1)
- XI Maths - I Terminal ExamDocument2 pagesXI Maths - I Terminal ExamPurisai Rajamani KumarNo ratings yet
- Introducing JiFi ST Petersburg 2014Document4 pagesIntroducing JiFi ST Petersburg 2014danjohhnNo ratings yet