You might also like
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónFrom EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónNo ratings yet
- Producción Industrial Del AmoniacoDocument20 pagesProducción Industrial Del AmoniacoLeonardo ChávezNo ratings yet
- Produccion de AmoniacoDocument18 pagesProduccion de AmoniacoDany Meyer100% (1)
- Procesos productivos petroquímicosDocument33 pagesProcesos productivos petroquímicosMaría VásquezNo ratings yet
- Presentacion Gases Combustibles PDFDocument119 pagesPresentacion Gases Combustibles PDFMARLIN VANESSA BOTERO BLANCONo ratings yet
- Amoniaco Gustavo Freddy MayelenDocument64 pagesAmoniaco Gustavo Freddy MayelenAntonio De TurrisNo ratings yet
- Amoniaco Proceso CompletoDocument55 pagesAmoniaco Proceso CompletoNicole Pirela100% (1)
- 2.1 Sintesis de AmoniacoDocument36 pages2.1 Sintesis de AmoniacoAlejandro NavarraNo ratings yet
- Ejercicios GasesDocument4 pagesEjercicios GasesAnderson ReyesNo ratings yet
- Pirolisis BiomasaDocument22 pagesPirolisis BiomasaEdier Briceño AranguriNo ratings yet
- Tablas de Descompresión y TratamientoDocument43 pagesTablas de Descompresión y TratamientoRandú Castillo San MartinNo ratings yet
- NomCompBinInforme1Document3 pagesNomCompBinInforme1Joao AcevedoNo ratings yet
- PRODUCCIÓN BIOMETANODocument50 pagesPRODUCCIÓN BIOMETANOSebastián Candeias100% (1)
- METANOL LurgiDocument42 pagesMETANOL LurgiRodrigo Herbas Montaño100% (1)
- Amoniaco y UreaDocument29 pagesAmoniaco y UreaJoel VillegasNo ratings yet
- Historia Del AmoniacoDocument12 pagesHistoria Del Amoniacojavier gagoNo ratings yet
- Amoniaco. LuzDocument39 pagesAmoniaco. LuzAndreina MeléndezNo ratings yet
- Amoníaco. ExpoDocument54 pagesAmoníaco. ExpoNatiana VeraNo ratings yet
- Producción de amoniaco a partir de gas naturalDocument30 pagesProducción de amoniaco a partir de gas naturalCesarIsacupeNo ratings yet
- Industria PetroquímicaDocument73 pagesIndustria PetroquímicaMaximo CardenasNo ratings yet
- GTL: Tecnología para producir combustibles líquidos a partir del gas naturalDocument26 pagesGTL: Tecnología para producir combustibles líquidos a partir del gas naturalOsaku Ishyda100% (1)
- 9 - Tecnologia Del AmoniacoDocument34 pages9 - Tecnologia Del Amoniacoeijm4100% (1)
- ABEL3AMONIACODocument68 pagesABEL3AMONIACOAntonio De TurrisNo ratings yet
- Cómo producir amoníaco industrialmenteDocument47 pagesCómo producir amoníaco industrialmenteAntonio De TurrisNo ratings yet
- Productos Derivados Del MetanoDocument138 pagesProductos Derivados Del MetanoCarlos Santa Cruz OliveraNo ratings yet
- 4 - Combustión-CombustiblesDocument53 pages4 - Combustión-CombustiblesConstanza BergNo ratings yet
- Sintesis de Amoniaco y UreaDocument78 pagesSintesis de Amoniaco y UreaFelipeGonzalesNo ratings yet
- Expo Amoniaco Thy-MeckDocument68 pagesExpo Amoniaco Thy-MeckAntonio De TurrisNo ratings yet
- Amonicaco UltimoDocument31 pagesAmonicaco UltimoJackeline Jesus RiveraNo ratings yet
- Obtención Del AmoniacoDocument24 pagesObtención Del AmoniacoPedryn FloresNo ratings yet
- Produccion de SynGasDocument43 pagesProduccion de SynGasluisNo ratings yet
- Proceso de Obtencion de Amoniaco A Partir Del Gas Natural TerminadoDocument19 pagesProceso de Obtencion de Amoniaco A Partir Del Gas Natural TerminadoYara Katerin Ibañez Peña80% (5)
- AmoniacoDocument9 pagesAmoniacoMagaly Gutierrez VelaNo ratings yet
- Tema AmoniacoDocument31 pagesTema AmoniacoEdson EcosNo ratings yet
- Amoniaco Del PetróleoDocument10 pagesAmoniaco Del PetróleoMiguelina MarcaniNo ratings yet
- Petroquimica Del AmoniacoDocument13 pagesPetroquimica Del AmoniacoSilvana MarcaniNo ratings yet
- AmoniacoDocument43 pagesAmoniacoRobinson Jose Solarte CorzoNo ratings yet
- Metano PDFDocument73 pagesMetano PDFsergioNo ratings yet
- Amoniaco con la tecnología Haldor TopsoeDocument50 pagesAmoniaco con la tecnología Haldor TopsoeKarina Giselle Castellon Fernandez LA MonitaNo ratings yet
- Propiedades AmoníacoDocument14 pagesPropiedades AmoníacoEmily PazNo ratings yet
- AMONIACODocument58 pagesAMONIACOHélix Cano TocasNo ratings yet
- Procesos de DescomposicionDocument11 pagesProcesos de DescomposicionLautaro GiardinaNo ratings yet
- AMONIACODocument12 pagesAMONIACOAnthony Quispe CarbajalNo ratings yet
- El AmoniacoDocument3 pagesEl AmoniacoAlex SosaNo ratings yet
- Urea y AmoniacoDocument8 pagesUrea y AmoniacoKarina AranaNo ratings yet
- Procesos Quimicos Industriales-Produccion de AmoniacoDocument23 pagesProcesos Quimicos Industriales-Produccion de AmoniacoRenzo Acevedo CanoNo ratings yet
- El AmoniacoDocument28 pagesEl AmoniacoMiguel Angel MontoyaNo ratings yet
- Amoniaco AcidonitricoDocument15 pagesAmoniaco AcidonitricoDanny AndradeNo ratings yet
- 03 - Gas de SíntesisDocument46 pages03 - Gas de SíntesisMatias MonroyNo ratings yet
- Producción de Gas de SíntesisDocument11 pagesProducción de Gas de SíntesisJosmary Romero100% (1)
- 2.informe Final de AmoniacoDocument24 pages2.informe Final de Amoniacobaneador5000% (1)
- Industria Del AmoniácoDocument31 pagesIndustria Del AmoniácoRhay Valladares LunaNo ratings yet
- Producción de metanol proceso LurgiDocument28 pagesProducción de metanol proceso Lurgipilareseliseo martinezNo ratings yet
- Proceso de Producción de Amoníaco 01Document6 pagesProceso de Producción de Amoníaco 01Melani Marca CopaliNo ratings yet
- Industrialización Del Gas Natural BolivianoDocument41 pagesIndustrialización Del Gas Natural BolivianoJessica Alejandra TGNo ratings yet
- Amoniaco Urea NitricoDocument9 pagesAmoniaco Urea NitricoAnyNo ratings yet
- Balance de Materia y EnergiaDocument40 pagesBalance de Materia y EnergiaSebastian Aguilera PortalNo ratings yet
- Producción de Gas NaturalDocument3 pagesProducción de Gas NaturalUna Universitaria másNo ratings yet
- TPN1 Inventario de EmisionesDocument6 pagesTPN1 Inventario de Emisionesjorge bergamoNo ratings yet
- Presentación de Producción de AmoniacoDocument21 pagesPresentación de Producción de Amoniacoare.f722875No ratings yet
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Catalogo DRXDocument36 pagesCatalogo DRXVanina DuttoNo ratings yet
- Introducción TeóricaDocument21 pagesIntroducción TeóricaVanina DuttoNo ratings yet
- EdeDocument24 pagesEdeVanina DuttoNo ratings yet
- Precio Amoniaco Mexico Marzo 2011Document1 pagePrecio Amoniaco Mexico Marzo 2011Vanina DuttoNo ratings yet
- Laboratorio 3 Procesos 2Document13 pagesLaboratorio 3 Procesos 2Walter Crisólogo PérezNo ratings yet
- SENA-Técnico en SoldadurasDocument71 pagesSENA-Técnico en SoldadurasFabian Cabrejo AriasNo ratings yet
- Tipos de Refrigerantes Mas ComunesDocument2 pagesTipos de Refrigerantes Mas ComunesJhordan Sánchez M.No ratings yet
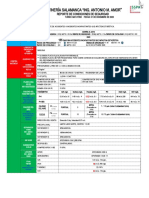
- Reporte SDSSSTYPA 01 de Dic 2020Document1 pageReporte SDSSSTYPA 01 de Dic 2020robertoNo ratings yet
- Problema Resuelto de GNLDocument15 pagesProblema Resuelto de GNLdavidrrgNo ratings yet
- 03b Calculo Entalpias - ResolucionDocument9 pages03b Calculo Entalpias - ResolucionCarlota ArzúaNo ratings yet
- Ejercicios Con ReaccionDocument3 pagesEjercicios Con ReaccionMatias CozzoNo ratings yet
- Proyecto de PetroleosDocument6 pagesProyecto de PetroleosDennis MartínezNo ratings yet
- Problemas Balance de Masa y EnergiaDocument6 pagesProblemas Balance de Masa y EnergiaJhon Alejandro DiazNo ratings yet
- Pdvsa L TP 13 Identificacioacuten de TuberiasDocument14 pagesPdvsa L TP 13 Identificacioacuten de TuberiasManuel LeónNo ratings yet
- Proyecto SimulacionDocument26 pagesProyecto SimulacionArturo Arandia Arze100% (2)
- Compuestos Binarios HidrogenadosDocument4 pagesCompuestos Binarios HidrogenadosJavierPeñasMarchessiNo ratings yet
- Practico N°2 Grupo N°6-Modulo IVDocument11 pagesPractico N°2 Grupo N°6-Modulo IVAriel Paredes HernándezNo ratings yet
- Yarasca Valencia-Gas NaturalDocument1 pageYarasca Valencia-Gas NaturalAleyda Altamirano NietoNo ratings yet
- Resumen Formulación InorganicaDocument6 pagesResumen Formulación InorganicaJuan de PalenciaNo ratings yet
- Tarjetas de NomenclaturaDocument2 pagesTarjetas de Nomenclaturasergioodin4851No ratings yet
- El Reformado AutotérmicoDocument2 pagesEl Reformado AutotérmicoRoger Rojas PadillaNo ratings yet
- TEMA 2. GasesNobles PDFDocument8 pagesTEMA 2. GasesNobles PDFPablo LópezNo ratings yet
- Gases nobles: propiedades y aplicacionesDocument16 pagesGases nobles: propiedades y aplicacionesAarón JacoboNo ratings yet
- Ejercicios FormulacionDocument5 pagesEjercicios FormulacionanaNo ratings yet
- Procesamiento de Uso Del Carbón Mineral PeruanoDocument20 pagesProcesamiento de Uso Del Carbón Mineral PeruanoCarlosNo ratings yet
- Fijación AbióticaDocument1 pageFijación AbióticaleandrobravoaNo ratings yet
- AfaDocument15 pagesAfaRaul Flores NavarroNo ratings yet
- Constantes Fisicas de Los HidrocarburosDocument5 pagesConstantes Fisicas de Los HidrocarburosYutz AvalosNo ratings yet
- Taller Eje 4 Quimica General 27-11-2023Document33 pagesTaller Eje 4 Quimica General 27-11-2023pedrolinares3285No ratings yet