You might also like
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?From EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?No ratings yet
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniNo ratings yet
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear FailuresHudson Saldanha SpiffNo ratings yet
- Gear Quality - What It's All AboutDocument5 pagesGear Quality - What It's All AboutFemi FadeyiNo ratings yet
- Gear Tooth Wear and Failure Modes TerminologyDocument43 pagesGear Tooth Wear and Failure Modes TerminologyCarlos Oliver Montejano100% (1)
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- Gear Failures PDFDocument19 pagesGear Failures PDFermaksan0% (1)
- Journal Bearing LubricationDocument5 pagesJournal Bearing LubricationkulilistrikNo ratings yet
- Gear Failures PittingDocument22 pagesGear Failures PittingSridhar IyerNo ratings yet
- Bearing Failures and Root CausesDocument19 pagesBearing Failures and Root CausesMiroslav ZecNo ratings yet
- Premature Bearing FailuresDocument21 pagesPremature Bearing FailuresArup Das100% (1)
- Bearing TerminologiDocument9 pagesBearing Terminologihengki wibowoNo ratings yet
- Gear Failure AnalysisDocument110 pagesGear Failure AnalysisMuhammad afzal100% (5)
- Clearance and PreloadDocument12 pagesClearance and PreloadcuccuaciaNo ratings yet
- Systematic Analysis of Gear Failures PDFDocument241 pagesSystematic Analysis of Gear Failures PDFtheerapat patkaew100% (1)
- Hydrodynamic BearingsDocument14 pagesHydrodynamic BearingsShobhit MishraNo ratings yet
- Torsional Fatigue FailureDocument8 pagesTorsional Fatigue Failuremed sagarNo ratings yet
- AGMA MASTER - Publications - Catalog - May - 2019 PDFDocument126 pagesAGMA MASTER - Publications - Catalog - May - 2019 PDFk Bakkiaraj100% (1)
- Girth Gear Wear PDFDocument6 pagesGirth Gear Wear PDFRajib DuttaNo ratings yet
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Bearing Failure AnalysisDocument2 pagesBearing Failure AnalysisArdia KusumayudhaNo ratings yet
- Flyer Rolling Bearing AnalysisDocument4 pagesFlyer Rolling Bearing AnalysisBikash Ranjan SahooNo ratings yet
- Photography of Gear Failures: Robert ErricheuoDocument4 pagesPhotography of Gear Failures: Robert Erricheuorashm006ranjan100% (1)
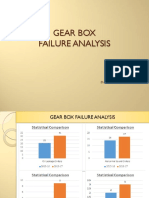
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Bearing Failure Analysis-V2Document9 pagesBearing Failure Analysis-V2Anonymous omGSHUEQNo ratings yet
- Lufkin GearDocument207 pagesLufkin GearStenlyn LayaNo ratings yet
- Gear QualityDocument3 pagesGear QualityMahender KumarNo ratings yet
- Gear Inspection TechniqueDocument7 pagesGear Inspection TechniqueRajesh Kumar0% (1)
- Dynamic Balancing Course SKFDocument69 pagesDynamic Balancing Course SKFMachineryengNo ratings yet
- Gear Failure AnalysisDocument22 pagesGear Failure AnalysisKarthick Kumar100% (1)
- The SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing LifeDocument36 pagesThe SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing Lifejarneberg100% (3)
- Fatigue FailureDocument47 pagesFatigue FailureOmar KhanNo ratings yet
- Timken Bearing Damage PosterDocument1 pageTimken Bearing Damage Postera04205100% (4)
- UBC Guide To BearingsDocument44 pagesUBC Guide To BearingsRushikesh DandagwhalNo ratings yet
- FAG - An Overview of Bearing Vibration AnalysisDocument12 pagesFAG - An Overview of Bearing Vibration AnalysisVirgilio100% (1)
- Babbitted Bearing Health AssessmentDocument18 pagesBabbitted Bearing Health AssessmentSomen MukherjeeNo ratings yet
- Hydrostatic Journal BearingDocument18 pagesHydrostatic Journal Bearingapi-19775783100% (1)
- Fallas en CojinetesDocument2 pagesFallas en CojinetesAlfredo OrellanaNo ratings yet
- Analysis of Process Fan Failure & Bearing Housing Case - StudyDocument16 pagesAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Rolling Element Bearing Failure AnalysisDocument4 pagesRolling Element Bearing Failure AnalysisYanuar KrisnahadiNo ratings yet
- Friction Torque of A Rotary Shaft Lip SealDocument5 pagesFriction Torque of A Rotary Shaft Lip Sealmans2014No ratings yet
- Mode Shapes of Centrifugal Pump Impeller PDFDocument4 pagesMode Shapes of Centrifugal Pump Impeller PDFhachanNo ratings yet
- Bearing DesignDocument28 pagesBearing DesignVIBHAV100% (1)
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- BG42 Data SheetDocument0 pagesBG42 Data SheetTroy AshcraftNo ratings yet
- 1 - Gear Seminar ManualDocument125 pages1 - Gear Seminar Manualgustool7100% (1)
- Agma wEBINARDocument60 pagesAgma wEBINARBhagesh Lokhande100% (1)
- Maintenance of Gears and Gear DrivesDocument44 pagesMaintenance of Gears and Gear Driveskapun kumar nayak100% (1)
- Calculate Bearing Life (Timken)Document8 pagesCalculate Bearing Life (Timken)jacksonholland8335100% (2)
- Bearing Defect Inspection Based On Machine VisionDocument20 pagesBearing Defect Inspection Based On Machine VisionArun Kumar100% (1)
- Rolling Bearing Failure V2 PDFDocument34 pagesRolling Bearing Failure V2 PDFGobin Sookram100% (1)
- Shaft Tolerances For BearingsDocument1 pageShaft Tolerances For BearingsSahil KumarNo ratings yet
- Evaluation of Tilting Pad Thrust BearingsDocument10 pagesEvaluation of Tilting Pad Thrust BearingsChristopher Garcia0% (1)
- 10 Commandments Gear FailureDocument1 page10 Commandments Gear Failurerashm006ranjan100% (1)
- Alternatives in Gearbox Seals For Main Drive GearboxesDocument8 pagesAlternatives in Gearbox Seals For Main Drive GearboxesSasankNo ratings yet
- Sleeve or Plain Bearing LubricationDocument3 pagesSleeve or Plain Bearing LubricationVolety_Sarma_1703100% (1)
- Gear Lubrication FZG Wind TurbinesDocument9 pagesGear Lubrication FZG Wind Turbinesrbulnes2350No ratings yet
- Earthing Anchor Cage FoundationDocument22 pagesEarthing Anchor Cage FoundationDavid Torres RodriguezNo ratings yet
- Wind Turbine Blade AerodynamicsDocument10 pagesWind Turbine Blade AerodynamicsMahesh MunjalNo ratings yet
- Wind Turbine Electrical Systems PDFDocument43 pagesWind Turbine Electrical Systems PDFMohammad ArsalanNo ratings yet
- 2011 - AIAA - 2011 - 1758 RiddleDocument18 pages2011 - AIAA - 2011 - 1758 RiddleDavid Torres RodriguezNo ratings yet
- Handbook For Solar PV SystemsDocument64 pagesHandbook For Solar PV Systemsar_somdeep100% (1)
- Distribution of Defects in Wind Turbine Blades and Reliability Assessment of Blades Containing DefectsDocument12 pagesDistribution of Defects in Wind Turbine Blades and Reliability Assessment of Blades Containing DefectsDavid Torres RodriguezNo ratings yet
- Wind Power - Vattenfall Wind Assets: Onshore Capacity: 542 MW Offshore Capacity: 836 MW Production: 4.080 TWHDocument36 pagesWind Power - Vattenfall Wind Assets: Onshore Capacity: 542 MW Offshore Capacity: 836 MW Production: 4.080 TWHDavid Torres RodriguezNo ratings yet
- Inspect A Gearbox: How ToDocument6 pagesInspect A Gearbox: How ToDavid Torres Rodriguez100% (1)
- Wind Turbine Gearbox Failure ModesDocument26 pagesWind Turbine Gearbox Failure ModesCousin HubNo ratings yet
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Gearbox Typical Failure Modes, Detection and Mitigation MethodsDocument24 pagesGearbox Typical Failure Modes, Detection and Mitigation MethodsNaw AzNo ratings yet
- Development of Wind Turbine StandardsDocument2 pagesDevelopment of Wind Turbine StandardsDavid Torres RodriguezNo ratings yet
- Web 04 Haca Eng SteighilfeDocument2 pagesWeb 04 Haca Eng SteighilfeDavid Torres RodriguezNo ratings yet
- Web 00 Haca Eng UmschlagDocument4 pagesWeb 00 Haca Eng UmschlagDavid Torres RodriguezNo ratings yet
- Fundamentals of Rock MechanicsDocument4 pagesFundamentals of Rock Mechanicsmaomao_vt890% (1)
- Yuli v. Nazarov, Jeroen Danon-Advanced Quantum Mechanics A Practical Guide-Cambridge University Press (2013)Document370 pagesYuli v. Nazarov, Jeroen Danon-Advanced Quantum Mechanics A Practical Guide-Cambridge University Press (2013)Juan Diego Cutipa Loayza100% (1)
- Catalogo Bomba DiafragmaDocument19 pagesCatalogo Bomba DiafragmaMaria Jose Araya CortesNo ratings yet
- Coal Nozzle Tip Power Plant 660 MW - Google PenelusuranDocument3 pagesCoal Nozzle Tip Power Plant 660 MW - Google PenelusuranyanurarzaqaNo ratings yet
- Chapter 2 Atomic Structure Notes Class 9 BDocument6 pagesChapter 2 Atomic Structure Notes Class 9 Bगोविंद माहेश्वरीNo ratings yet
- SediGraph 5120 BrochureDocument8 pagesSediGraph 5120 Brochurerajeevup2004100% (1)
- Screeing Method Fea FatigueDocument34 pagesScreeing Method Fea FatigueGokul Amarnath0% (1)
- Used Oil Recycling and Treatment in The United AraDocument11 pagesUsed Oil Recycling and Treatment in The United AraEssam AlharthyNo ratings yet
- Secure and Reliable, Even Where Lubrication Is Poor: MR-D Double Seal With Diamondface in Bioculture ProductionDocument2 pagesSecure and Reliable, Even Where Lubrication Is Poor: MR-D Double Seal With Diamondface in Bioculture ProductionmunhNo ratings yet
- Heavy Metal Removal From Water Using Moringa Oleifera Seed Coagulant and Double FiltrationDocument4 pagesHeavy Metal Removal From Water Using Moringa Oleifera Seed Coagulant and Double FiltrationAena RabonzaNo ratings yet
- Potential of Carabao Grass (Paspalum Conjugatum) As Bioethanol FeedstockDocument61 pagesPotential of Carabao Grass (Paspalum Conjugatum) As Bioethanol FeedstockmayheartNo ratings yet
- Unit 3 Colligative PropertiesDocument44 pagesUnit 3 Colligative PropertiesMutale InongeNo ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Dex La Fontaine CJ98Document12 pagesDex La Fontaine CJ98jatan aminNo ratings yet
- KashipurDocument18 pagesKashipurakankshaawasthi304No ratings yet
- Factors Affecting Workability of ConcreteDocument6 pagesFactors Affecting Workability of ConcreteNick GeneseNo ratings yet
- LC Training Basic HPLC 2001 ADocument124 pagesLC Training Basic HPLC 2001 Abile86No ratings yet
- Sample Preparation, Gas Chromatography-Mass Spectrometry, and Data AnalysisDocument2 pagesSample Preparation, Gas Chromatography-Mass Spectrometry, and Data AnalysisAndrés MárquezNo ratings yet
- API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Document5 pagesAPI Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Luis Ernesto Marin JaimesNo ratings yet
- ManufacturingDocument2 pagesManufacturingBarbieBarbieNo ratings yet
- MP Lecture NotesDocument125 pagesMP Lecture NotesTatenda SibandaNo ratings yet
- Specifications of Nitofill EPLV PDFDocument2 pagesSpecifications of Nitofill EPLV PDFTrung Nguyen ThanhNo ratings yet
- Multi Stage BlowersDocument12 pagesMulti Stage BlowersicingrockNo ratings yet
- Midland Gear Pumps Phase 1Document5 pagesMidland Gear Pumps Phase 1Рома БлошенкоNo ratings yet
- How To Build An Alpha Particle Spark DetectorDocument6 pagesHow To Build An Alpha Particle Spark Detectorjuan9gonzalez_9100% (1)
- Quality Control in The Microbiology LaboratoryDocument5 pagesQuality Control in The Microbiology LaboratoryAnne CabreraNo ratings yet
- Coating Deterioration: Kenneth B. Tator, KTA-Tator, IncDocument12 pagesCoating Deterioration: Kenneth B. Tator, KTA-Tator, IncRomilson AndradeNo ratings yet
- Commissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidDocument18 pagesCommissioning and Decommissioning of Installations For Dry Chlorine Gas and LiquidKimberly ConleyNo ratings yet
- CSWIP 3.4U - Underwater Inspection ControllerDocument532 pagesCSWIP 3.4U - Underwater Inspection Controllerkirubha_karan200089% (9)
- Alcohol DeterminationDocument11 pagesAlcohol DeterminationVivek Sagar100% (1)