You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Summer Training Project: Prabhat TiwariDocument18 pagesSummer Training Project: Prabhat TiwariANKITNo ratings yet
- IG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesDocument5 pagesIG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesCimmangNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- KMPD Process ChartDocument4 pagesKMPD Process Chartfiki_pramudyaNo ratings yet
- Plastics ProcessingDocument19 pagesPlastics ProcessingAnonymous mRBbdopMKfNo ratings yet
- Materials For Ultra-High VacuumDocument3 pagesMaterials For Ultra-High VacuumTanviSharmaNo ratings yet
- Sand CastingDocument81 pagesSand Castingkumarrohit91100% (2)
- Novaporte StiffDocument6 pagesNovaporte StiffBenoit DumonteilNo ratings yet
- 65X M L - 211224 - 180120 - Converted - by - AbcdpdfDocument1 page65X M L - 211224 - 180120 - Converted - by - AbcdpdfVidhyarthi Photocopy KhargoneNo ratings yet
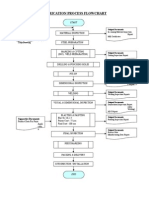
- Basic Fabrication Process FlowchartDocument1 pageBasic Fabrication Process FlowchartMorjhan MJ86% (29)
- Welded Joint: - A Permanent Joint - What Is Welding?Document38 pagesWelded Joint: - A Permanent Joint - What Is Welding?rohan malikNo ratings yet
- Area ClassificationDocument9 pagesArea Classificationhenrique silvaNo ratings yet
- Portable Power Hand Tools NotesDocument5 pagesPortable Power Hand Tools NotesPaul SealyNo ratings yet
- Basic Cleaning Chemical FamiliesDocument7 pagesBasic Cleaning Chemical FamilieskikoNo ratings yet
- 09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)Document9 pages09-SAMSS-071 - (2016) Qualification Requirements For Inorganic Zinc Primer (APCS-17A) and (APCS-17B)middlepermian100% (1)
- Polyester 20 Resin 20 FinalDocument5 pagesPolyester 20 Resin 20 FinalZdravko GrbićNo ratings yet
- Dewpoint Sampling Cells Technical Note B212382ENDocument4 pagesDewpoint Sampling Cells Technical Note B212382ENAndrew SetiawanNo ratings yet
- Bel Ray GEO Ashless PDSDocument1 pageBel Ray GEO Ashless PDSDaniel ColinsNo ratings yet
- Section 1 - Scope: API-653 Exam Prep Course BAY Technical Associates, Inc. (610) 594-9036Document49 pagesSection 1 - Scope: API-653 Exam Prep Course BAY Technical Associates, Inc. (610) 594-9036Shaalan AliNo ratings yet
- 01 - Fundamentals of MetalworkingDocument54 pages01 - Fundamentals of MetalworkingJabbar AljanabyNo ratings yet
- Pulp and Paper Glossary DefinitionsDocument88 pagesPulp and Paper Glossary Definitionsandhie68No ratings yet
- Memco Welding Machine ManualDocument25 pagesMemco Welding Machine ManualYogendra Reddy100% (1)
- QF Qa 30 Visual Dimension Final Inspection ReportDocument8 pagesQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiNo ratings yet
- Gating and Risering PDFDocument16 pagesGating and Risering PDFpericharla ravivarmaNo ratings yet
- Az 5214eDocument3 pagesAz 5214ekisupNo ratings yet
- Workshop Practices Lab Course DescriptorDocument8 pagesWorkshop Practices Lab Course DescriptorWossenu MekonnenNo ratings yet
- K&M Technology Group Post-Course ExamDocument6 pagesK&M Technology Group Post-Course ExamayhamNo ratings yet
- Microsoft PowerPoint - Press Wood Pallet TDS (English) - 091014 - 인쇄압축Document63 pagesMicrosoft PowerPoint - Press Wood Pallet TDS (English) - 091014 - 인쇄압축Anjum ParkarNo ratings yet
- ASME Section-IX QuestionsDocument18 pagesASME Section-IX QuestionsKarthik S100% (1)
- ShopNotes Issue 63Document37 pagesShopNotes Issue 63qpidoneuro100% (1)