You might also like
- 01 Mining Lease AgreementDocument104 pages01 Mining Lease AgreementjennalinnearossNo ratings yet
- The Clarkson Study Fine Gold RecoveryDocument51 pagesThe Clarkson Study Fine Gold Recoverysoutheasterngold100% (16)
- Opencast Mining MethodDocument7 pagesOpencast Mining MethodjaypadoleNo ratings yet
- 1mining Through Adit, Incline, Decline and ShaftDocument11 pages1mining Through Adit, Incline, Decline and ShaftAkhil Sai KrishnaNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- MDKA Investor Presentation Jan 2021 EnglishDocument34 pagesMDKA Investor Presentation Jan 2021 EnglishbagsNo ratings yet
- Sample Mine EssayDocument3 pagesSample Mine EssayHeli Senn VentenillaNo ratings yet
- Undergraduate Project Report: "A Review On Underground Metal Mine Workings in Developed Countries"Document42 pagesUndergraduate Project Report: "A Review On Underground Metal Mine Workings in Developed Countries"Ankush TyagiNo ratings yet
- Novel Mining MethodDocument6 pagesNovel Mining MethodKhy RieNo ratings yet
- Anglais Technique II PDFDocument50 pagesAnglais Technique II PDFFranck Einstein100% (1)
- Unlined Rock Cavern in IndiaDocument2 pagesUnlined Rock Cavern in IndiaPratik RaoNo ratings yet
- Tirodi Project File 74Document36 pagesTirodi Project File 74kanojiyaraj948No ratings yet
- Surface and UGDocument26 pagesSurface and UGsunilsinghmNo ratings yet
- Detailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesDocument54 pagesDetailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesEmmanuelNo ratings yet
- Vocational Training ReportDocument32 pagesVocational Training ReportManish KujurNo ratings yet
- Utilisation of Iron Ore TailingsDocument23 pagesUtilisation of Iron Ore TailingsGaurav_bansalNo ratings yet
- MMP 2004Document14 pagesMMP 2004Prasanta Kumar BaskeyNo ratings yet
- Metode Tambang TerbukaDocument43 pagesMetode Tambang TerbukaPutri J5No ratings yet
- Types of Mining: Stripping Ratio Mass of Burden/mass of MineralDocument6 pagesTypes of Mining: Stripping Ratio Mass of Burden/mass of MineralHILLARY FRANCIS SHENJERENo ratings yet
- Practical Training Ii - 2Document39 pagesPractical Training Ii - 2Suganthan SundharamNo ratings yet
- Deep Water Drilling r1Document20 pagesDeep Water Drilling r1eng213810142No ratings yet
- Activity 6 - DAHUYLADocument14 pagesActivity 6 - DAHUYLAJef Michael L. DahuylaNo ratings yet
- IADC/SPE 87122 Successful Horizontal Drilling in Western Siberia: Use of Appropriate, Cost-Effective Technology Solutions To Increase Well ProductivityDocument9 pagesIADC/SPE 87122 Successful Horizontal Drilling in Western Siberia: Use of Appropriate, Cost-Effective Technology Solutions To Increase Well ProductivitymsmsoftNo ratings yet
- Coal Mining MethodsDocument10 pagesCoal Mining MethodsFarhan AliNo ratings yet
- Drilling Engg and OperationDocument56 pagesDrilling Engg and OperationrajneeshgogoiNo ratings yet
- Stowing in Ug MinesDocument55 pagesStowing in Ug Minesbecome ambani100% (5)
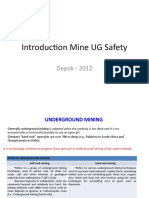
- Introduction UG Mine SafetyDocument58 pagesIntroduction UG Mine Safetygiyat_prcNo ratings yet
- Surface Mining An ItroductionDocument6 pagesSurface Mining An ItroductionnathansolaiNo ratings yet
- A.nasir CrusherDocument17 pagesA.nasir CrusherAbduselam AhmedNo ratings yet
- Epa Copper MiningDocument125 pagesEpa Copper MiningsumanpuniaNo ratings yet
- Selective Blast in Gold MinesDocument4 pagesSelective Blast in Gold Minespleasure masango100% (1)
- 2012 Surface Mining MethodDocument67 pages2012 Surface Mining Methodgirmay kasayeNo ratings yet
- Shafts DesignDocument14 pagesShafts DesignIslam AhmedNo ratings yet
- Oak Ridge National Laboratory: DirtDocument8 pagesOak Ridge National Laboratory: DirtHilmanNo ratings yet
- Final Year Project Thesis Guide: School of Advanced Manufacturing and Mechanical EngineeringDocument18 pagesFinal Year Project Thesis Guide: School of Advanced Manufacturing and Mechanical EngineeringSuseendaran BabuNo ratings yet
- Module-2 Planning of New Coal MinesDocument53 pagesModule-2 Planning of New Coal Minesrudresh svNo ratings yet
- Jaeger's GPH 314 REPORTDocument12 pagesJaeger's GPH 314 REPORTJames FieworNo ratings yet
- Bauxite Mining Micro-Project - Report Writing Report of Bauxite MiningDocument19 pagesBauxite Mining Micro-Project - Report Writing Report of Bauxite MiningVaibhav SNo ratings yet
- Texto 1Document4 pagesTexto 1Valentina ZunigaNo ratings yet
- Development Engineering Construction Biological Oxidation PlantDocument47 pagesDevelopment Engineering Construction Biological Oxidation PlantKhalisNo ratings yet
- Assignment: Name: Abdul Subhan Roll No. CH-19035 Class: T.E (Sec A) Fuel and Energy (Ch-310)Document12 pagesAssignment: Name: Abdul Subhan Roll No. CH-19035 Class: T.E (Sec A) Fuel and Energy (Ch-310)Abdul GhaffarNo ratings yet
- EM202357MAR510ENGGDocument9 pagesEM202357MAR510ENGGRosalie BachillerNo ratings yet
- Mining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentDocument9 pagesMining Engineering Ptr-324: Tishk International University Engineering Faculty Petroleum & Mining Eng. DepartmentHassn LukakuNo ratings yet
- Transition From Open-Pit To Underground in The Case of Chah-Gaz Iron Ore Combined MiningDocument12 pagesTransition From Open-Pit To Underground in The Case of Chah-Gaz Iron Ore Combined MiningLuis Vargas DiazNo ratings yet
- IntroductionDocument5 pagesIntroductionGabryel FotsoNo ratings yet
- Metal Mining IDocument59 pagesMetal Mining IANSHUL YADAVNo ratings yet
- Lecture 2 Stages in The Life of A Mine, Types of MiningDocument7 pagesLecture 2 Stages in The Life of A Mine, Types of MiningHILLARY FRANCIS SHENJERENo ratings yet
- Drilling and Technology2Document12 pagesDrilling and Technology2Aryan el-BerwarîNo ratings yet
- Drilling and Technology3Document12 pagesDrilling and Technology3Aryan el-BerwarîNo ratings yet
- Drilling and Technology4Document11 pagesDrilling and Technology4Aryan el-BerwarîNo ratings yet
- Drilling and Technology1Document12 pagesDrilling and Technology1Aryan el-BerwarîNo ratings yet
- DesignPriciples Concept Selection PDFDocument42 pagesDesignPriciples Concept Selection PDFBona_VentureNo ratings yet
- Coal Mining: A Synopsis BY Aloke GangulyDocument37 pagesCoal Mining: A Synopsis BY Aloke GangulyALOKE GANGULYNo ratings yet
- E3sconf - Iims2018 - 01003 Rope Shovel or HydraulicDocument5 pagesE3sconf - Iims2018 - 01003 Rope Shovel or HydraulicОбо всём на светеNo ratings yet
- 4th Sem - Mining Engg - Th-01Document19 pages4th Sem - Mining Engg - Th-01Satyajeet ParidaNo ratings yet
- Drilling and Technology9Document12 pagesDrilling and Technology9Aryan el-BerwarîNo ratings yet
- Introduction To DrillingDocument27 pagesIntroduction To Drillingsai srinivasNo ratings yet
- Drilling and Technology10Document12 pagesDrilling and Technology10Aryan el-BerwarîNo ratings yet
- Optimum Design and Construction of Water Wells (Case Study) : Osman Mohammed NaggarDocument11 pagesOptimum Design and Construction of Water Wells (Case Study) : Osman Mohammed Naggaryosua girsangNo ratings yet
- Site Safety Handbook for the Petroleum IndustryFrom EverandSite Safety Handbook for the Petroleum IndustryRating: 5 out of 5 stars5/5 (1)
- Green energy? Get ready to dig.: Environmental and social costs of renewable energies.From EverandGreen energy? Get ready to dig.: Environmental and social costs of renewable energies.Rating: 5 out of 5 stars5/5 (1)
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- WhatsApp Security Whitepaper PDFDocument2 pagesWhatsApp Security Whitepaper PDFJayanti JenaNo ratings yet
- Final Project ReportDocument54 pagesFinal Project ReportModisa SibungaNo ratings yet
- Duffy - Gemstone Mining in Madagascar. Transnational Networks, Criminalisation and Global IntegrationDocument23 pagesDuffy - Gemstone Mining in Madagascar. Transnational Networks, Criminalisation and Global IntegrationSandra Rodríguez CastañedaNo ratings yet
- CA3 Pankaj ACC215Document10 pagesCA3 Pankaj ACC215Pankaj MahantaNo ratings yet
- Vilas County News-Review, Nov. 30, 2011 - SECTION BDocument12 pagesVilas County News-Review, Nov. 30, 2011 - SECTION BNews-ReviewNo ratings yet
- Colour and PoetryDocument57 pagesColour and PoetryNay Minn HtetNo ratings yet
- Investor Presentation-10-04-2019 - Hyundai SteelDocument33 pagesInvestor Presentation-10-04-2019 - Hyundai SteelVishad VatsNo ratings yet
- Mining and Fisheries ResourcesDocument19 pagesMining and Fisheries Resourcesedenderez094606100% (2)
- Namuk Tailing Dam Thiess ContractorDocument1 pageNamuk Tailing Dam Thiess Contractortaufik_nurcahyoNo ratings yet
- Mitigating Hydro-Economic ImpactsDocument8 pagesMitigating Hydro-Economic ImpactsMINETEKNo ratings yet
- Geophysics For The Mineral Exploration GeoscientistDocument18 pagesGeophysics For The Mineral Exploration Geoscientistjavier riosNo ratings yet
- Salient Features of Republic Act No. 7942Document25 pagesSalient Features of Republic Act No. 7942reizel casapaoNo ratings yet
- A-501 A-502 A-503 A-504 A-505Document24 pagesA-501 A-502 A-503 A-504 A-505Bhanu ViswanadhNo ratings yet
- Malawi Economic Recovery Plan: Presented by Minister of Economic Planning and DevelopmentDocument22 pagesMalawi Economic Recovery Plan: Presented by Minister of Economic Planning and DevelopmentmwandidaNo ratings yet
- Mineral Resources NotesDocument5 pagesMineral Resources NotesJeremy CreatesNo ratings yet
- Garpenberg 20030407Document7 pagesGarpenberg 20030407Nils Johan BolinNo ratings yet
- List of Environmental Laws in The PhilippinesDocument5 pagesList of Environmental Laws in The PhilippinesKarl Si AkoNo ratings yet
- FS Study BruceJack Mine Backfill-2014Document460 pagesFS Study BruceJack Mine Backfill-2014Carlos A. Espinoza MNo ratings yet
- Beneath Harlowe House v1.0Document2 pagesBeneath Harlowe House v1.0Frédéric RoelandtsNo ratings yet
- Concept PaperDocument7 pagesConcept PaperGerard DomingoNo ratings yet
- Index 2015 Iron-OreDocument17 pagesIndex 2015 Iron-OreYouTubeCrysisNo ratings yet
- Joyglobal 2010 Ar FinalDocument102 pagesJoyglobal 2010 Ar Finalsteve.zhou.real686No ratings yet
- Fact Sheet: Southern Coalfield Appin Tahmoor Metropolitan Ulan Springvale Mandalong Hunter Valley Operations BulgaDocument4 pagesFact Sheet: Southern Coalfield Appin Tahmoor Metropolitan Ulan Springvale Mandalong Hunter Valley Operations BulgaRODJHEN ANNE P. BARQUILLANo ratings yet
- 5 Blasting Limit GuidelinesDocument7 pages5 Blasting Limit GuidelinesTry Oka Afandy SinagaNo ratings yet
- Case Study - 16 - MinePlan - Activity Scheduler (FINAL)Document1 pageCase Study - 16 - MinePlan - Activity Scheduler (FINAL)Ayzal RaoNo ratings yet
- Western Coalfields LTD: Sub:-Revised Estimate of Sand Stowing and Protective Works For Mines of WCL For The Year 2018-19Document7 pagesWestern Coalfields LTD: Sub:-Revised Estimate of Sand Stowing and Protective Works For Mines of WCL For The Year 2018-19Ubaid AnsariNo ratings yet
- Application of Conveyors For UG HaulageDocument11 pagesApplication of Conveyors For UG Haulageminerito2211No ratings yet