You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Petron Internal EnvironmentDocument9 pagesPetron Internal EnvironmentNikki LabialNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Steering System Service ManualDocument36 pagesSteering System Service Manualmybdt1691No ratings yet
- 1 6 Presentation Echometer Pump SlippageDocument29 pages1 6 Presentation Echometer Pump SlippageRezha Aditya PratamaNo ratings yet
- Prosper Step by StepDocument7 pagesProsper Step by StepMelvin CastroNo ratings yet
- IWCF Prep Refresher - Subsea Supplement - Well Control EquipmentDocument29 pagesIWCF Prep Refresher - Subsea Supplement - Well Control EquipmentAustine Ameh50% (2)
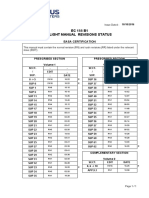
- 155b1 FLM EasaDocument1,548 pages155b1 FLM EasarobinyNo ratings yet
- Mcquay Refrigerant Application Guide AG31-007Document66 pagesMcquay Refrigerant Application Guide AG31-007john_shembrey2000No ratings yet
- IITans Preference For Startup Over Regular JobsDocument2 pagesIITans Preference For Startup Over Regular Jobsvaluer99No ratings yet
- User Id and Personal DetailsDocument5 pagesUser Id and Personal Detailsvaluer99No ratings yet
- Great Moments in Mechanical Engineering 1140Document99 pagesGreat Moments in Mechanical Engineering 1140cjtcmeNo ratings yet
- AEEE Consultancy Services 2015 Profile LRDocument35 pagesAEEE Consultancy Services 2015 Profile LRvaluer99No ratings yet
- Scheme For Solar ConcentratorDocument1 pageScheme For Solar Concentratorvaluer99No ratings yet
- India's Energy Imports May Rise To $230 Billion by FY23: GoldmanDocument1 pageIndia's Energy Imports May Rise To $230 Billion by FY23: Goldmanvaluer99No ratings yet
- Thermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam TrapDocument0 pagesThermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam Trapvaluer99No ratings yet
- MBA - PGDM Programmes 2016Document1 pageMBA - PGDM Programmes 2016valuer99No ratings yet
- Arrows BlueDocument9 pagesArrows Bluevaluer99No ratings yet
- Shyam Warehousting Corporation PVT Ltd. Hexane Storage Tank (ID 2.5 Meters X 6.00 Meters) HorizontalDocument5 pagesShyam Warehousting Corporation PVT Ltd. Hexane Storage Tank (ID 2.5 Meters X 6.00 Meters) Horizontalvaluer99No ratings yet
- BoilrDocument2 pagesBoilrRaja SellappanNo ratings yet
- File NAMDocument37 pagesFile NAMHightermNo ratings yet
- Logo For EmailDocument4 pagesLogo For Emailvaluer99No ratings yet
- Excel Add in - WconvertDocument1 pageExcel Add in - Wconvertvaluer99No ratings yet
- Flat Vs V BeltDocument1 pageFlat Vs V Beltvaluer99No ratings yet
- Thermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam TrapDocument0 pagesThermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam Trapvaluer99No ratings yet
- Action Plan Format - Other SectorsDocument1 pageAction Plan Format - Other Sectorsvaluer99No ratings yet
- Logo For EmailDocument4 pagesLogo For Emailvaluer99No ratings yet
- Thermography of Electrical PanelsDocument15 pagesThermography of Electrical Panelsvaluer99No ratings yet
- Energy Saving Recommendations For IndustryDocument12 pagesEnergy Saving Recommendations For Industryvaluer99No ratings yet
- Thermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam TrapDocument0 pagesThermography, Thermal Imaging, Energy Audit, Energy Conservation, Shashihushan Agrawal, Steam Trapvaluer99No ratings yet
- Shashibhushan Agrawal Thermography Energy Audit ProfileDocument22 pagesShashibhushan Agrawal Thermography Energy Audit Profilevaluer99No ratings yet
- Brief Profile of Shashibhushan AgrawalDocument25 pagesBrief Profile of Shashibhushan Agrawalvaluer99No ratings yet
- Energy Saving Recommendations For IndustryDocument12 pagesEnergy Saving Recommendations For Industryvaluer99No ratings yet
- Shashibhushan Agrawal Akola Energy AuditorDocument6 pagesShashibhushan Agrawal Akola Energy Auditorvaluer99No ratings yet
- AwardsDocument1 pageAwardsvaluer99No ratings yet
- Energy Saving Recommendations For IndustryDocument12 pagesEnergy Saving Recommendations For Industryvaluer99No ratings yet
- ABB BaldorDocument1 pageABB Baldorvaluer99No ratings yet
- ABB BaldorDocument1 pageABB Baldorvaluer99No ratings yet
- ABB BaldorDocument1 pageABB Baldorvaluer99No ratings yet
- Mud Gas Separator Sizing and Evaluation PaperDocument6 pagesMud Gas Separator Sizing and Evaluation PaperzapspazNo ratings yet
- 15no03-Ds-020-006 Diesel Engine Fire Water Pump (3322-P-004)Document6 pages15no03-Ds-020-006 Diesel Engine Fire Water Pump (3322-P-004)bagus handoko100% (1)
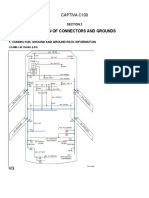
- Position of Connectors and GroundsDocument8 pagesPosition of Connectors and Groundsh4rv4nNo ratings yet
- Sop Welding & Gas CuttingDocument9 pagesSop Welding & Gas CuttingvinodsnNo ratings yet
- Delayed Coker Unit OverviewDocument42 pagesDelayed Coker Unit OverviewmujeebtalibNo ratings yet
- Chrysler's Gas Turbine CarsDocument2 pagesChrysler's Gas Turbine Carsrohit.chakravarthy4637No ratings yet
- Sanitarywares Preferred Vendors ListDocument2 pagesSanitarywares Preferred Vendors ListNaveen DiggaiNo ratings yet
- 4 1-Lat Exceptions To API 614Document5 pages4 1-Lat Exceptions To API 614remsorNo ratings yet
- Lecture 08 - DrumsDocument39 pagesLecture 08 - DrumsJorge Enciso AcuñaNo ratings yet
- Design of A Filter-Separator Test Facility ForDocument140 pagesDesign of A Filter-Separator Test Facility ForParthaprotim NathNo ratings yet
- Hoisting Systems ExplainedDocument21 pagesHoisting Systems Explainedsparda94No ratings yet
- Steel Hot-Water Boilers for Solid Fuel Central HeatingDocument2 pagesSteel Hot-Water Boilers for Solid Fuel Central HeatingToni TalevskiNo ratings yet
- Sds 23rDocument126 pagesSds 23rŠĭlệncěIšmyPŕIdệNo ratings yet
- hd125 PDFDocument73 pageshd125 PDFTulio Jose BricenoNo ratings yet
- U1 L8 Incomplete Combustion PDFDocument7 pagesU1 L8 Incomplete Combustion PDFHussein SayedNo ratings yet
- 750HP Trilling Rig Technical Specification SummaryDocument64 pages750HP Trilling Rig Technical Specification SummaryMASAGUS MANGKU GAMANo ratings yet
- Deodorization of Kerosene Using Activated Carbon As AdsorbentDocument7 pagesDeodorization of Kerosene Using Activated Carbon As AdsorbentsunitbhaumikNo ratings yet
- ShareholdersDocument2 pagesShareholdersAnonymous jlLBRMAr3ONo ratings yet
- Guideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling FacilityDocument117 pagesGuideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling Facilityshahjada100% (1)
- Model Study On The Kinetics of Oil Field Formation Damage Due To Salt Precipitation From InjectionDocument17 pagesModel Study On The Kinetics of Oil Field Formation Damage Due To Salt Precipitation From InjectionAmita GuptaNo ratings yet
- Instruction manual for JetCat P60-P180 turbine enginesDocument53 pagesInstruction manual for JetCat P60-P180 turbine enginesEyeFlyNo ratings yet
- Hot Work Quiz for EmployeesDocument1 pageHot Work Quiz for EmployeesAmeenudeenNo ratings yet
- Sugar Mill DetailsDocument19 pagesSugar Mill DetailsravandkumarNo ratings yet