You might also like
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Dokumen - Tips Wqt-FormatDocument2 pagesDokumen - Tips Wqt-FormatMr Pie100% (1)
- PQRDocument3 pagesPQRnazirulhakimNo ratings yet
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 pagesASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- PQR Template (Asme)Document2 pagesPQR Template (Asme)jok1974No ratings yet
- WPQR Welding Procedure QualificationDocument3 pagesWPQR Welding Procedure QualificationThanasis KyrgiazoglouNo ratings yet
- Sample Wps Multi ProcessDocument1 pageSample Wps Multi ProcessMohammed Elmodathir Ali100% (1)
- WPS PQR WPQ PeiplDocument16 pagesWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELDocument4 pagesWELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELAldeline SungahidNo ratings yet
- WPS-PQR (Er309l Mo)Document4 pagesWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- PQR Form (Welding)Document2 pagesPQR Form (Welding)jasmineammaNo ratings yet
- REGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRDocument2 pagesREGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRAnonymous Xa5rkMZm9ZNo ratings yet
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS SampleDocument2 pagesWPS Sampleeetua100% (1)
- D1.3 D1.3M 2018 Annexb3 WPQR FormDocument1 pageD1.3 D1.3M 2018 Annexb3 WPQR FormAkihiko TakagiNo ratings yet
- Welder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#Document1 pageWelder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#satnamNo ratings yet
- Aws d1.5 PQRDocument2 pagesAws d1.5 PQRjacquesmayolNo ratings yet
- Asme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Document7 pagesAsme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Saran Kumar100% (1)
- WPS, PQR, WPQ PDFDocument2 pagesWPS, PQR, WPQ PDFEsl100% (1)
- PQR Is7307Document1 pagePQR Is7307Tridib Dey100% (1)
- Welder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationDocument1 pageWelder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationPerminder SinghNo ratings yet
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocument1 pageTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014No ratings yet
- AUT-GMAW-2 Rev.0 PDFDocument5 pagesAUT-GMAW-2 Rev.0 PDFDarioNo ratings yet
- WPS API1104 A516 GR 70Document1 pageWPS API1104 A516 GR 70Erick HoganNo ratings yet
- Asme PQR DemoDocument3 pagesAsme PQR DemoMuthusamy AyyanapillaiNo ratings yet
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNo ratings yet
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- WPS, PQR, WPQ (Si007)Document5 pagesWPS, PQR, WPQ (Si007)Suresh RathodNo ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Sample API 1104 WpsDocument3 pagesSample API 1104 WpsMuhammadShabbir0% (1)
- Weld Procedure Specification RecordDocument2 pagesWeld Procedure Specification RecordNur WijiantoNo ratings yet
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- QIR-104-Welding Parameters Record SheetDocument1 pageQIR-104-Welding Parameters Record SheetSamer Bayati100% (1)
- WPS - 023Document10 pagesWPS - 023MAT-LION0% (1)
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Tndt-frm-ndt-007 Magnetic Particle Inspection ReportDocument2 pagesTndt-frm-ndt-007 Magnetic Particle Inspection ReportKhalid Hidayatullah100% (1)
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
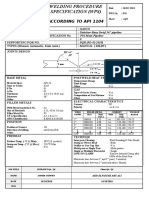
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Welding Report For Tank 1Document1 pageWelding Report For Tank 1Rifki HasyaNo ratings yet
- Welding Processes Used in Saudi AramcoDocument62 pagesWelding Processes Used in Saudi AramcoAnand RaoNo ratings yet
- ASME BPVC.IX performance thickness limitsDocument1 pageASME BPVC.IX performance thickness limitskumar100% (2)
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 pagesSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzNo ratings yet
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- AWS D1.3/D1.3M:2018 ANNEX B SAMPLE FORM FOR WELDING PROCEDURE QUALIFICATION RECORD (PQRDocument1 pageAWS D1.3/D1.3M:2018 ANNEX B SAMPLE FORM FOR WELDING PROCEDURE QUALIFICATION RECORD (PQRAkihiko TakagiNo ratings yet
- F4-WPS PQR Stud WeldingDocument1 pageF4-WPS PQR Stud WeldingBernardo LeorNo ratings yet
- B2.1 B2.1M 2014 AMD1 Stud Welding WPS PQR or WQR FormDocument1 pageB2.1 B2.1M 2014 AMD1 Stud Welding WPS PQR or WQR FormtuanNo ratings yet
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDocument1 pageAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajNo ratings yet
- Is 1730Document11 pagesIs 1730minnalmaruthu4611No ratings yet
- Rolled Steel Beams Indian StandardDocument5 pagesRolled Steel Beams Indian StandardudaysrpNo ratings yet
- WPQ FormDocument1 pageWPQ Formudaysrp100% (1)
- Axial Flow FansDocument2 pagesAxial Flow FansudaysrpNo ratings yet
- Welding Symbol Guide (ISO 2553Document32 pagesWelding Symbol Guide (ISO 2553Marcelo CunhaNo ratings yet
- IACS June 2013 Shipbuilding and Repair StandardDocument63 pagesIACS June 2013 Shipbuilding and Repair StandardudaysrpNo ratings yet
- AWS N-3 WPS Qualification Test Record For ESW and EGW FormDocument1 pageAWS N-3 WPS Qualification Test Record For ESW and EGW FormAngelo CubillosNo ratings yet
- AWS D1-1 PQR-WPS Yes Pre QualifiedDocument2 pagesAWS D1-1 PQR-WPS Yes Pre QualifiedJRodengineerNo ratings yet
- AWS N-9 Stud Welding Procedure Specification (WPS) FormDocument1 pageAWS N-9 Stud Welding Procedure Specification (WPS) FormNatalia StarkNo ratings yet
- Sample PQRDocument2 pagesSample PQRudaysrp33% (3)
- WPS SampleDocument2 pagesWPS Sampleeetua100% (1)
- IACSDocument247 pagesIACSsiakeehoNo ratings yet
- CatalogueDocument52 pagesCatalogueudaysrpNo ratings yet
- ISO 1579-1 (Part Only)Document5 pagesISO 1579-1 (Part Only)sn200709100% (1)
- WPQ FormDocument1 pageWPQ Formudaysrp100% (1)
- PSPC CodeDocument14 pagesPSPC CodeudaysrpNo ratings yet
- IACS NDT ForginsDocument18 pagesIACS NDT Forginsflore73No ratings yet
- Rail Calculation TableDocument1 pageRail Calculation TableudaysrpNo ratings yet
- Is 1730Document11 pagesIs 1730minnalmaruthu4611No ratings yet
- Throat THKDocument1 pageThroat THKudaysrpNo ratings yet
- IACS Survey and CertificationDocument745 pagesIACS Survey and Certificationudaysrp100% (5)
- Is 1730Document11 pagesIs 1730minnalmaruthu4611No ratings yet
- Bulb FlatDocument10 pagesBulb FlatudaysrpNo ratings yet
- Rolled Steel Beams Indian StandardDocument5 pagesRolled Steel Beams Indian StandardudaysrpNo ratings yet
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- IACS-UR-W - Materials & Welding PDFDocument245 pagesIACS-UR-W - Materials & Welding PDFSerggie TabanaoNo ratings yet
- Welding Regs IACSDocument2 pagesWelding Regs IACSgmcleod1977No ratings yet
- Birla Institute of Technology, Mesra, Ranchi - 835215 (India) Submit QueryDocument2 pagesBirla Institute of Technology, Mesra, Ranchi - 835215 (India) Submit QuerySingh AnujNo ratings yet
- Micromachining of Engineering MaterialsDocument408 pagesMicromachining of Engineering Materialssam048No ratings yet
- Formation Evaluation Through Core AnalysisDocument80 pagesFormation Evaluation Through Core AnalysisjardelbrunoNo ratings yet
- Flow of Fluids: Answers SheetDocument2 pagesFlow of Fluids: Answers SheetJohn P. BandoquilloNo ratings yet
- Fused Silica Flours 9800231 Celum PDFDocument2 pagesFused Silica Flours 9800231 Celum PDFForeverNo ratings yet
- Man B&W Soot in EgbsDocument21 pagesMan B&W Soot in EgbsterimakabosraNo ratings yet
- Harga Mesin Jahit Typical:: Juki DDL 8100eDocument2 pagesHarga Mesin Jahit Typical:: Juki DDL 8100eRismapleNo ratings yet
- CDX mp30Document48 pagesCDX mp30sonicman23No ratings yet
- O&M Manual For 4.12TCA & 6.12TCADocument101 pagesO&M Manual For 4.12TCA & 6.12TCAniceashwin7933% (3)
- Ultra High Performance Fiber Reinforced Concrete Mixture DesignDocument3 pagesUltra High Performance Fiber Reinforced Concrete Mixture DesignShaker QaidiNo ratings yet
- Diesel Fuel Metering Device, Component DescriptionDocument1 pageDiesel Fuel Metering Device, Component DescriptionTamer Moustafa100% (2)
- Installation QualificationDocument17 pagesInstallation Qualificationtrinath16198067% (6)
- Typical Box CulvertDocument1 pageTypical Box CulvertDeepak Pandey100% (1)
- C4Document4 pagesC4tommy lanyonNo ratings yet
- C1361 PDFDocument5 pagesC1361 PDFLucas CamposNo ratings yet
- 8 Wear Testing - ASTM G65Document25 pages8 Wear Testing - ASTM G65yamenNo ratings yet
- Josipa PetrunicDocument5 pagesJosipa PetrunicElectonixNo ratings yet
- Screw TurbineDocument12 pagesScrew TurbineTanvi0% (1)
- Capacity Requirements Planning System (CRP)Document14 pagesCapacity Requirements Planning System (CRP)amirulNo ratings yet
- MRx18 Installer Manual PDFDocument62 pagesMRx18 Installer Manual PDFJustinian Baraitaru100% (2)
- BS 476-31.1 1983 PDFDocument15 pagesBS 476-31.1 1983 PDFAdrian DorhatNo ratings yet
- Motor Cat 3054C 1104D Perkins PDFDocument133 pagesMotor Cat 3054C 1104D Perkins PDFnacho75% (4)
- FXD Recloser EatonDocument16 pagesFXD Recloser Eatontri100% (2)
- 15CD105Document2 pages15CD105selva_raj215414No ratings yet
- San Salvador v1 InstructionsDocument11 pagesSan Salvador v1 InstructionsAtul SartapeNo ratings yet
- Aggregate Impact ValueDocument8 pagesAggregate Impact ValueAnis Nurfarahanim Abdul HalimNo ratings yet
- Hydrogen: (The Next Generation Fuel)Document21 pagesHydrogen: (The Next Generation Fuel)mdayyub100% (1)
- At6503 MLMDocument13 pagesAt6503 MLMVICKYNo ratings yet
- Cement Concrete Pavements With DesignDocument64 pagesCement Concrete Pavements With Designkesharinaresh83% (6)