You might also like
- Solid State On Load Tap Changer For Transformer Using ArduinoDocument59 pagesSolid State On Load Tap Changer For Transformer Using ArduinoAkhileswara RaoNo ratings yet
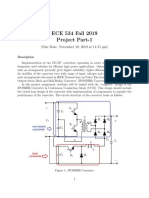
- ECE 534 Project 1 F19Document6 pagesECE 534 Project 1 F19JAY CHHEDANo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- 1580e1 3500 22MDocument90 pages1580e1 3500 22Musman379No ratings yet
- VT400 User Guide V2.5Document29 pagesVT400 User Guide V2.5MeitrackNo ratings yet
- Over Current & Earth Fault RelayDocument2 pagesOver Current & Earth Fault RelayDave Chaudhury67% (6)
- Z-002-CR Component Identification SystemDocument30 pagesZ-002-CR Component Identification SystemWattana Boo RatchatamongkolcholNo ratings yet
- Electromagnetic Flowmeter User Manual Combined KFL DCDocument35 pagesElectromagnetic Flowmeter User Manual Combined KFL DCSaravanan Mathi100% (1)
- App - Note - Easily - Test - DC-DC - Converters - Using - The - Keysight - DC - Power - AnalyzerDocument8 pagesApp - Note - Easily - Test - DC-DC - Converters - Using - The - Keysight - DC - Power - Analyzerarnd.popp2No ratings yet
- Data Center Design Guide - Direct Current v0.3Document9 pagesData Center Design Guide - Direct Current v0.3Rei AmyNo ratings yet
- 6.101 Analog Electronics Final Project Report Variable Power SupplyDocument28 pages6.101 Analog Electronics Final Project Report Variable Power SupplyDavid PredovanNo ratings yet
- 02-Wireless Low Cost Power Monitoring and Management SystemDocument50 pages02-Wireless Low Cost Power Monitoring and Management SystemAvetri VigneshwaranNo ratings yet
- Buck Converter Menawarkan Efisiensi Yang Lebih Baik Bila Dibandingkan DenganDocument2 pagesBuck Converter Menawarkan Efisiensi Yang Lebih Baik Bila Dibandingkan DenganFaisal AhcmadNo ratings yet
- ConferenceDocument7 pagesConferenceblaze emberNo ratings yet
- ABSTRACT-Buck Boost ConverterDocument1 pageABSTRACT-Buck Boost Convertergotiz81No ratings yet
- Cep PeDocument25 pagesCep PeJaveriaNo ratings yet
- Resonant LLC Converter For 3.3 KW On Board EV ChargerDocument11 pagesResonant LLC Converter For 3.3 KW On Board EV ChargerAYUSH GOYALNo ratings yet
- Digital Wattmeter: Aaron Fogle & Pat GilesDocument29 pagesDigital Wattmeter: Aaron Fogle & Pat Gilesjaythakar8887No ratings yet
- Battery Charger Using Bicycle: 1 Problem StatementDocument14 pagesBattery Charger Using Bicycle: 1 Problem Statementbenny bullNo ratings yet
- Overview of Different Control Schemes Used For ConDocument9 pagesOverview of Different Control Schemes Used For ConBT18MEC059 Sudhamsu bairisettiNo ratings yet
- DC-DC Voltage ConverterDocument14 pagesDC-DC Voltage ConverterasifNo ratings yet
- MODEL REPORT HardwareDocument61 pagesMODEL REPORT HardwareSTAR E WORLDNo ratings yet
- Amplifiers Module 02Document15 pagesAmplifiers Module 02nurjanahbintikasiminNo ratings yet
- 06-Smart Solar Tracking System For Optimal Power GenerationDocument44 pages06-Smart Solar Tracking System For Optimal Power GenerationAvetri VigneshwaranNo ratings yet
- ECE422 Project Design - Power Supply - Castillo, CRC, Marasigan, AA., Umali, GCD, Villapando, ZMBDocument19 pagesECE422 Project Design - Power Supply - Castillo, CRC, Marasigan, AA., Umali, GCD, Villapando, ZMBAlexis MarasiganNo ratings yet
- Closed Loop Operation of Buck DC-DC Converter Using Discrete Pi ControlDocument4 pagesClosed Loop Operation of Buck DC-DC Converter Using Discrete Pi ControlPrajeesh PrakashNo ratings yet
- Memo Spec VSC-HVDC 102821 Rev11Document28 pagesMemo Spec VSC-HVDC 102821 Rev11mohamed berririNo ratings yet
- Power Factor Project PDFDocument5 pagesPower Factor Project PDFPritam100% (1)
- مشروع توزيع الكهرباء لمستشفى كاملDocument280 pagesمشروع توزيع الكهرباء لمستشفى كاملhunkbsrNo ratings yet
- Breaker Duty User Guide PDFDocument79 pagesBreaker Duty User Guide PDFsajedarefinNo ratings yet
- Boost Converter Design TipsDocument45 pagesBoost Converter Design Tipssethhcohen11No ratings yet
- FinalPaperDesign and Simulation of PID Controller For Power Electronics Converter Circuits170541Document6 pagesFinalPaperDesign and Simulation of PID Controller For Power Electronics Converter Circuits170541annaNo ratings yet
- Simulation of Switching Power Based On WEBENCH ToolDocument4 pagesSimulation of Switching Power Based On WEBENCH Toolbillsteve312No ratings yet
- Design, Modeling, Analysis and Simulation of A SEPIC ConverterDocument7 pagesDesign, Modeling, Analysis and Simulation of A SEPIC ConverterLovely LianaNo ratings yet
- Openloop Motor ModelingDocument16 pagesOpenloop Motor ModelingUmair RazaNo ratings yet
- DC DC Buck Converter ThesisDocument7 pagesDC DC Buck Converter Thesisaprilbellhartford100% (2)
- Design of AC-DC Grid Connected Converter Using Multi-Objective OptimizationDocument9 pagesDesign of AC-DC Grid Connected Converter Using Multi-Objective OptimizationPavan Singh TomarNo ratings yet
- Hybrid InverterDocument34 pagesHybrid InverterPrem KumarNo ratings yet
- Project 1 Half Wave RectifierDocument9 pagesProject 1 Half Wave RectifierrokeshjNo ratings yet
- Control Electrónico de PotenciaDocument19 pagesControl Electrónico de PotenciaAlex SantanaNo ratings yet
- DCDCDocument10 pagesDCDCilet09No ratings yet
- Microsoft Word - 11-11-008 PDFDocument10 pagesMicrosoft Word - 11-11-008 PDFbhulakshmideviNo ratings yet
- Engineering Ecnomics AssignmentDocument3 pagesEngineering Ecnomics AssignmentMuhammad EllahiNo ratings yet
- DC Power Supply Line & Load RegulationDocument14 pagesDC Power Supply Line & Load RegulationNishtha BaliNo ratings yet
- DC Motor Speed Control Using Microcontroller: AbstractDocument5 pagesDC Motor Speed Control Using Microcontroller: AbstractGabi CiobanuNo ratings yet
- A2Document89 pagesA2Siddarthan AnnamalaiNo ratings yet
- Multi-Objective Design Optimization For HVDC-LCC Converter Transformers Analytical and FEA-Based ComDocument14 pagesMulti-Objective Design Optimization For HVDC-LCC Converter Transformers Analytical and FEA-Based ComHarmonyNo ratings yet
- 07-Design and Implementation of Smart Energy MeterDocument59 pages07-Design and Implementation of Smart Energy MeterAvetri VigneshwaranNo ratings yet
- Double Tail Latch ComparatorDocument5 pagesDouble Tail Latch ComparatorSayantan RoyNo ratings yet
- One Line DiagramDocument5 pagesOne Line Diagramnetsavy71100% (1)
- ONSemi-Developing A 25-kW SiC-Based Fast DC Charger Solution Overview3Document27 pagesONSemi-Developing A 25-kW SiC-Based Fast DC Charger Solution Overview3133514No ratings yet
- Experiment # 10Document5 pagesExperiment # 10Hafeez AliNo ratings yet
- Development of A Smart LED Lighting System: Rapid Prototyping ScenarioDocument6 pagesDevelopment of A Smart LED Lighting System: Rapid Prototyping ScenariocarlosNo ratings yet
- NI Tutorial Loads and Pressure MeasurementsDocument4 pagesNI Tutorial Loads and Pressure MeasurementsIvette RamírezNo ratings yet
- MATLAB Co-Simulation Tools For Power Supply Systems Design: V. Boscaino, G. CapponiDocument4 pagesMATLAB Co-Simulation Tools For Power Supply Systems Design: V. Boscaino, G. CapponivboscainoNo ratings yet
- Grid Tied Multilevel Inverter With Power Quality Monitoring Using Myrio and LabviewDocument5 pagesGrid Tied Multilevel Inverter With Power Quality Monitoring Using Myrio and LabviewMuhammad Sohaib ShahidNo ratings yet
- DCto DCBoost Converterusing 555 Timer ICDocument7 pagesDCto DCBoost Converterusing 555 Timer ICengpower20m196No ratings yet
- Power Applications GuideDocument106 pagesPower Applications GuidePablo Oscar CayuelaNo ratings yet
- Projectsoffered 2006Document49 pagesProjectsoffered 2006Tarak BenslimaneNo ratings yet
- Aqw PDFDocument5 pagesAqw PDFnjmnjkNo ratings yet
- Arduino Measurements in Science: Advanced Techniques and Data ProjectsFrom EverandArduino Measurements in Science: Advanced Techniques and Data ProjectsNo ratings yet
- Power Systems-On-Chip: Practical Aspects of DesignFrom EverandPower Systems-On-Chip: Practical Aspects of DesignBruno AllardNo ratings yet
- Handbook of Microwave Component Measurements: with Advanced VNA TechniquesFrom EverandHandbook of Microwave Component Measurements: with Advanced VNA TechniquesRating: 4 out of 5 stars4/5 (1)
- IFR 101 ManualDocument28 pagesIFR 101 ManualsunhuynhNo ratings yet
- 1mrb520267-Uen D en Com581 GatewayDocument120 pages1mrb520267-Uen D en Com581 GatewaySocaciu VioricaNo ratings yet
- 2006paper19 SegregatedbusDocument32 pages2006paper19 SegregatedbusRahaf WaheepNo ratings yet
- Electro-Mechanical Water Pump Supply Design AnalysisDocument21 pagesElectro-Mechanical Water Pump Supply Design AnalysisbekeleNo ratings yet
- Tele-Relee de Timp PDFDocument52 pagesTele-Relee de Timp PDFChioibasNicolaeNo ratings yet
- 1994-1997 Audi A6 (C4) Fuse Box DiagramDocument9 pages1994-1997 Audi A6 (C4) Fuse Box DiagramAlberto MiglinoNo ratings yet
- Gefran 600 DatasheetDocument4 pagesGefran 600 DatasheetAnderson OliveiraNo ratings yet
- Electrical BelarusDocument10 pagesElectrical BelarusfirinmusaNo ratings yet
- Advantys Telefast ABE 7 - ABE7R16T230Document2 pagesAdvantys Telefast ABE 7 - ABE7R16T230boul boulNo ratings yet
- Modicon TM3 Expansion Modules: Catalogue 2014Document20 pagesModicon TM3 Expansion Modules: Catalogue 2014Logu YeyoNo ratings yet
- Carmel Polytechnic College PUNNAPRA - 688 004Document34 pagesCarmel Polytechnic College PUNNAPRA - 688 004shuhaib nassarNo ratings yet
- SPAU-110-C ABB Residual Overvoltage RealyDocument48 pagesSPAU-110-C ABB Residual Overvoltage RealyEdwinNo ratings yet
- Um S32230ZDocument22 pagesUm S32230ZCarlos Aguiar50% (2)
- Magnecraft™ General Purpose Relays: CatalogDocument76 pagesMagnecraft™ General Purpose Relays: CatalogeddyNo ratings yet
- AC Generator and Motor ProtectionDocument76 pagesAC Generator and Motor ProtectionAtif Husayn100% (1)
- PLCDocument62 pagesPLCASHISH BHARAMBENo ratings yet
- PLC Training Ladder, RS232Document64 pagesPLC Training Ladder, RS232Mahesh GonuguntlaNo ratings yet
- SolkorR RF Op RecsDocument14 pagesSolkorR RF Op Recsrashid rahmanNo ratings yet
- Siprotec 7sa511 Distance Protection Relay: Function OverviewDocument3 pagesSiprotec 7sa511 Distance Protection Relay: Function OverviewabubakaarbuttNo ratings yet
- LG MS3042GDocument33 pagesLG MS3042GKennedy TavaresNo ratings yet
- Legrand WattstopperDocument28 pagesLegrand WattstoppersulphurdioxideNo ratings yet
- SAF Series AirflowSensorsV2Document2 pagesSAF Series AirflowSensorsV2israel cespedesNo ratings yet
- Sensotronic Oil Pressure ControlDocument17 pagesSensotronic Oil Pressure ControljewdNo ratings yet
- A504 Manual Placa Controladora Usbcnc 4 EixosDocument11 pagesA504 Manual Placa Controladora Usbcnc 4 EixosAlexandre MarquesNo ratings yet
- B10RDocument36 pagesB10RdejanflojdNo ratings yet