You might also like
- Safety Relief Valves Operation ManualDocument21 pagesSafety Relief Valves Operation ManualSumit JadhavNo ratings yet
- Format: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameDocument11 pagesFormat: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameJitendra BhatewaraNo ratings yet
- Format: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameDocument11 pagesFormat: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameJitendra BhatewaraNo ratings yet
- Format: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameDocument11 pagesFormat: Pdd-He - 01 Supply List For Heat Exchangers As Per Tema Supplier NameJitendra BhatewaraNo ratings yet
- Consolidated PSV CN-1900-Series-IOM-GEA19379E-EnglishDocument72 pagesConsolidated PSV CN-1900-Series-IOM-GEA19379E-EnglishSumit JadhavNo ratings yet
- Form IIIC of Indian Bolier RegulationDocument2 pagesForm IIIC of Indian Bolier RegulationRashedul HasanNo ratings yet
- Form IIIC of Indian Bolier RegulationDocument2 pagesForm IIIC of Indian Bolier RegulationRashedul HasanNo ratings yet
- Underwater Welding PresentationDocument40 pagesUnderwater Welding PresentationSumit Jadhav100% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MDKDP DR Ds DT Du DV Parts ManualDocument68 pagesMDKDP DR Ds DT Du DV Parts ManualAndri MorenoNo ratings yet
- Engine ASZDocument52 pagesEngine ASZkalleanka00100% (1)
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- Peterbilt Body Builder Manuals - Peterbilt Heavy Duty Body Builder Manual PDFDocument166 pagesPeterbilt Body Builder Manuals - Peterbilt Heavy Duty Body Builder Manual PDFReibeiro Velasquez Florez100% (2)
- ZHF XPXN 0SS02 Omi 101-1Document71 pagesZHF XPXN 0SS02 Omi 101-1Online 4-lifeNo ratings yet
- Vessel: M/V: KENZ Date: .22/02/2022 SO No. KENZ 1/22Document1 pageVessel: M/V: KENZ Date: .22/02/2022 SO No. KENZ 1/22amr allamNo ratings yet
- Ebook PDF Critical Thinking Tactics For Nurses 3rd Edition PDFDocument41 pagesEbook PDF Critical Thinking Tactics For Nurses 3rd Edition PDFalan.mcqueen53297% (30)
- Bobcat - 435 6902331 SM 4 08Document1,426 pagesBobcat - 435 6902331 SM 4 08Anem100% (1)
- Kirloskar MRP Price ListDocument144 pagesKirloskar MRP Price Listengg2012elect85% (26)
- Series: Quick Exhaust ValveDocument4 pagesSeries: Quick Exhaust ValveAde HadiryNo ratings yet
- F 1493 Enclosures enDocument4 pagesF 1493 Enclosures enOrlando FloresNo ratings yet
- Noise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)Document7 pagesNoise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)bledmikifrNo ratings yet
- Evo X Group N DocumentDocument11 pagesEvo X Group N DocumentdflectNo ratings yet
- Sportplane-Builder 5b53066e097c47917d8b4568Document5 pagesSportplane-Builder 5b53066e097c47917d8b4568jacob ellyNo ratings yet
- Трактор 7210 naDocument540 pagesТрактор 7210 naMega Polis100% (1)
- Best Practice Guide (Mechanical Insulation)Document158 pagesBest Practice Guide (Mechanical Insulation)Sky LarksNo ratings yet
- Mahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Document151 pagesMahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Erik Varas73% (11)
- SilencerDocument4 pagesSilencerAnonymous mKdAfWif0% (1)
- Caterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix BFA) Service Repair Manual (BFA00001 and Up) PDFDocument22 pagesCaterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix BFA) Service Repair Manual (BFA00001 and Up) PDFfkdmma0% (1)
- MAN B&W - 6S-50-MC-C-Vol-II-Maintenance-Manual PDFDocument640 pagesMAN B&W - 6S-50-MC-C-Vol-II-Maintenance-Manual PDFsridhar90% (10)
- (TM) Ssangyong Manual de Taller Ssangyong Actyon 2013 en Ingles (1) - 101-200Document100 pages(TM) Ssangyong Manual de Taller Ssangyong Actyon 2013 en Ingles (1) - 101-200LUIS HERNANDO100% (1)
- Piaggio Beverly 250 USA (EN)Document308 pagesPiaggio Beverly 250 USA (EN)ManuallesNo ratings yet
- Tanggal Delivery Po No Item NoDocument6 pagesTanggal Delivery Po No Item NoDiah PuspaNo ratings yet
- Deutz 234 Operating Data Record mr234-90-01Document1 pageDeutz 234 Operating Data Record mr234-90-01D.Poljachihin100% (1)
- Technical Specification FOR Gear Pump With Drives: Std. / Doc. Number Rev. No. 00 Sheet 1 of 25Document304 pagesTechnical Specification FOR Gear Pump With Drives: Std. / Doc. Number Rev. No. 00 Sheet 1 of 25dhanu_lagwankarNo ratings yet
- Specifications: 1206F-E70TA and 1206F-E70TTA Industrial EnginesDocument64 pagesSpecifications: 1206F-E70TA and 1206F-E70TTA Industrial Enginesمحمد يونسNo ratings yet
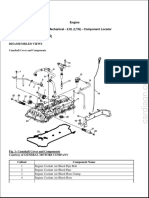
- Engine Engine Mechanical - 2.0L (LTG) - Component LocatorDocument15 pagesEngine Engine Mechanical - 2.0L (LTG) - Component LocatorMuhammed DoumaNo ratings yet
- Dump TruckDocument24 pagesDump TruckEdinson F Colana ValdiviaNo ratings yet
- th430 Specification Sheet EnglishDocument16 pagesth430 Specification Sheet Englishnicolas100% (1)
- Montagem C7.1 Engine 320D2 L ExcavatorDocument9 pagesMontagem C7.1 Engine 320D2 L ExcavatorRafa SantosNo ratings yet