You might also like
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Rubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Document15 pagesRubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1EdgarDavidDiazCamposNo ratings yet
- #15 Splicing Tools For Hot/Cold Splice, Fabric Ply Belt or Steel Cable BeltDocument5 pages#15 Splicing Tools For Hot/Cold Splice, Fabric Ply Belt or Steel Cable BeltMishra SagarikaNo ratings yet
- Rubber Lining PrinciplesDocument5 pagesRubber Lining PrinciplesTushar MangratiNo ratings yet
- Application Specification Guide: Section 17: Rubber LiningDocument7 pagesApplication Specification Guide: Section 17: Rubber LiningEdgarDavidDiazCamposNo ratings yet
- Dust Collector Installation ProcedureDocument9 pagesDust Collector Installation Procedureadil shidiq100% (1)
- Rubber Lining ProcedureDocument9 pagesRubber Lining ProcedureIchsan RosidinNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- 1027 Application GuidelineDocument6 pages1027 Application GuidelineJORGEALEXERNo ratings yet
- Keranol Fu 320Document2 pagesKeranol Fu 320shankarkl100% (1)
- Rubber Linning Selection PDFDocument4 pagesRubber Linning Selection PDFSachin5586100% (1)
- Method Statement For Rubber LiningDocument7 pagesMethod Statement For Rubber LiningJoseph PerezNo ratings yet
- Qualification Procedure No. 7: SSPC: The Society For Protective CoatingsDocument6 pagesQualification Procedure No. 7: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDocument22 pagesEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- Furan C - Product Information Sheet PDFDocument2 pagesFuran C - Product Information Sheet PDFAnuradhaPatraNo ratings yet
- Bulk Storage TankDocument10 pagesBulk Storage TankesutjiadiNo ratings yet
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Rubber Lined Piping - A Solution To Corrosion ResistanceDocument5 pagesRubber Lined Piping - A Solution To Corrosion ResistanceMohamed AghilaNo ratings yet
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
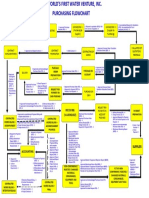
- Purchasing Flowchart FinalDocument1 pagePurchasing Flowchart FinalSpex AbrogarNo ratings yet
- 1 SATIP-B-006-02 Intumiscent Fireproofing-Rev 1Document2 pages1 SATIP-B-006-02 Intumiscent Fireproofing-Rev 1JithuJohnNo ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
- Tank Building Methodology: Sourcing Energy To Our LivesDocument43 pagesTank Building Methodology: Sourcing Energy To Our LiveskopnangNo ratings yet
- Compressive Strength of Concrete CubesDocument7 pagesCompressive Strength of Concrete CubesAnonymous LiddTaTaZTNo ratings yet
- 8 UPVc Pressure Pipes and FittingsDocument8 pages8 UPVc Pressure Pipes and FittingsNikita KadamNo ratings yet
- Supavac Sv110 Pump Manual: DATE: 12/05/2007Document15 pagesSupavac Sv110 Pump Manual: DATE: 12/05/2007Ferenc-Jozsef Amik100% (1)
- EIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFDocument3 pagesEIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFcuc nangNo ratings yet
- Insulation Castables Application Procedure - Rev-2 - PDFDocument10 pagesInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanNo ratings yet
- Cement and Fly Ash: Company ProfileDocument4 pagesCement and Fly Ash: Company ProfileSUMIT JAINNo ratings yet
- FibreFlowDrum English PDFDocument2 pagesFibreFlowDrum English PDFAkhmad ZaenudinNo ratings yet
- Sample Work Activities For Process Tank FabricationDocument4 pagesSample Work Activities For Process Tank FabricationMuhammad ZubairNo ratings yet
- Scope of Work-Fabrication of Heat ExchangersDocument3 pagesScope of Work-Fabrication of Heat ExchangersAsad KhanNo ratings yet
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117No ratings yet
- Painting ProcedureDocument4 pagesPainting ProcedureRidoNo ratings yet
- Chemical Tank LiningDocument16 pagesChemical Tank LiningChonTicha'100% (1)
- GlassRock Wire Mesh BlanketsDocument2 pagesGlassRock Wire Mesh BlanketsMohamedNo ratings yet
- A1.2.3 Method Statement 4a Redacted Version2Document98 pagesA1.2.3 Method Statement 4a Redacted Version2ChanelNo ratings yet
- Induction Furnace Cooling Systems White PaperDocument8 pagesInduction Furnace Cooling Systems White PaperAlejandro Martinez RNo ratings yet
- Expoband OneDocument4 pagesExpoband Oneshanon33No ratings yet
- Chapter 5 Final A5 EditDocument8 pagesChapter 5 Final A5 EditkINGNo ratings yet
- Tank ConstructionDocument25 pagesTank ConstructionHansel Francis100% (2)
- Feroxyle Test Procedur eDocument9 pagesFeroxyle Test Procedur esanrexiNo ratings yet
- Hot Insulation ProcedureDocument8 pagesHot Insulation Procedurered patriotNo ratings yet
- Boiler & AuxiliariesDocument13 pagesBoiler & Auxiliariesprats123456No ratings yet
- Repair Works and Modification of Tank RoofDocument2 pagesRepair Works and Modification of Tank RoofAbinadabNo ratings yet
- CESCO Technical ProposalDocument2 pagesCESCO Technical ProposalthmaraishriNo ratings yet
- MTC For ThermocolDocument2 pagesMTC For ThermocolhariprasadNo ratings yet
- Rehabilitation of Concrete Tank Using Epoxy and FRP LiningDocument5 pagesRehabilitation of Concrete Tank Using Epoxy and FRP LiningChaitanya ShahNo ratings yet
- Screener Catalog 209Document18 pagesScreener Catalog 209Kumar GalipellyNo ratings yet
- Plastic Refractory Instalation RefDocument5 pagesPlastic Refractory Instalation RefHefni OssyanNo ratings yet
- Fabrication Procedure of FRPDocument1 pageFabrication Procedure of FRPMuhammadPurnamaSugiriNo ratings yet
- l2 Heat Shrink Sleeve DrawingDocument4 pagesl2 Heat Shrink Sleeve Drawingresp-ectNo ratings yet
- Chapter 1 Oil Seal IntroductionDocument0 pagesChapter 1 Oil Seal IntroductionZMCONTROLNo ratings yet
- MHSB-Std-09 Request For InspectionDocument1 pageMHSB-Std-09 Request For InspectionknabpshoNo ratings yet
- Cements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersDocument8 pagesCements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersjaimeNo ratings yet
- Denso Pipe Wrapping SolutionsDocument8 pagesDenso Pipe Wrapping SolutionsVinoth MechNo ratings yet
- Rubber Lining Application PDFDocument9 pagesRubber Lining Application PDFLasandu WanniarachchiNo ratings yet
- Rubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Document15 pagesRubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Haresh JoganiNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Terephthalic Acid SafetyDocument2 pagesTerephthalic Acid SafetyeyslNo ratings yet
- Graph 1Document1 pageGraph 1eyslNo ratings yet
- Electrical Relay Diagram and PID SymbolsDocument5 pagesElectrical Relay Diagram and PID SymbolsKARAM ZAKARIANo ratings yet
- Isogen Symbol KeysDocument93 pagesIsogen Symbol KeysSharon LeongNo ratings yet
- Hookup LibraryDocument221 pagesHookup Librarykapilarora123100% (6)
- Ganz Motor 2012 enDocument9 pagesGanz Motor 2012 eneyslNo ratings yet
- POF Specs 2009Document38 pagesPOF Specs 2009eRCeckoNo ratings yet
- Jacketed PipesDocument11 pagesJacketed PipesvuongNo ratings yet
- Zick AnalysisDocument12 pagesZick AnalysisrksahayNo ratings yet
- Caesar Vs Manual Calc For Flange Check ASME Sec VIII Div 1 - Intergraph CADWorx & AnalysisDocument7 pagesCaesar Vs Manual Calc For Flange Check ASME Sec VIII Div 1 - Intergraph CADWorx & AnalysiseyslNo ratings yet
- Flexible HosesDocument79 pagesFlexible HosesSantosh ShettyNo ratings yet
- Rubber Lining ApplicationDocument9 pagesRubber Lining ApplicationeyslNo ratings yet
- Chem Engg Plant LayoutDocument48 pagesChem Engg Plant Layouteysl86% (14)
- Design of Piping Systems - MW KelloggDocument402 pagesDesign of Piping Systems - MW KelloggSridhar Mahalingam100% (30)
- Grundfos - CR 3 29 A FGJ A E HQQE PDFDocument15 pagesGrundfos - CR 3 29 A FGJ A E HQQE PDFKamran AzamNo ratings yet
- Quotation: Dear Sir, Thank You For Your Inquiry, We Are Glad To Quote You Our Best Competitive Offer BelowDocument3 pagesQuotation: Dear Sir, Thank You For Your Inquiry, We Are Glad To Quote You Our Best Competitive Offer BelowgvasangNo ratings yet
- Floating Flange Rubber Expansion Joints: Series 980Document8 pagesFloating Flange Rubber Expansion Joints: Series 980Roland Bon IntudNo ratings yet
- Piping Specs PDFDocument48 pagesPiping Specs PDFabbas1368No ratings yet
- Hattersley Gate Valves 2b PDFDocument11 pagesHattersley Gate Valves 2b PDFUmmes AhmedNo ratings yet
- Pipe Flanges and Flanged Fittings ASME B16.5-2003Document1 pagePipe Flanges and Flanged Fittings ASME B16.5-2003Panchal ShaileshNo ratings yet
- AWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServiceDocument40 pagesAWWA-C207 (2018) - Steel Pipe Flanges For Waterworks ServicePubcrawlNo ratings yet
- PLD-108 Anchor FlangeDocument7 pagesPLD-108 Anchor FlangeBiginch100% (1)
- Structural Design Calculation: Appendix-1 Steel Structure Tower DesignDocument30 pagesStructural Design Calculation: Appendix-1 Steel Structure Tower DesignMin KhantNo ratings yet
- An-PP-001 Turboexpander Design FeaturesDocument5 pagesAn-PP-001 Turboexpander Design FeaturesSobhy GendykhelaNo ratings yet
- Design & Detail Col Base PlateDocument19 pagesDesign & Detail Col Base PlateJoel MooreNo ratings yet
- Cameron SurfaceDocument25 pagesCameron SurfaceRazvan BaicanNo ratings yet
- Conexiones de CobreDocument104 pagesConexiones de CobreRené Galbraith BerraNo ratings yet
- Válvulas Newco Cast Teel PDFDocument64 pagesVálvulas Newco Cast Teel PDFAndres LopezNo ratings yet
- FlangesDocument10 pagesFlangesPohn Myint HanNo ratings yet
- SP-2376-Piping - Engineering & Layout Design RequirementsDocument82 pagesSP-2376-Piping - Engineering & Layout Design RequirementsVenkat RanganNo ratings yet
- Section 4.01 Reliance Dta Refinery Central Planning Manual RJN/CES/CP/4001Document2 pagesSection 4.01 Reliance Dta Refinery Central Planning Manual RJN/CES/CP/4001Ravi ShankarNo ratings yet
- Tube Venturi & Orifice Plate (Main Spec)Document2 pagesTube Venturi & Orifice Plate (Main Spec)BOUAOUDIANo ratings yet
- API 610 PumpsDocument8 pagesAPI 610 PumpsSaurabh Singh67% (3)
- HMH KFDJ Diverters r1Document9 pagesHMH KFDJ Diverters r1budygmoodNo ratings yet
- Fire Hydrant DrawingDocument3 pagesFire Hydrant DrawingAshar HassanNo ratings yet
- Petroleum Development Oman L.L.C.: Specification For Flange Insulation Sets (Amendments/Supplements MESC SPE 85/201)Document15 pagesPetroleum Development Oman L.L.C.: Specification For Flange Insulation Sets (Amendments/Supplements MESC SPE 85/201)s_prakash20201706100% (1)
- Goodwin SLRHDocument56 pagesGoodwin SLRHCV Carlitos Maju PratamaNo ratings yet
- Fundamentals of Orifice Metering FMCDocument7 pagesFundamentals of Orifice Metering FMCapply19842371No ratings yet
- ControTrace Benefits SummaryDocument2 pagesControTrace Benefits SummaryYoung-seok Hwang100% (1)
- CAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterDocument10 pagesCAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterMurli RamchandranNo ratings yet
- Optional Parts: GP/GLP/GTP15-35AK, RK, TK (D812) (C871)Document336 pagesOptional Parts: GP/GLP/GTP15-35AK, RK, TK (D812) (C871)Kiều Văn Trung100% (1)
- SchuF Valve Guide v6Document57 pagesSchuF Valve Guide v6Adam Chapin100% (1)
- Piping LabellingDocument64 pagesPiping Labellingstormer_bw7585No ratings yet
- AG LCP Maintenance ManualDocument19 pagesAG LCP Maintenance Manualtxlucky800% (1)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)