You might also like
- Lesson Exemplar Math 7Document6 pagesLesson Exemplar Math 7Pablo Jimenea100% (2)
- Powering Laser Diode SystemsDocument134 pagesPowering Laser Diode SystemsNick100% (1)
- A First Etymological Dictionary of BasquDocument29 pagesA First Etymological Dictionary of BasquDaily MailNo ratings yet
- Co Firingbiomasswithcoal AsuccessstoryDocument2 pagesCo Firingbiomasswithcoal AsuccessstorySabyasachi DashNo ratings yet
- Global Warming Potential (GWP) (IPCC 2007)Document3 pagesGlobal Warming Potential (GWP) (IPCC 2007)manuelNo ratings yet
- Chapter 5 PDFDocument26 pagesChapter 5 PDFHari650No ratings yet
- S.H. Lee Et Al. / Renewable Energy 138 (2019) 121e127 122Document1 pageS.H. Lee Et Al. / Renewable Energy 138 (2019) 121e127 122Tito KurniawanNo ratings yet
- Takeaway From Biomass Co-Firing in Thermal Power Plants ConferenceDocument7 pagesTakeaway From Biomass Co-Firing in Thermal Power Plants Conferencepramod_nandaNo ratings yet
- Experimental Investigation and Modeling of Gasification of Sewage Sludge in The Circulating Fluidized BedDocument20 pagesExperimental Investigation and Modeling of Gasification of Sewage Sludge in The Circulating Fluidized Bedapi-3799861No ratings yet
- Energies: Torrefied Biomass Pellets-Comparing Grindability in Different Laboratory MillsDocument15 pagesEnergies: Torrefied Biomass Pellets-Comparing Grindability in Different Laboratory MillsDiego Martínez FernándezNo ratings yet
- Energy Production From Biomass (Part 2) : Conversion TechnologiesDocument8 pagesEnergy Production From Biomass (Part 2) : Conversion TechnologiesKjuiNo ratings yet
- Appendix 5A: Natural Gas Use in Industrial BoilersDocument7 pagesAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanNo ratings yet
- Conversion of Bio GasDocument8 pagesConversion of Bio GasWahyudinNo ratings yet
- Biomass Blending and Value AdditionDocument7 pagesBiomass Blending and Value AdditionChari Kumanduri RangaNo ratings yet
- 7074 24595 1 SMDocument7 pages7074 24595 1 SMdurjoythermaxNo ratings yet
- Biomass StoveDocument18 pagesBiomass StoveLakshmanan ThangaveluNo ratings yet
- A Techno-Economic Assessment of The Reduction of Carbon Dioxide Emissions Through The Use of Biomass Co-CombustionDocument8 pagesA Techno-Economic Assessment of The Reduction of Carbon Dioxide Emissions Through The Use of Biomass Co-CombustionAnonymous XBq5J84No ratings yet
- Biomass and Municipal Solid Waste (Gasification)Document5 pagesBiomass and Municipal Solid Waste (Gasification)niveditapandey594No ratings yet
- Energy: Chungen YinDocument13 pagesEnergy: Chungen YinGabriela J. CarrascoNo ratings yet
- Biomass Energy PDFDocument20 pagesBiomass Energy PDFhugoj98No ratings yet
- IEA The Status of Large Scale Biomass FiringDocument88 pagesIEA The Status of Large Scale Biomass Firinggakguk100% (1)
- Combustion Characteristics and NOX Emissions of Biogas Fuels With Various CO2 Contents in A Micro Co-Generation Spark-Ignition EngineDocument9 pagesCombustion Characteristics and NOX Emissions of Biogas Fuels With Various CO2 Contents in A Micro Co-Generation Spark-Ignition EngineVương HoàngNo ratings yet
- Into&lit ROSSAYE&SANDOORAMDocument11 pagesInto&lit ROSSAYE&SANDOORAMshah shakeel rssNo ratings yet
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologysaiyanNo ratings yet
- Use of Rice Husk As Fuel in Process Steam BoilersDocument5 pagesUse of Rice Husk As Fuel in Process Steam BoilersHinaAmanNo ratings yet
- Hydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageDocument9 pagesHydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageJaydeep PatelNo ratings yet
- Co FiringDocument29 pagesCo FiringAnonymous NxpnI6jC100% (1)
- Fuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionDocument6 pagesFuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionДимитър СлавовNo ratings yet
- Energy Science Engineering - 2018 - ThunmanDocument29 pagesEnergy Science Engineering - 2018 - ThunmanClayer PaperNo ratings yet
- Meat and Bone Meal As A Renewable Energy Source inDocument7 pagesMeat and Bone Meal As A Renewable Energy Source inIhsan FajrulNo ratings yet
- Biomass Conversion Technologies: Ralph - Overend@nrel - GovDocument14 pagesBiomass Conversion Technologies: Ralph - Overend@nrel - GovLarissa ZamunerNo ratings yet
- 1 s2.0 S0360544219307960 MainDocument11 pages1 s2.0 S0360544219307960 MainPtrr TrpperNo ratings yet
- Biomass Conversion PDFDocument8 pagesBiomass Conversion PDFVivek Rajkumar GNo ratings yet
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1Document13 pagesCoal-Fired Power Plant Heat Rate Improvement Options, Part 1Ravi SatyapalNo ratings yet
- How To Improve Boiler EfficiencyDocument6 pagesHow To Improve Boiler EfficiencyPawan GoyalNo ratings yet
- Carbon Capture Retrofit Options With The On-Site Addition of Gas Turbine Combined Heat and Power CycleDocument9 pagesCarbon Capture Retrofit Options With The On-Site Addition of Gas Turbine Combined Heat and Power CycleGustavo Ramirez AriasNo ratings yet
- National Mission On Use of Biomass in Thermal Power PlantsDocument12 pagesNational Mission On Use of Biomass in Thermal Power PlantsPMG Bhuswal ProjectNo ratings yet
- Poeb120-Nasrin - Co FiringDocument4 pagesPoeb120-Nasrin - Co FiringtekpolnregionalNo ratings yet
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagDocument12 pagesCoal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagRavi Satyapal100% (1)
- Integration of Power Plant and Amine Scrubbing To Reduce CO2 Capture CostsDocument26 pagesIntegration of Power Plant and Amine Scrubbing To Reduce CO2 Capture CostsshubhamNo ratings yet
- Bustflame 2018 04 014Document13 pagesBustflame 2018 04 014Alifiandi LaksanaNo ratings yet
- Insights For Policy Makers: Biomass For Heat and Power Technology Brief 1Document22 pagesInsights For Policy Makers: Biomass For Heat and Power Technology Brief 1Gabriel GómezNo ratings yet
- 2.2 Melting Techniques: 2.2.1 Regenerative FurnacesDocument7 pages2.2 Melting Techniques: 2.2.1 Regenerative FurnacesRicardo VelozNo ratings yet
- An Overview of CFD Modelling of Small-Scale Fixed-Bed Biomass Pellet Boilers With Preliminary Results From A Simplified Approach - NORWAY - RAZVANDocument8 pagesAn Overview of CFD Modelling of Small-Scale Fixed-Bed Biomass Pellet Boilers With Preliminary Results From A Simplified Approach - NORWAY - RAZVANJoao MinhoNo ratings yet
- Biomass Fuelled Power PlantDocument7 pagesBiomass Fuelled Power PlantpradeepdeceNo ratings yet
- Biomass Steam GasificationDocument8 pagesBiomass Steam GasificationMuhammad Shahzad KhurramNo ratings yet
- White Paper On Biomass BlendingDocument4 pagesWhite Paper On Biomass BlendingChari Kumanduri RangaNo ratings yet
- Energy MixDocument10 pagesEnergy MixPara DiseNo ratings yet
- Applied Energy: P. Patrizio, S. Leduc, D. Chinese, E. Dotzauer, F. KraxnerDocument10 pagesApplied Energy: P. Patrizio, S. Leduc, D. Chinese, E. Dotzauer, F. KraxnerBlando BlandiNo ratings yet
- Juan Riaza, Jon Gibbins, Hannah Chalmers: Full Length ArticleDocument6 pagesJuan Riaza, Jon Gibbins, Hannah Chalmers: Full Length ArticleLê Hoài AnhNo ratings yet
- Biomass Co-Fi Ring: Technology BriefDocument28 pagesBiomass Co-Fi Ring: Technology BriefmercygrayNo ratings yet
- Renewable Energy: Mohamed Ali Masmoudi, Melik Sahraoui, Najla Grioui, Kamel HalouaniDocument11 pagesRenewable Energy: Mohamed Ali Masmoudi, Melik Sahraoui, Najla Grioui, Kamel HalouaniSaif EvonyNo ratings yet
- 1 s2.0 S0360544218308272 MainDocument10 pages1 s2.0 S0360544218308272 MainHugo CostaNo ratings yet
- Biomass Gasification Integrated With Pyrolysis in A Circulating Uidised BedDocument5 pagesBiomass Gasification Integrated With Pyrolysis in A Circulating Uidised BedAnil KunworNo ratings yet
- Multi - Fuel Boiler TechnologyDocument9 pagesMulti - Fuel Boiler TechnologyVijay KumarNo ratings yet
- Study of Briquetted Biomass Co-Firing Mode in Power PlantsDocument6 pagesStudy of Briquetted Biomass Co-Firing Mode in Power PlantssaipulNo ratings yet
- 1 PDFDocument40 pages1 PDFJagatguru PowerNo ratings yet
- J.G. Rogers University of Bath, Address, Bath, BA2 7AY, UK Corresponding Author: Phone +44 (0) 1225 384550Document10 pagesJ.G. Rogers University of Bath, Address, Bath, BA2 7AY, UK Corresponding Author: Phone +44 (0) 1225 384550adrianunteaNo ratings yet
- Case Studies in Thermal Engineering: J. Blondeau, T. Museur, O. Demaude, P. Allard, F. Turoni, J. MertensDocument8 pagesCase Studies in Thermal Engineering: J. Blondeau, T. Museur, O. Demaude, P. Allard, F. Turoni, J. MertensJorge LuisNo ratings yet
- Biomass Combustion & Co-FiringDocument16 pagesBiomass Combustion & Co-Firingsebascian100% (1)
- IRENA-ETSAP Tech Brief E21 Biomass Co-Firing - 005 PDFDocument28 pagesIRENA-ETSAP Tech Brief E21 Biomass Co-Firing - 005 PDF조민기100% (1)
- Calin-Cristian Cormos: SciencedirectDocument8 pagesCalin-Cristian Cormos: SciencedirectBidesh M KirtaniaNo ratings yet
- 3 Degumming en WebDocument1 page3 Degumming en WebGaston ChauNo ratings yet
- Diario de GranosDocument230 pagesDiario de GranosGaston ChauNo ratings yet
- World Grain Nov 2015Document116 pagesWorld Grain Nov 2015Gaston Chau0% (1)
- Chemical Enginnering November 2015Document80 pagesChemical Enginnering November 2015Gaston ChauNo ratings yet
- World Grain 2-2015Document116 pagesWorld Grain 2-2015Gaston ChauNo ratings yet
- Descripcion Tower Ref Proforma Gsi Secadora SA130136Document2 pagesDescripcion Tower Ref Proforma Gsi Secadora SA130136Gaston ChauNo ratings yet
- Updated WorksheetDocument5 pagesUpdated WorksheetJohn Ramer Lazarte InocencioNo ratings yet
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Slide 7 PV NewDocument74 pagesSlide 7 PV NewPriyanshu AgrawalNo ratings yet
- Cross Border Data Transfer Consent Form - DecemberDocument3 pagesCross Border Data Transfer Consent Form - DecemberFIDELIS MUSEMBINo ratings yet
- Fanii 2Document55 pagesFanii 2Remixer INDONESIANo ratings yet
- SemDocument583 pagesSemMaria SantosNo ratings yet
- Slup 230Document24 pagesSlup 230Jelena TodorovicNo ratings yet
- Reviewer in PE&H 1st Quarter 18-19Document7 pagesReviewer in PE&H 1st Quarter 18-19rhex minasNo ratings yet
- NCRA Membership InformationDocument1 pageNCRA Membership Informationbkharkreader1301No ratings yet
- PH-01 (KD 3.1) Filling Out Forms (PG20) - GFormDocument4 pagesPH-01 (KD 3.1) Filling Out Forms (PG20) - GFormLahita AzizahNo ratings yet
- OB Case Study Care by Volvo UK 2020Document1 pageOB Case Study Care by Volvo UK 2020Anima AgarwalNo ratings yet
- Swot Matrix Strengths WeaknessesDocument6 pagesSwot Matrix Strengths Weaknessestaehyung trash100% (1)
- Paper Ed Mid TermDocument2 pagesPaper Ed Mid Termarun7sharma78No ratings yet
- Summative Test in Foundation of Social StudiesDocument2 pagesSummative Test in Foundation of Social StudiesJane FajelNo ratings yet
- Sensor de Temperatura e Umidade CarelDocument1 pageSensor de Temperatura e Umidade CarelMayconLimaNo ratings yet
- Chapter Two: General Design ConsiderationsDocument27 pagesChapter Two: General Design ConsiderationsTeddy Ekubay GNo ratings yet
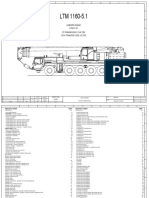
- Libherr CraneDocument157 pagesLibherr Craneali67% (3)
- Norberto Elias: Graduation of Teach Portuguese Language With Ability in EnglishDocument14 pagesNorberto Elias: Graduation of Teach Portuguese Language With Ability in EnglishGildo Joaquim FranciscoNo ratings yet
- CTRLX Automation BrochureDocument60 pagesCTRLX Automation BrochureNinja do SofáNo ratings yet
- Problems: C D y XDocument7 pagesProblems: C D y XBanana QNo ratings yet
- CadburyDocument21 pagesCadburyramyarayeeNo ratings yet
- Credit Card Authorization Form WoffordDocument1 pageCredit Card Authorization Form WoffordRaúl Enmanuel Capellan PeñaNo ratings yet
- Types of ComputersDocument7 pagesTypes of ComputersSyed Badshah YousafzaiNo ratings yet
- Emcee Script For Recognition DayDocument3 pagesEmcee Script For Recognition DayRomeo Jr. LaguardiaNo ratings yet
- Hume 100 ReviewerDocument7 pagesHume 100 ReviewerShai GaviñoNo ratings yet
- Kowalkowskietal 2023 Digital Service Innovationin B2 BDocument48 pagesKowalkowskietal 2023 Digital Service Innovationin B2 BAdolf DasslerNo ratings yet
- Bilateral Transfer of LearningDocument18 pagesBilateral Transfer of Learningts2200419No ratings yet