You might also like
- Characteristics of Sewage PDFDocument13 pagesCharacteristics of Sewage PDFUtsav SharmaNo ratings yet
- Sintex Sewage Treatment ..Document3 pagesSintex Sewage Treatment ..Jitu SinghNo ratings yet
- TransBio-filter Sewage Treatment Plant PresentationDocument21 pagesTransBio-filter Sewage Treatment Plant PresentationsushantNo ratings yet
- Loading S Calculations by Dr. Ghaida Abu Rumman enDocument36 pagesLoading S Calculations by Dr. Ghaida Abu Rumman ensauroNo ratings yet
- Minimal Liquid DischargeDocument2 pagesMinimal Liquid DischargeRMORALESPERUNo ratings yet
- Design of A Defluoridizing UnitDocument11 pagesDesign of A Defluoridizing UnitRatnakaram Venkata NadhNo ratings yet
- Polysulfone Membrane: IdentificationDocument17 pagesPolysulfone Membrane: IdentificationArrianne Jaye MataNo ratings yet
- Analysis and Design of Sewage Treatment Plant Using Phytorid TechnologyDocument9 pagesAnalysis and Design of Sewage Treatment Plant Using Phytorid TechnologyIJRASETPublicationsNo ratings yet
- History of Nano FiltrationDocument42 pagesHistory of Nano FiltrationKieran Sexton100% (2)
- Filmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, IndiaDocument2 pagesFilmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, Indiaali jafNo ratings yet
- Alfa Laval Spiro MembranesDocument4 pagesAlfa Laval Spiro MembranesCornelius Toni KuswandiNo ratings yet
- Spiral Wound Forward Osmosis Membrane ModuleDocument12 pagesSpiral Wound Forward Osmosis Membrane Modulejigar patelNo ratings yet
- Process Control WWTP2Document5 pagesProcess Control WWTP2Arima KouseiNo ratings yet
- Microstep Driver Manual: Version 6/13/2006Document12 pagesMicrostep Driver Manual: Version 6/13/2006sandeshrai49No ratings yet
- Water Softening IndustryDocument4 pagesWater Softening IndustryArslanAliNo ratings yet
- Sewage Treatment Plant: MD - ShamsuzzamanDocument11 pagesSewage Treatment Plant: MD - Shamsuzzamanapi-3701567100% (3)
- EIA and EMP of Amritsar AerocityDocument81 pagesEIA and EMP of Amritsar AerocityTjahjo Tri Hartono0% (1)
- Ultra Pure WaterDocument6 pagesUltra Pure Watergauravgarg115No ratings yet
- Frost & Sullivan Report On WTPDocument2 pagesFrost & Sullivan Report On WTPSameer PikleNo ratings yet
- High Efficiency Reverse Osmosis HERO Q7Document1 pageHigh Efficiency Reverse Osmosis HERO Q7Song HoeNo ratings yet
- Operation & Maintenance Manual (O&M) OF Package Water Treatment Plant (PWTP)Document16 pagesOperation & Maintenance Manual (O&M) OF Package Water Treatment Plant (PWTP)Ashish Nair100% (1)
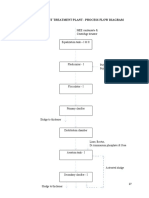
- Effluent Treatment Plant - Process Flow DiagramDocument45 pagesEffluent Treatment Plant - Process Flow DiagramAmarnath PNo ratings yet
- Evaluation of The Sludge Drying Beds at Sana'a Wastewater Treatment PlantDocument29 pagesEvaluation of The Sludge Drying Beds at Sana'a Wastewater Treatment PlanthazimpzkNo ratings yet
- UNA-620A - Operating InstructionREV02 by B.bennettDocument27 pagesUNA-620A - Operating InstructionREV02 by B.bennettcysauts100% (2)
- SITE VISIT TO Waste WATER TREATMENT PLANTDocument12 pagesSITE VISIT TO Waste WATER TREATMENT PLANTNajum U Saqib BhatNo ratings yet
- Practical Design Criteria: LoadingsDocument7 pagesPractical Design Criteria: LoadingsSmrutiNo ratings yet
- Operation and Control of STPDocument11 pagesOperation and Control of STPHari Krishna.MNo ratings yet
- Manual RosaDocument27 pagesManual Rosasuich84No ratings yet
- Design of Arraba Wastewater Treatment PlantDocument47 pagesDesign of Arraba Wastewater Treatment PlantMOHAMMED ABBAS NAJI MAALANo ratings yet
- Adapatation of WWTP Warm Climates CH WalderDocument8 pagesAdapatation of WWTP Warm Climates CH WalderChokri ChakiirNo ratings yet
- Prensentation Slides For Industry BriefingDocument40 pagesPrensentation Slides For Industry BriefingkunalkhubaniNo ratings yet
- Commercializing AdUF MembraneDocument16 pagesCommercializing AdUF MembraneFadhilatul AdhaNo ratings yet
- AMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsDocument23 pagesAMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsLuongNo ratings yet
- Biomod: Packaged Moving Bed Biofilm ReactorDocument4 pagesBiomod: Packaged Moving Bed Biofilm ReactorAlvaro Huete100% (1)
- Treatment of Industrial WastewaterDocument42 pagesTreatment of Industrial WastewaterchanlalNo ratings yet
- TMF Lime SofteningDocument2 pagesTMF Lime SofteningRachel HechanovaNo ratings yet
- Separate pollutants and suspended matter with DTRO membranesDocument4 pagesSeparate pollutants and suspended matter with DTRO membranesJha PrabhakarNo ratings yet
- Comparing Common Wastewater Aeration SolutionsDocument2 pagesComparing Common Wastewater Aeration SolutionsprannoyNo ratings yet
- Revotech Sewage Treatment Opt PDFDocument5 pagesRevotech Sewage Treatment Opt PDFPrashant Singh ChauhanNo ratings yet
- Anaerobic Pre-Treatment of PharmaceuticalDocument6 pagesAnaerobic Pre-Treatment of PharmaceuticalZulhasri WahapNo ratings yet
- SpoDocument2 pagesSpoCoeg AnjayNo ratings yet
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocument5 pagesMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNo ratings yet
- EFFECT OF SILICA ON CELLULOSE ACETATE/PEG MEMBRANES FOR REVERSE OSMOSISDocument15 pagesEFFECT OF SILICA ON CELLULOSE ACETATE/PEG MEMBRANES FOR REVERSE OSMOSISPendi Adi MertaNo ratings yet
- Sajid HussainDocument48 pagesSajid HussainTimothy GarciaNo ratings yet
- Drinking Water Sludge Recovery Feb 2011Document2 pagesDrinking Water Sludge Recovery Feb 2011Fernando GarcíaNo ratings yet
- Sewage Treatment PlantDocument3 pagesSewage Treatment PlantPranshu Singh BirthalNo ratings yet
- Membrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalDocument8 pagesMembrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalbazediNo ratings yet
- Env Impact AssessmentDocument81 pagesEnv Impact AssessmentLisa CullenNo ratings yet
- Rock Catchment Dam With Self-Closing WatertapDocument90 pagesRock Catchment Dam With Self-Closing WatertapGreen Action Sustainable Technology GroupNo ratings yet
- RHDHV Industrial Water Treatment LR SpreadDocument11 pagesRHDHV Industrial Water Treatment LR SpreadgyfariNo ratings yet
- Project Report On STPDocument24 pagesProject Report On STPRinku SinghNo ratings yet
- 7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFDocument10 pages7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFRinaAprianiAapNo ratings yet
- EDR Technical Training for GE Sales and MarketingDocument80 pagesEDR Technical Training for GE Sales and MarketingHassan Feki100% (1)
- DNIT Vol 2 Part 1Document196 pagesDNIT Vol 2 Part 1JitendraHatwarNo ratings yet
- Managing Food Industry Waste EffluentsDocument5 pagesManaging Food Industry Waste EffluentsAbiodun GbengaNo ratings yet
- Aerated BiofiltersDocument18 pagesAerated BiofiltersNataliaKNo ratings yet
- ProcessIndustriesandDrives - Introduction - Slide - SetDocument26 pagesProcessIndustriesandDrives - Introduction - Slide - Setmfonseca31No ratings yet
- DBDocument25 pagesDBAbhijit MondalNo ratings yet
- MBBR ETP Presentation for Fair ElectronicsDocument32 pagesMBBR ETP Presentation for Fair Electronicsshakib nazmus0% (1)
- CountryReport IndiaDocument12 pagesCountryReport IndiaPARVAIZ AHMAD KOKANo ratings yet
- Operating Manual - KLARO GMBH SBRDocument72 pagesOperating Manual - KLARO GMBH SBRAl DoNo ratings yet
- Review On Municipal Landfill Leachate and Sequencing Batch Reactor (SBR) TechniqueDocument10 pagesReview On Municipal Landfill Leachate and Sequencing Batch Reactor (SBR) TechniqueSong Nguyen NguyenNo ratings yet
- A Case Study On Sewage Treatment Plant: April 2021Document8 pagesA Case Study On Sewage Treatment Plant: April 2021Radha SwamiNo ratings yet
- Sequencing Batch ReactorDocument7 pagesSequencing Batch Reactorvishal kashyapNo ratings yet
- Addis Ababa Science and Technology UniversityDocument7 pagesAddis Ababa Science and Technology UniversityYabsra kasahun100% (1)
- Planning and Analysis of Sewage Treatment Plant (43 MLD) in Sagar (M.P.)Document5 pagesPlanning and Analysis of Sewage Treatment Plant (43 MLD) in Sagar (M.P.)Abdul rahmanNo ratings yet
- RotatingDocument12 pagesRotatingahmedabeer1No ratings yet
- Wastewater Treatment Technologies For The Textile Industry-FINAL PDFDocument119 pagesWastewater Treatment Technologies For The Textile Industry-FINAL PDFShohan ParvezNo ratings yet
- Compendium of Recycle and Reuse of Wastewater in 54 MillionDocument131 pagesCompendium of Recycle and Reuse of Wastewater in 54 Millionkhaniskhan03No ratings yet
- Waste Water PatentDocument151 pagesWaste Water Patentkanji63No ratings yet
- SBR DesignDocument7 pagesSBR DesignRANJINI02V88% (8)
- 11 - RP Report Ghuma Shela Godhavi Manipur Sewerage UpdatedDocument109 pages11 - RP Report Ghuma Shela Godhavi Manipur Sewerage UpdatedECO PROTECTIONNo ratings yet
- CEN-105 - PPT - FifthSet (Water & Wastewater Treatment)Document76 pagesCEN-105 - PPT - FifthSet (Water & Wastewater Treatment)Vamshee KrishnaNo ratings yet
- A Brief Review On Biochemical Oxygen DemandDocument28 pagesA Brief Review On Biochemical Oxygen DemandHamletStevenCubillosNo ratings yet
- Sequencing Batch Reactor TechnologyDocument93 pagesSequencing Batch Reactor TechnologyFerlizasoNo ratings yet
- SBR DesignDocument20 pagesSBR DesignBiswajeet samantaray67% (3)
- Module 2Document9 pagesModule 2ikhwanstorageNo ratings yet
- Recycle Reuse of Sewage For Industrial ApplicationDocument27 pagesRecycle Reuse of Sewage For Industrial Applicationrvsingh17No ratings yet
- Aeration Manual DRAFT P PDFDocument251 pagesAeration Manual DRAFT P PDFgarisa1963100% (1)
- SBR Design CalculationsDocument26 pagesSBR Design Calculationsn_zeinoun78% (9)
- Python ProjectDocument24 pagesPython ProjectSRIMANTH BATTULANo ratings yet
- ENVE 302 Environmental Engineering Unit Processes: Assist. Prof. Bilge Alpaslan KocamemiDocument48 pagesENVE 302 Environmental Engineering Unit Processes: Assist. Prof. Bilge Alpaslan KocamemiJestin Raj100% (1)
- Processes of Waste Water Treatment - GoodoneDocument25 pagesProcesses of Waste Water Treatment - GoodoneGade BalajiNo ratings yet
- Nitrogen RemovalDocument80 pagesNitrogen RemovalJoy Das MahapatraNo ratings yet
- Comparing The Use of A Two-Stage MBBR System With A Methanogenic MBBRDocument8 pagesComparing The Use of A Two-Stage MBBR System With A Methanogenic MBBRVijaya GosuNo ratings yet
- 3 57 Boracay Engineers Report PDFDocument12 pages3 57 Boracay Engineers Report PDFAngela Emanuelle V. Estil100% (1)
- SBRDocument44 pagesSBRNavneet Singh67% (3)
- Final CW Guidelines Nov 24 2023Document92 pagesFinal CW Guidelines Nov 24 2023Sanjeev Kumar PrajapatiNo ratings yet
- 4 ReactorsDocument58 pages4 ReactorsKiran ShresthaNo ratings yet